


Die Firma Erwin Junker Maschinenfabrik GmbH/Nordrach entwickelte ein Schleifzentrum mit integrierter Messtechnik für Flexibilität und Genauigkeit beim wirtschaftlichen Schleifen gebrauchter Kurbelwellen.
Eine Kurbelwelle ist ein geometrisch äußerst komplexes und dynamisch hochbeanspruchtes Bauteil. Die Firma Erwin Junker Maschinenfabrik, einer der führenden internationalen Anbieter von Hochgeschwindigkeits-Schleifmaschinen, entwickelte be-reits zu Beginn der 90er Jahre eine Kurbelwellen-Schleifmaschine der Baureihe JUCRANK zum Schleifen von Kurbelwellen. Die Maschinen arbeiten nach dem Pendelhub-Schleifprinzip und sind mittlerweile in der Automobilindustrie und deren Zulieferern mit Erfolg im Einsatz. Es handelt sich dabei um ein hochkarätiges Schleifkonzept, bei dem das Vor- und/oder Fertigschleifen von Haupt- und Hublagern, Flansch und Zapfen komplett in einer Aufspannung mit dem hochharten, verschleißfesten Schleifstoff CBN erfolgt.
Werden Kurbelwellen aus einem geschmiedeten oder gegossenen Rohling geschliffen, so ist das Aufmaß bekannt und bei allen Teilen nahezu gleich. Neue Kurbelwellen sind teuer. Daher besteht seitens der Motoren-Instandsetzer großes Interesse an einer Aufbereitung gebrauchter Kurbelwellen, speziell für Austauschmotoren. Bedingt durch den unterschiedlichen Verschleiß hat jede gebrauchte Kurbelwelle eine „individuelle“ Geometrie. Deshalb muss vor dem eigentlichen Schleifvorgang jede einzelne Kurbelwelle erst einmal messtechnisch erfasst werden. Erst dann kann mit dem Schleifprozess begonnen werden. Damit wird sichergestellt, dass bei der Schleifbearbeitung alle Haupt- und Hublager, sowie die Wellenenden die gewünschten Form- und Lagetoleranzen einhalten.
Bisher wurde an den Kurbelwellen der Rundlauf in Bezug auf die Werkstückachse vermessen. Danach wurde, falls erforderlich, die Welle von Hand gerichtet. Anschließend konnte jedes einzelne Lager in Bezug zur jeweiligen Achsmitte (die bei exzentrischer Aufnahme entsteht) geschliffen werden. Ein Prozess, der ausgesprochen zeit- und arbeitsaufwendig war, da die Kurbelwellen während der Bearbeitung mehrmals umgespannt werden mussten. Außerdem konnte mit diesem Verfahren keine Verbesserung der Lage (Position radial/ Hubhöhe) erreicht werden.
Um den Fertigungsprozess zu beschleunigen entwickelte die Firma Erwin Junker Maschinenfabrik eine Schleifmaschine mit integrierten Messeinrichtungen zum Nachschleifen von gebrauchten Kurbelwellen. Der Nutzen dieser Neuentwicklung überzeugt. Das Vermessen vor und zwischen den Schleifvorgängen auf einer separaten Maschine entfällt. Ebenso das damit verbundene Aus- und Einspannen zwischen den Schleifvorgängen. Die Überwachungsgrößen liegen jetzt nahe am Prozess, die Produktivität steigt.
Die Technologie
Das Pendelhubschleifen ermöglicht ein außergewöhnlich präzises und wirtschaftliches Schleifen der gegeneinander versetzt angeordneten Hublager in einer Aufspannung. Dabei wird der Durchmesser der Hubzapfen durch Interpolation der C-Achse (Drehbewegung Werkstück) mit der X-Achse (Zustellachse) erzeugt. Der Oszillationshub der X-Achse entspricht dabei dem Hub des Kolbens im Motor. Die Technologie und die Software der Maschine sind so konzipiert, dass alle gebrauchten Kurbelwellen für 1-8zylindrige Motoren in einer Aufspannung gemessen und nachgeschliffen werden können.
Konzept für Variantenfertigung
Das Maschinenkonzept wurde zum Komplettbearbeiten zahlreicher Kurbelwellen-Varianten ausgelegt. So können Kurbelwellen mit einem Umlaufdurchmesser von bis zu 220 mm und einer Länge von bis zu 900 mm geschliffen werden.
