
Moderne Zerspanungswerkzeuge sind durch eine optimale Kombination der Komponenten Schneidstoff, Makro- und Mikrogeometrie und gegebenenfalls einer Beschichtung gekennzeichnet. Im Bereich Makrogeometrie haben sich auf Basis moderner Berechnungsmöglichkeiten (FEM) sehr komplexe Formen, insbesondere bei der Gestaltung der Geometrie der Spanfläche, durchgesetzt. Dies wirkt sich auf die Spanformung und Spanleitung aus, was nicht nur die Standzeit verbessert und gesteigerte Prozessparameter zulässt, sondern insbesondere auch die Prozesssicherheit nachhaltig beeinflusst.
Beim Einsatz von Hartmetall als Schneidstoff bieten sich in der Kombination von Sinter- und Schleiftechnologien vielfältige Gestaltungsmöglichkeiten. Auf Grund der stetigen Weiterentwicklung der zu zerspanenden Materialien kommen jedoch zunehmend hochharte Schneidstoffe zum Einsatz. Insbesondere die Schneidkeramik ist hier auf Grund ihres optimalen Preis-Leistungsverhältnisses und ihrer gut verfügbaren Basiswerkstoffe von großer Bedeutung. Bezüglich der Möglichkeiten ihrer Formgestaltung durch Sintern und Schleifen sind hier jedoch große Restriktionen zu erkennen. Die fertigungsbedingten Einschränkungen führen dazu, dass in der Praxis bislang nur relativ „einfache“ Geometrien im Vergleich zum Hartmetall auf dem Markt verfügbar sind.
Werkzeug- und Technologieentwicklung
Ziel entsprechender Forschungs- und Entwicklungsaufgaben in der GFE Schmalkalden e.V. war es, neuartige Werkzeuge mit komplexen Spanleitgeometrien aus keramischen Schneidstoffen zu entwickeln, diese mittels des Laserabtragens als Prototypen herzustellen und deren Funktionsfähigkeit in Zerspanversuchen an unterschiedlichsten Werkstoffen umfassend zu testen.
Mit modernen Methodiken des Werkzeugdesigns (FEM-Analyse/Zerspansimulation) wurden zunächst die dafür notwendigen komplexen Spanleitgeometrien entwickelt, die auf repräsentative Anwendungen in der industriellen Praxis zugeschnitten sind (z. B. Bearbeitung von Guss oder gehärtetem Stahl). Zur Herstellung dieser Werkzeuge war es erforderlich, entsprechende Bearbeitungstechnologien zu entwickeln. Es wurden daher Laserbearbeitungstechnologien für die wichtigsten Klassen von Schneidkeramiken (Siliziumnitrid Si3N4, Mischkeramiken, Silizium-, Aluminium-, Nitrid /
SiAlON und whiskerverstärkte Keramiken) erarbeitet. Die Werkzeugentwicklungen wurden anhand von CAD-Modellen durchgeführt. Dabei wurden Werkzeuge mit verschiedenen Spanleitgeometrien konstruktiv erarbeitet, durch die FEM-Zerspansimulation theoretisch und im Anschluss das Einsatzverhalten in Zerspanungstests praktisch untersucht.
Ergebnisse
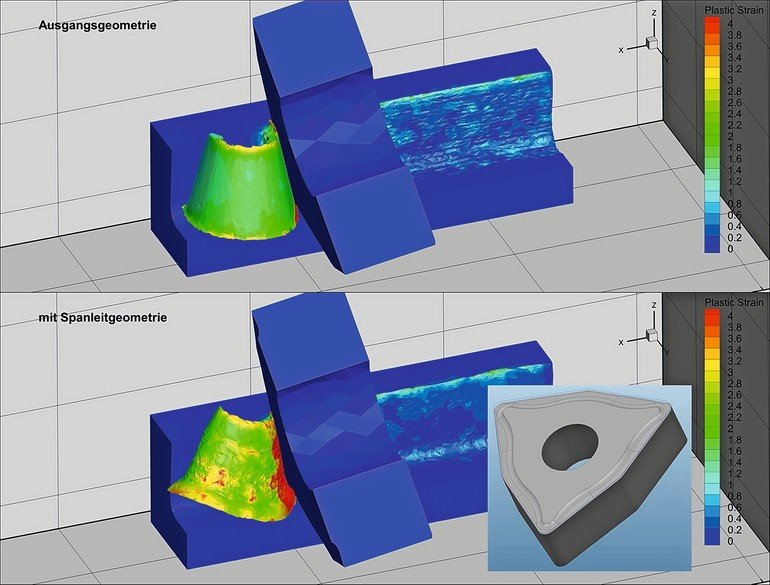
In Bild 1 ist das Ergebnis einer Zerspansimulation für einen Gusswerkstoff (EN-GJS-500) mit einer Keramikwendeschneidplatte ohne und mit Spanleitstufe beispielhaft dargestellt. Durch die Simulation ist es möglich, eine Vielzahl von verschiedenen Spanleitgeometrievarianten theoretisch zu untersuchen und so eine Vorauswahl für die realen Zerspantests durchführen zu können. Besonderes Augenmerk liegt dabei auf der Betrachtung der Spanform, Spanverformung, Prozesskräfte und Temperaturverteilung im Zerspanprozess (Werkzeug und Werkstück).
