


Ob in der Fertigung oder im Werkzeug- und Formenbau – in der Zerspanung ist es immer das Ziel, Maschinenlaufzeiten zu maximieren. Das Unternehmen Rittal, Eschenburg, macht deutlich, dass dies schon mit relativ einfachen Mitteln zu erreichen ist. Durch den Einsatz der Werkzeugsysteme Spinworx und Trigaworx von Pokolm, Harsewinkel, wird es möglich, die Maschinen ohne Unterbrechung prozesssicher mannlos arbeiten zu lassen.
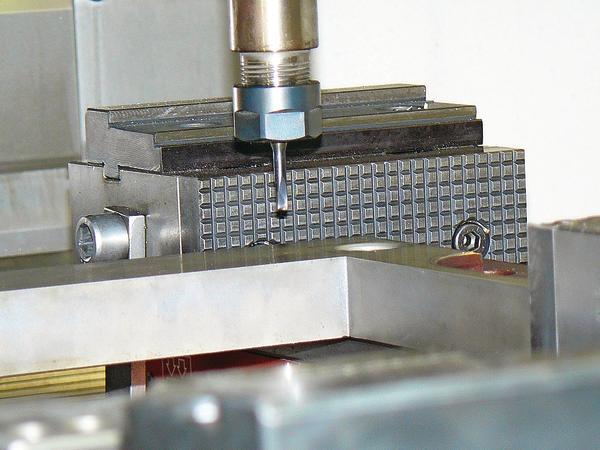
Nach einer Frästiefe von 20 Millimetern war Schluss. Danach musste die Maschine angehalten, das Werkzeug hochgefahren und die Wendeschneidplatte gedreht werden. Ein Aufwand von zirka zehn Minuten. Bei einem konkreten Bauteil mit einer Laufzeit von fünf Stunden gingen in der Gesamtheit so bis zu einer Stunde verloren. Seit sechs Monaten gehört diese aufwändige Vorgehensweise bei Rittal, Systemanbieter für Schaltschranktechnik, der Vergangenheit an. Das Bauteil wird jetzt ohne die Maschine anzuhalten, komplett mannlos fertig bearbeitet. Möglich wird das durch den Einsatz des Werkzeugsystems Spinworx. Bevor es allerdings so weit war, hatte Jürgen Franz, Anwendungstechniker bei Pokolm, die übliche Überzeugungsarbeit zu leisten, denn das Funktionsprinzip des Spinworx beinhaltet runde, sich drehende Wendeschneidplatten. Und so war man auch bei Rittal zunächst äußerst skeptisch. Dazu Roland Klein, Leiter Sondermaschinen und Vorrichtungen: „Wir stehen Neuem generell offen gegenüber und sind auch experimentierfreudig. Deshalb haben wir uns trotz der Skepsis mit dem Werkzeugsystem beschäftigt. Spinworx hat uns da aber schnell überzeugt.“
Heute ist das Werkzeugsystem bei Rittal kaum noch wegzudenken, denn sowohl bei der Maschinenverfügbarkeit, den Schnittparametern als auch den Standzeiten hat man enorm zugelegt. Das hat einerseits damit zu tun, dass sich die Platte durch das Drehen gleichmäßig abnutzt, anderseits aber auch der gesamte Umfang im Eingriff ist. Das heißt, durch die drehende Schneidplatte im Träger entsteht kein Kerbverschleiß. Zudem verfügt man über eine 100-prozentige Nutzung der vorhandenen Schneide und kann so die Ressourcen ohne Verluste nutzen.
Marc Wehnert, CNC-Fräser bei Rittal, sieht in der Praxis die Vorteile allerdings noch in anderen Bereichen: „Das Wichtigste ist sicher, dass der Fräser sehr ausdauernd ist. Das heißt, die Standzeiten und damit die Prozesssicherheit sind beeindruckend. Am meisten profitieren wir davon natürlich beim mannlosen Bearbeiten. Beeindruckt hat mich aber auch die Laufruhe beziehungsweise die Lautstärke. Das gilt vor allem für das Fräsen mit längeren Aufnahmen bei tiefen Taschen.“ Erreicht wird dies, weil der Spinworx auf höchste Rundlaufgenauigkeit und maximale Steifigkeit ausgelegt ist.
Bei den Schnittparametern dagegen ist man in Eschenburg noch dabei, sich an das Limit heranzutasten. Man bearbeitet bis auf wenige Ausnahmen die gängigen Werkzeugstähle und hat sich deshalb zunächst noch an den firmeninternen Richtlinien orientiert. Richtlinien, die in der Vergangenheit aber öfter mal unterschritten wurden, um die Standzeiten der Wendeschneidplatten zu verlängern. Mit dem Spinworx dagegen steigert man inzwischen den Vorschub hin und wieder auf 150 Prozent.
Werkzeugstandzeit überzeugt auch bei 60 HRC
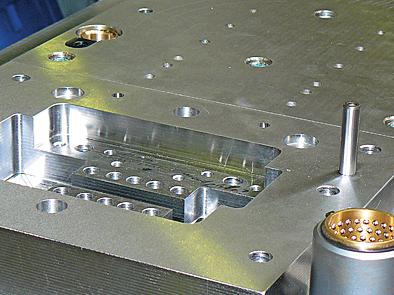
Dass Standzeiten beim Unternehmen Rittal immer ein Thema sind, zeigt zudem der Einsatz der Pokolm-Vollhartmetallfräser aus der Baureihe Trigaworx. Diese Fräser haben den Vorteil, dass sich beim Bearbeiten mit dynamischen Maschinen bei geringen Tiefenzustellungen selbst in gehärteten Materialien hohe Zahnvorschübe realisieren lassen. Speziell beim Schruppen von 3D-Konturen hat das sehr geringe, kaum spürbare Treppenabstufungen zur Folge. So kann häufig sogar ein Vorschlichtvorgang eingespart werden. In Eschenburg ging es mit dem Trigaworx aber konkret um das Fräsen von HRC 60 und das Einarbeiten einer Einlaufschräge. Dazu Wehnert:„Wir haben mit einer Tiefenzustellung von ein Zehntel Millimeter und einer Überlappung von 40 bis 60 Prozent gearbeitet. Auch hier hat mich die Präzision und Standzeit des Fräsers beeindruckt.“ In Sachen Präzision scheint das Unternehmen Pokolm ohnehin andere Wege zu gehen. Bei den Vollhartmetallfräsern liegen die Toleranzen bei + 0/- 1/100 mm. Optional bietet man zusätzlich noch eine Serie mit Toleranzen von 5 µm an.
Selbst wenn die Präzision bislang für Rittal kein zentrales Thema ist, der Werkzeugbau scheint mit den Standzeiten und Schnittparametern der Pokolm-Fräser mehr als zufrieden. Oder um es mit den Worten von Roland Klein auszudrücken: „Wir sind ohnehin ein Kennzahlengeführtes Unternehmen, ich komme aus der Produktion und so ist mir auch die Produktivität sehr wichtig. Deshalb wollen wir immer das Optimale.“
Teilen:




















{kind=link}