
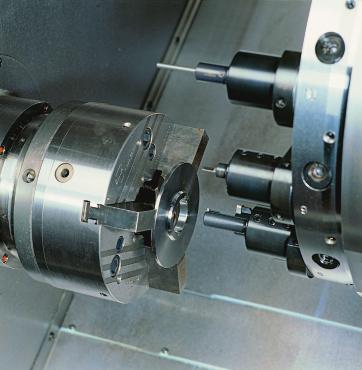

Horn-Werkzeuge öffnen den Weg zur Komplettbearbeitung in einer Aufspannung auf CNC-Dreh und Fräsmaschinen sowie auf Bearbeitungszentren.
Autor: Matthias Oettle, Paul Horn GmbH
Bei Drehteilen kleiner und mittlerer Losgrößen sowie bei Musterteilen erfordert das Herstellen von Passfeder-, Scheibenfeder- und Mitnahmenuten sowie von Keilwellennaben mit geraden Flanken zusätzliche Arbeitsgänge durch Räumen, Stoßen oder Schneiderodieren. Der damit verbundene Maschinenwechsel mit seinen Auswirkungen auf die Rüstzeiten, Transportwege, Terminplanungen und die Bearbeitungsgenauigkeit beeinflusst die Kalkulation in einem nicht unerheblichen Maße. Eine äußerst wirtschaftliche Alternative auf dem Weg zur Komplettbearbeitung eröffnet dagegen das Nutstoßen der Halbfabrikate auf Dreh- und Fräsmaschinen.
Praktische Erfahrungen effektiv umgesetzt
Die ersten Schritte bei der Herstellung von komplexen und deshalb meist kostenintensiven Werkstücken oder Halbzeugen erfolgen in der Regel auf Drehmaschinen. Beispielhaft dafür ist das Vor- oder Fertigdrehen eines Scheibenfräsers, in dessen Bohrung je nach Anwen-dung eine oder mehrere Längsnuten einzubringen sind. Bei der Vielzahl der Nutformen und -größen ist es insbesondere bei kleinen Losgrößen unwirtschaftlich, für diesen Arbeitsgang verfahrensgebundene Werkzeuge und Maschinen zu beschaffen, deshalb werden diese Aufgaben mehrheitlich an Fremdfirmen vergeben, die über die geeigneten Räum- oder Stoßmaschinen verfügen. Unter besonderer Berücksichtigung dieser Arbeitsteilung, der zunehmenden Variantenvielfalt und der kleiner werdenden Stückzahlen hat Horn das be-währte Programm an geführten Werkzeugsystemen für das Nutstoßen weiterentwickelt und den Einsatzbedingungen auf modernen CNC-Maschinen angepasst. Die ab Lager lieferbaren Klemmhalter und Schneidplatten dieser Systeme bieten eine einfache und kostengünstige Alternative, die sich auf nahezu jeder CNC-Maschine realisieren lässt.
Keine speziellen Anforderungen an die Drehmaschine
Nuten nach DIN 138 oder 6885 lassen sich mit Standardwerkzeugen auf nahezu jeder CNC-Drehmaschine stoßen. Dabei ist die Belastung des gesamten Werkzeugsystems geringer als vermutet. Antriebe und Führungen moderner CNC-Maschinen sind auf schnelle Achsbewegungen und Richtungswechsel ausgelegt, so dass auch beim Nutstoßen keine höhere Belastung des Gesamtsystems auftritt als beispielsweise beim Gewindeschneiden. Lediglich bei besonderen Anforderungen an die Passung oder die Nutbreite sollte die Drehmaschine über eine programmierbare Y-Achse verfügen, damit die Nut in mehreren Zustellungen hergestellt werden kann. Sind mehrere Nuten mit exakter Teilung in eine Nabe einzubringen, so ist eine programmierbare C-Achse von Vorteil.