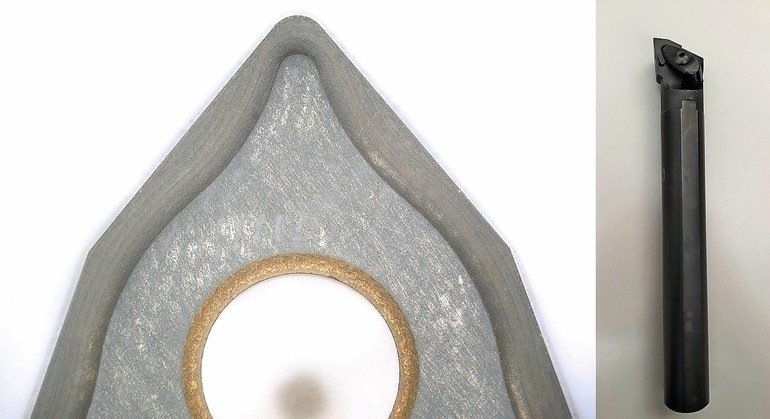
Zur Herstellung der Spanleitgeometrien wurde anschließend die in der GFE Schmalkalden e.V. vorhandene Laserbearbeitungstechnik (Lasertec 20 PrecisionTool) eingesetzt. Das Prinzip der Materialbearbeitung mittels Laser beruht hier auf der Einbringung von Energie in den Werkstoff bis er soweit erhitzt ist, dass er verdampft. Über Laserparameter wie Laserleistung [%], Laserpulsabstand [µm], Basis-Laserfrequenz [Hz], Schichtabstand [µm], Spurabstand [µm] wurden die Bearbeitungstechnologien an den jeweils zu bearbeitenden Werkstoff angepasst. In Bild 2 ist eine SiAlON-Wendeschneidplatte mit gelaserter Spanleitgeometrie beispielhaft dargestellt.
Mit den so hergestellten Werkzeugen wurden umfangreiche Zerspantests zur Bohrungsbearbeitung (Aufbohren) im Versuchsfeld der GFE Schmalkalden e.V. durchgeführt. Bei der Bearbeitung von EN-GJS-500 konnten gegenüber den Ausgangs-/Referenzwerten einer Industrieanwendung deutlich gesteigerte Zerspanungsparameter erreicht werden. Durch die neue Spanraumgeometrie konnte eine wesentlich stärkere Verformung des Spans erreicht werden. Dadurch kommt es zu einem verbesserten Spanbruch und kleineren Spänen (Bild 3). Somit konnten die Ergebnisse aus der Zerspansimulation bestätigt werden, welche eine größere Verformung des Spans durch die Spanleitgeometrie zeigten. Des Weiteren wurde durch die Simulation deutlich, dass weniger Spannungen in die Werkstückoberfläche eingebracht wurden.
Fazit
Die Zerspanergebnisse mit den wie beschrieben entwickelten Werkzeuglösungen zeigen eine deutliche Verbesserung bei der Spanbildung. Der „erzwungene“ Spanbruch gewährleistet gleichzeitig eine verbesserte Spanabfuhr und somit eine deutlich verbesserte Werkstückoberfläche. Durch die Möglichkeit, Spanleitstufen in keramische Schneidstoffe mittels Laser einzubringen, wurde das Einsatzspektrum keramischer Werkzeuge deutlich vergrößert. Durch die Entwicklung der Spanraumgeometrien in keramischen Schneidstoffen, der dafür notwendigen Laserbearbeitungstechnologien und dem Nachweis der Funktionsfähigkeit solcher Werkzeuglösungen, wurde die Voraussetzung für die Überführung der Projektergebnisse in die Anwendungsfelder von Werkzeuganwendern und -herstellern geschaffen.
Die Laserbearbeitung zeigte sich als äußerst flexibel bei der Herstellung der verschiedensten Spanraumgeometrien, da sie nahezu keine Einschränkungen bei der geometrischen Formgebung der Spanleitgeometrie aufweist. Insbesondere im Bereich von prototypischen Werkzeugen bzw. sehr kleinen Stückzahlen zeigt die Laserbearbeitung Vorteile gegenüber den klassischen Herstellungsverfahren wie Schleifen und Sintern. So ist es möglich, in einem vergleichsweise sehr kurzen Zeitraum aus einem CAD-Modell reale Werkzeuge herzustellen. Die Zerspanungsuntersuchungen haben gezeigt, dass durch die Spanraumgeometrien deutliche Steigerungen der Zerspanparameter von bis zu 60 % möglich sind. Auch für hier nicht untersuchte Werkstoffe und Schneidstoffe sind solche Steigerungsraten durchaus denkbar.
GFE – Gesellschaft für Fertigungstechnik und
Entwicklung Schmalkalden e.V.
www.gfe-net.de
Die Autoren
Andreas Schulte, Stefan Marr und
Dr.-Ing. Reiner Schwäblein, GFE – Gesellschaft für Fertigungstechnik und Entwicklung Schmalkalden e.V.
Zukunftsideen in Serie
Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in einer exklusiven Serie in der mav.




















{kind=link}