Auf einem Schleifspindelstock sind zwei Schleifspindeln mit je 30 kW Antriebsleistung um 60° gegeneinander versetzt angeordnet. Die beiden Schleifspindeln können nacheinander eingeschwenkt werden. Damit wird ein Hochgeschwindigkeitsschleifen der Haupt- und Hublager ohne Umspannen mit jeweils einer CBN-Schleifscheibe ermöglicht.
Für eine exakte Rundheit und hohe Genauigkeit (im Bereich weniger µm) sorgt die automatische Wuchtung der Schleifscheiben.
Erst messen…
Bevor, je nach Verschleißbild, auf die erforderliche Genauigkeit hin nachgeschliffen werden kann, werden folgende Geometrien vermessen: Die axialen Abstände sämtlicher Lager untereinander und von einer Bezugsebene aus, die Pleuel- und Hauptlagerdurchmesser, die Winkellagen, die Hublagerhubhöhen und die Wellenzapfen (für den Sitz der Wellendichtringe).
Um eine zuverlässige Funktion der Verbrennungsmotoren zu gewährleisten, müssen die Durchmesser der Haupt- und Pleuellager kleiner als 2-3 µm in der Rundheit geschliffen werden. Der Rundlauf der Hauptlager, bezogen auf die Bezugsachse, darf 50 µm nicht überschreiten. Die Haupt- und Pleuellager können eine zylindrische, ballige oder konvexe Form haben. Axial sollen die Abstände der Lager voneinander nicht mehr als 0,2 mm vom vorgegebenen Maß abweichen.
Dann Schleifen…
Die komplette Kurbelwellengeometrie wird programmgesteuert erzeugt, wobei eine ausgesprochen hohe Flexibilität gegeben ist. Die numerische Steuerung der GE Fanuc Serie 160 TC verfügt über Routinen, um die Hublager allein durch Vorgeben einiger Parameter schleifen zu können. Die entsprechende Software wurde von Junker entwickelt.
Messen und Schleifen im Wechsel
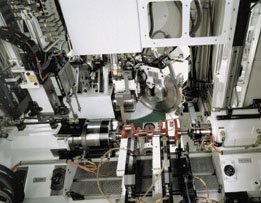
In einem automatischen Arbeitsablauf werden die Kurbelwellen vermessen, vorgeschliffen, erneut vermessen und anschließend fertiggeschliffen. Dazu wählt der Bediener zunächst am Bedientableau die jeweils passende Variante aus. Zum Ermitteln der axialen Position der Kurbelwelle wird die Planschulter eines Hauptlagerzapfens abgetastet (Bild 2). Ein weiterer Messtaster erfasst die Lage und die Durchmesser jedes Hublagers. So erhält die numerische Steuerung erste Daten über die geometrischen Eingangsgrößen und kann somit selbstständig eine Nullpunkt-Korrektur durchführen (Bild 3). Eventuell erfasste Geometriefehler (beispielsweise ungenaue Winkelanordnung der Hubzapfen) werden erkannt und bei der Programmerzeugung automatisch mit berücksichtigt.
Höhere Genauigkeit durch optimalen Verfahrensablauf
Durch das Schleifen in einer Aufspannung erreicht man höhere Genauigkeit der Geomerieelemente Haupt- und Hublager, Flansch und Zapfen zueinander. Zunächst werden die Hauptlager vorgeschliffen, danach unterstützen mehrere Lünetten die Kurbelwellen an den Hauptlagern. Dann schleift man die Hublager (Bild 4). Abschließend werden die Hauptlager erneut gemessen und fertig geschliffen. Zum automatischen Ablauf gehört auch das Nachschleifen der Wellenzapfen für den Sitz der Gehäusedichtungen. Für das Vermessen einer typischen Sechszylinder-Kurbelwelle benötigt man ca. 10 Min., für das Nachschleifen ca. 4 Min. Die hohe Qualität der nachgearbeiteten Kurbelwellen kann durch Messungen auf einer separaten Messmaschine belegt werden.
– mav 205
Teilen:




















{kind=link}