Standardwerkzeuge für breite Anwendungen
Das Standardprogramm „Nutstoßen“ von Horn kann nicht alle bewährten Arbeitsmethoden ersetzen. Es bietet jedoch in vielen Fällen hervorragende Ansatzpunkte, um Zeiten und Kosten drastisch zu senken. Zum Herstellen von Passfedernuten nach DIN 138 und DIN 6885 sind die drei Schneidplatten Typ N 105, N 110 und S 117 jeweils für die Toleranzfelder C11, P9 und JS9 lieferbar. Sie unterscheiden sich in Form, Breite und teilweise in der Arbeitslänge. Die Standardwerkzeuge erlauben das Stoßen von Nuten bis 12 mm Breite ohne seitliches versetzen. Bemerkenswert ist die hochgenaue und robuste Verbindung von Schneid-platte und Klemmhalter. Sie resultiert im Wesentlichen aus den beiden Anlageflächen an den Flanken der Schneidplatte. Diese finden im Klemmhalter ihr exaktes Gegenprofil, sodass allein der Schnittdruck für eine sichere Verbindung sorgt. Die zu den Schneidplatten passenden Klemmhalter werden standardmäßig mit einem Schaftdurchmesser von 20, 25 und 32 mm geliefert. Ihre Rundschäfte verfügen über vier Spannflächen. Dadurch lassen sich die Stoßwerkzeuge unabhängig von der Achslage der Maschine einsetzen. Wahlweise sind die Klemmhalter auch mit Schäften oder Aufnahmen nach VDI, Capto oder HSK lieferbar.
Für Nuten bis 4 mm Breite und beliebiger Tiefe kommt das Werkzeugsystem SB 105 zum Einsatz. Die zulässige Einfahrlänge beträgt bei Nuten unter 4 mm Breite 12 mm, bei breite-ren Nuten ist die Einfahrlänge werkzeugbedingt auf 15 mm begrenzt. Die Breite „w“ sowie die Eckenradien „r“ der Schneidplatten entsprechen den jeweiligen Normen zur Nutgestaltung. Für größere Einfahrlängen ist das System 110 ausgelegt. Es erlaubt bei Nabendurchmessern ab 9 mm und Schneidplatten mit 4 oder 5 mm Breite Einfahrlängen von 25 oder 40 mm. Bei Nutbreiten ab 5 mm empfiehlt sich das Werkzeugsystem S117. Es ist je nach Halterausführung für Einfahrlängen von 40 bis 75 mm bei Schneidplatten mit Breiten von 5 mm bis 12 mm ausgelegt. Breitere Nuten lassen sich durch Verfahren der Y-Achse herstellen. Die erforderlichen Schneidplatten sind mit unterschiedlichen Eckenradien für Stechtiefen bis 8,5 mm ebenfalls lagerhaltig lieferbar.
Praxis-Schnittwerte
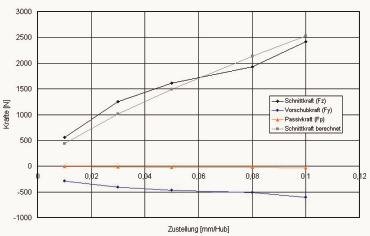
In zahlreichen Versuchen und praktischen Anwendungen wurden die Schnittwerte für das Nutstoßen auf Drehmaschinen ermittelt. Dabei war ein direkter Zusammenhang zwischen der Schnittgeschwindigkeit und dem Vorschub erkennbar und damit ein lineares Verhalten von Zustellung/Hub und Vorschub. Das bedeutet, je höher die Zugfestigkeit des zu zerspanenden Werkstoffs ist, desto niedriger sind der Vorschub und die Zustellung/Hub zu wählen. Bei einem Vergütungsstahl 1.7225 (42CrMo4) mit einer Zugfestigkeit von 1 000 N/mm² liegt der Einstiegswert der Zustellung bei 0,035 mm/Hub und der Vorschub bei 3 500 mm/min. Bei einem Automatenstahl 1.0178 (9SMnPb28) kann der Stoßvorgang dagegen mit einer Zu-stellung von 0,08 mm/Hub und einem Vorschub von 8 000 mm/min begonnen werden. Bild 2 zeigt den empirisch ermittelten Verlauf der Schnittkraft während eines Hubes beim Stoßen eines Werkstoffes 1.2767 mit 850 N/mm² Zugfestigkeit. Die relativ niedrigen Schnitt- und Passivkräfte beim Stoßen werden sicher viele Praktiker überraschen. Die Schnittkräfte können jedoch nicht nur gemessen, sondern auch nach der Formel Fc = w*zh(1-mc)*Kc1.1*KSW*Ks näherungsweise berechnetet werden. Dabei bedeuten: Fc Schnittkraft in N, w = Nutbreite in mm, zh Zustellung pro Hub, mc Anstiegsexponent, Kc1.1 Spezifische Schnittkraft, Ksw und Ks Korrekturfaktoren für Spanwinkelvarianten und Verfahren. Die rechnerischen Ergebnisse der Schnittkraftbestimmung decken sich mit den empirischen Werten wie in Abbildung 3 dargestellt.
