


Inwieweit sich der 3D-Druck in der industriellen Fertigung schon durchgesetzt hat, ist natürlich nicht einfach zu beantworten. Interessant hierfür sind sicherlich die Absatzzahlen der 3D-Drucker-Hersteller. Hier gibt es bei den professionellen 3D-Druckern laut einer Studie des Marktanalyseunternehmens Context eine eindeutige Steigerung: Gegenüber 2018 nahm der Absatz in diesem Segment um +8 % zu und der Umsatz der 3D-Drucker-Hersteller wuchs im gleichen Zeitraum um 37 %.
Das sagt allerdings noch nicht viel darüber aus, für was die Drucker eingesetzt werden. Denn vorrangig werden diese immer noch in den Forschungs- und Entwicklungsabteilungen und zum Prototypenbau eingesetzt. So setzen laut einer Studie des VDI und der RWTH Aachen rund 72 Prozent der 560 Umfrageteilnehmer die additive Fertigung für die Fertigung von Prototypen und Pilotserien ein.
Warum sind sich dann die Experten so sicher, dass die additive Fertigung in der Produktion schon etabliert ist? Ein wesentlicher Faktor hierfür sind sicherlich die zahlreichen erfolgreichen Anwendungsbeispiele. Besonders hervorgetan haben sich hierbei die Präzisionswerkzeughersteller die sich schon öfters als Technologietreiber ausgezeichnet haben. Die gedruckten Werkzeuge kommen dabei meist bei neuen und schwierigen Bearbeitungen zum Einsatz. Die Bearbeitung des Statorgehäuses für Elektromotoren sticht hierbei besonders hervor.
Enge Toleranzen sind besonders knifflig
„Das ist ähnlich wie bei Verbrennungsmotoren“, sagt Dr. Dirk Sellmer. „Auch die Statorgehäuse von automobilen Elektromotoren unterscheiden sich von Hersteller zu Hersteller“, so der Leiter Forschung und Entwicklung bei Mapal. Besonders knifflig bei der Bearbeitung sind die enge Toleranzen der Hauptbohrung des Statorgehäuses hinsichtlich Maßhaltigkeit, Oberflächen‧güte und Rundheit. Hinzu kommt, dass der Trend bei den E-Motoren hin zu schlanken, längeren Gehäusen gehe.
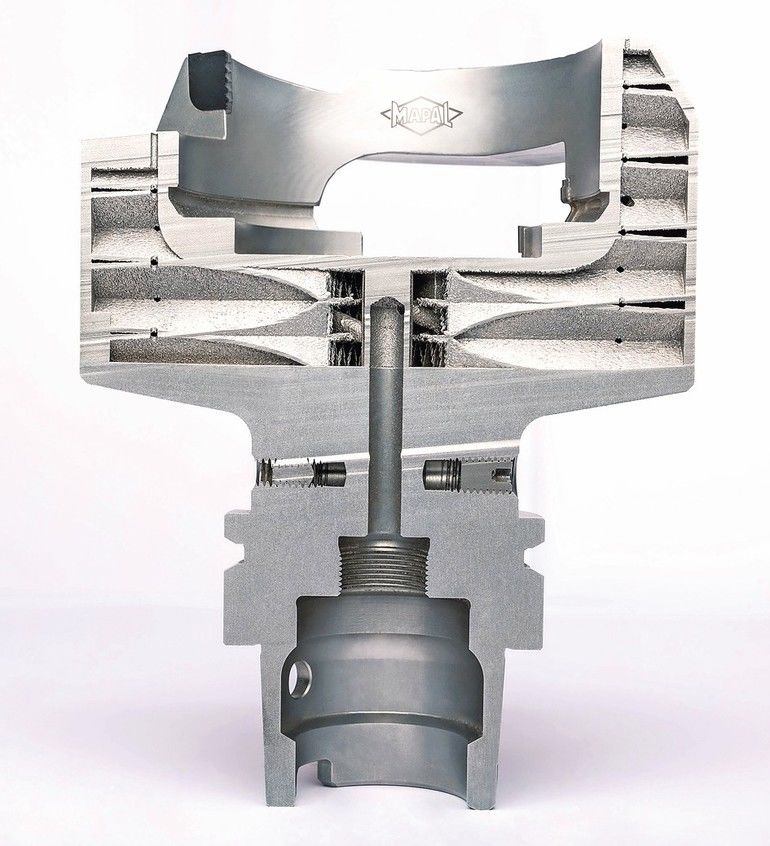
Um die Gehäuse auch auf Maschinen mit HSK-63-Schnittstelle fertigen zu können, kommen neben geschweißten Leichtbau-Bohrstangen zunehmend additiv gefertigte Werkzeugkörper zum Einsatz, die nochmals deutlich leichter sind. Sie wiegen laut Sellmer wiederum nur etwa die Hälfte eines geschweißten Tools. Und das wirke sich positiv aufs Kippmoment des Werkzeugs und damit auf die Bearbeitungsgenauigkeit aus. „Zudem bietet der generative Aufbau ganz andere Möglichkeiten hinsichtlich der Späneentsorgung und der Kühlschmierstoffzufuhr“, fährt Sellmer fort. Begrenzt sei die Dimension dieser Werkzeuge derzeit allerdings noch durch die Größe der Baukammern der 3D-Druckanlagen. Sie limitieren generativ gefertigte Werkzeuge aktuell sowohl im Durchmesser als auch in der Länge auf rund 240 mm.
Grundkörper mit filigraner Struktur
Die Experten von Ceratizit setzten für ihre Leichtbau-Feinbohrwerkzeuge für die E-Motoren-Produktion ebenfalls auf die additive Technologie. Trotz des großen Durchmessers von über 200 mm und einer beachtlichen Länge ist es gelungen, das Gewicht des Feinbohrwerkzeugs unter 17 kg zu halten. Die filigrane, verstrebte Struktur des Grundkörpers ist dabei nur noch additiv herstellbar. Die neuartige Konstruktions- und Stützform wird komplett aus einem Stahlwerkstoff gedruckt. Als Schneidkörper fungieren additiv erzeugte Werkzeugkassetten mit PKD-Schneiden. Das Bohrwerkzeug kann zudem individuell auf das Bauteil des Kunden ausgelegt werden.
Auch Kennametal hat ein leichtes, im 3D-Druckverfahren hergestelltes Aufbohrwerkzeug zur Bearbeitung von Motorstatorgehäusen entwickelt. „Durch den Einsatz des 3D-Drucks mit Metallpulverbett und einer FEM-Analysesoftware ließ sich ein Werkzeug konstruieren und bauen, bei dem das Trägheitsmoment sehr nahe an der Spindelstirnseite liegt. Dadurch konnten wir einerseits die Steifigkeit der Konstruktion erhöhen, andererseits aber auch die Gewichtsvorgaben des Kunden erfüllen“, führt Werner Penkert, verantwortlich für den Bereich Zukunftstechnologien bei Kennametal, aus.
Werkzeuge für die Serienfertigung
Während die Werkzeuge für die Statorbearbeitung nur bei kleineren Stückzahlen zum Einsatz kommen. Gibt es auch schon Beispiele für Werkzeuge in der Serienfertigung. So hat Mapal etwa ein Glocken-Sonderwerkzeug für die Bearbeitung des Schlauchanschlusses an Turboladern per selektivem Laserschmelzen hergestellt. Ziel bei dessen Entwicklung war ein leichteres und zugleich stabileres Werkzeug. Eine Wabenstruktur im Inneren des Werkzeugs brachte hier die Lösung: Wog das ursprüngliche Werkzeug noch über vier Kilogramm, so bringt die gedruckte Version nur noch knapp drei Kilogramm auf die Waage.
Im Praxistest überzeugte das Werkzeug beim Kunden: Aufgrund des um 30 Prozent reduzierten Gewichts konnten von Anfang an signifikant höhere Schnittdaten gefahren werden. Dabei blieb die Bearbeitungsqualität unverändert hoch. Die Wabenstruktur im Inneren des Werkzeugs dämpft zudem die Vibrationen während der Bearbeitung. Dies wirkt sich positiv auf die Standzeit aus. Die im Schnitt 70 Prozent höher als die des Vorgängerwerkzeugs ist.
Weitere Beispiele wie der Fräser Coro-Mill 390 von Sandvik Coromant mit additiv gefertigtem Körper in Leichtbauweise, die additiv gefertigten Kühlmittelscheiben zum Hochleistungsreiben der Paul Horn GmbH, oder die 3D-gedruckten Abstechmodule von Arno belegen durchaus, dass die additive Fertigung als Technologie in der Industrie angekommen ist.
Mapal Fabrik für Präzisionswerkzeuge Dr. Kress KG
Obere Bahnstr. 13
73431 Aalen
Telefon: +49 (0) 73 61585–0
E-Mail: info@de.mapal.com
http://www.mapal.com
Ceratizit Deutschland GmbH
Daimlerstraße 70
87437 Kempten
www.ceratizit.com
Hartmetall-Werkzeugfabrik Paul Horn GmbH
Horn-Straße 1
D-72072 Tübingen
Tel.: +49-7071-7004-0
info@phorn.de
www.phorn.de
Sandvik Tooling Deutschland GmbH
www.sandvik.coromant.com
Mehr zum Thema Additive Fertigung









 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}