Nutstoßen auch auf Fräsmaschinen und Bearbeitungszentren
Werden kleine oder mittlere Losgrößen auf Fräsmaschinen oder Bearbeitungszentren gefertigt, gilt es ebenfalls eine wirtschaftliche Lösung für das Herstellen von Längsnuten zu finden. Betrachtet man die verhältnismäßig geringen Zerspankräfte und deren Verlauf, sowie die Bearbeitungslage beim Nutstoßen auf der Drehmaschine, wird deutlich, dass dieses Bearbeitungsverfahren auch für Fräsmaschinen und Bearbeitungszentren geeignet ist. Wird der Grundhalter in der Frässpindel eingebaut, muss sichergestellt sein, dass die Spindel sich nicht drehen kann. Dies kann z.B. über Drehzahl n= 0 1/min, oder eine Spindelbremse erreicht werden. Eventuell gewendelte Nuten, oder Nuten mit definierter Steigung, sollten wie auch auf der Drehmaschine durch drehen der C-Achse während des Stoßvorganges, hergestellt werden.
Empfehlungen zum erfolgreichen Nutstoßen
Um Nuten maßgenau stoßen zu können, empfiehlt sich ein Auslauf oder ein Freistich. Beim Rückhub sollte sich das Werkzeug mindestens 0,7 mm, besser noch als Ganzes aus der Nut abheben. Besonders wichtig für den kollisionsfreien Hub ist die korrekte Einstellung des Werkzeugs. Um einen kollisionsfreien Ersthub zu gewährleisten, muss beispielsweise das Werkzeug bei einem Nabenradius von 15 mm und unter Berücksichtigung eines Sicherheitszuschlags von 0,2 mm an den Eckenradien der Schneidplatte in der X-Achse auf 13,95 mm eingestellt werden.
Für einen störungsfreien Arbeitsablauf ist die Kühlmittelzufuhr zur Zerspanstelle von entscheidender Bedeutung. Ausreichende Mengen von Emulsion oder Öl fördern nicht nur die Späne aus der Bohrung, sondern wirken sich durch den Schmiereffekt auch positiv auf die Oberfläche der Nut und die Standzeit der Werkzeuge aus. Diese Sicherheit wird noch erhöht, wenn die Nut „über Kopf“ gestoßen wird und die Schwerkraft das Entfernen der Späne unterstützt.
Mit den Werkzeugsystemen der Firma Paul Horn GmbH lassen sich Nuten auf CNC-Ma-schinen äußerst wirtschaftlich und bei Beachtung der Praxistipps auch störungsfrei und qualitativ hochwertig herstellen. Trotz des breiten Angebots an Standardwerkzeugen ergeben sich aber immer wieder Aufgaben, die im Rahmen der Komplettbearbeitung oder bei schwer zerspanbaren Werkstoffen besondere Maßnahmen erfordern. In solchen Fällen stellen wir unser umfangreiches Know-how zur Verfügung, um auch für diese Aufgaben eine wirtschaftliche Lösung zu finden.
Paul Horn GmbH Tel. 07071/70040, Fax 07071/72893 www.phorn.de
Teilen:




















{kind=link}