




Bei einem Jahresumsatz von 44 Milliarden Euro, beschäftigt die Continental AG mehr als 238 000 Mitarbeiter in 61 Ländern. Ein Standort liegt am Fuße des Riesengebirges nahe der tschechischen Kleinstadt Trutnov. Gegründet von Infineon, später erweitert durch Siemens, gehört das Werk Trutnov seit 2008 zu Continental, die hier mit den Geschäftsbereichen Engine Systems und Sensors & Actuators vertreten ist. Rund 1200 Mitarbeiter fertigen in dem Komplex mit fast 25 000 Quadratmetern Nutzfläche unter anderem Komponenten für die Abgasrückführung, Hochdruckpumpen und -sensoren sowie Aktuatoren, Turbosysteme und Common-Rail-Systeme.
Das Herzstück ist der Zylinder
Das Herzstück jeden Common-Rail-Systems ist der Zylinder. Frank Todt, bei Continental für diesen Bereich der verantwortliche Planungstechnologe, erklärt: „Hier wird der Diesel verdichtet und der Druckspeicher, sprich Rail ,aufgepumpt‘. Aus dem Rail bedient sich anschließend der Injektor, dem so relativ gleichmäßige Druckverhältnisse von bis zu 2500 Bar ohne ungünstige Druckspitzen zur Verfügung gestellt werden. Je höher der erreichte Druck, desto feiner kann man zerstäuben und desto sauberer ist die Verbrennung.“ Angesichts der derzeit geführten Diskussion um die Umweltverträglichkeit von Diesel-Motoren ein mehr als aktuelles Thema.
Von den Zylindern, als geschmiedete Rohlinge (Werkstoff 16MnCr5 vergütet auf 600 HV oder 64 HRC) angeliefert, werden derzeit in Trutnov drei verschiedene Varianten gefertigt. Produziert wird dabei rund um die Uhr und das sieben Tage die Woche. Dazu Frank Todt, der vom Werk Limbach aus die Zylinderfertigung in Trutnov betreut und für das Projekt maßgeblich verantwortlich ist: „Früher wurden die Zylinder als einbaufertiges Zukaufteil zugeliefert und ganz klassisch erst auf einer Rundtaktmaschine vorbearbeitet und anschließend auf hochwertigen Rundschleifmaschinen fertig bearbeitet. Als man sich bei Continental dazu entschloss, die Fertigung künftig in eigener Regie durchzuführen, stand als eine der ersten Aufgaben die Wahl des richtigen Maschinenkonzepts an.“ Wobei man damals technologisch in erster Linie an klassische Schleifmaschinen dachte und bei Index nur deshalb angefragt hat, weil ein Continental-Zulieferer mit den vertikalen Index Dreh-/Schleifzentren V160C gute Erfahrungen gemacht hatte.
Helmut Anders, als Prozesstechnologe für die Zylinderfertigung im Werk Trutnov zuständig, erinnert sich: „Die ursprüngliche Frage war, schaffen wir mit einer Drehmaschine überhaupt die Genauigkeiten wie mit einer Hochleistungs-Schleifmaschine. Wir waren anfänglich sehr skeptisch, aber schon die ersten Ergebnisse haben uns überzeugt.“
Präzision und Langzeitgenauigkeit
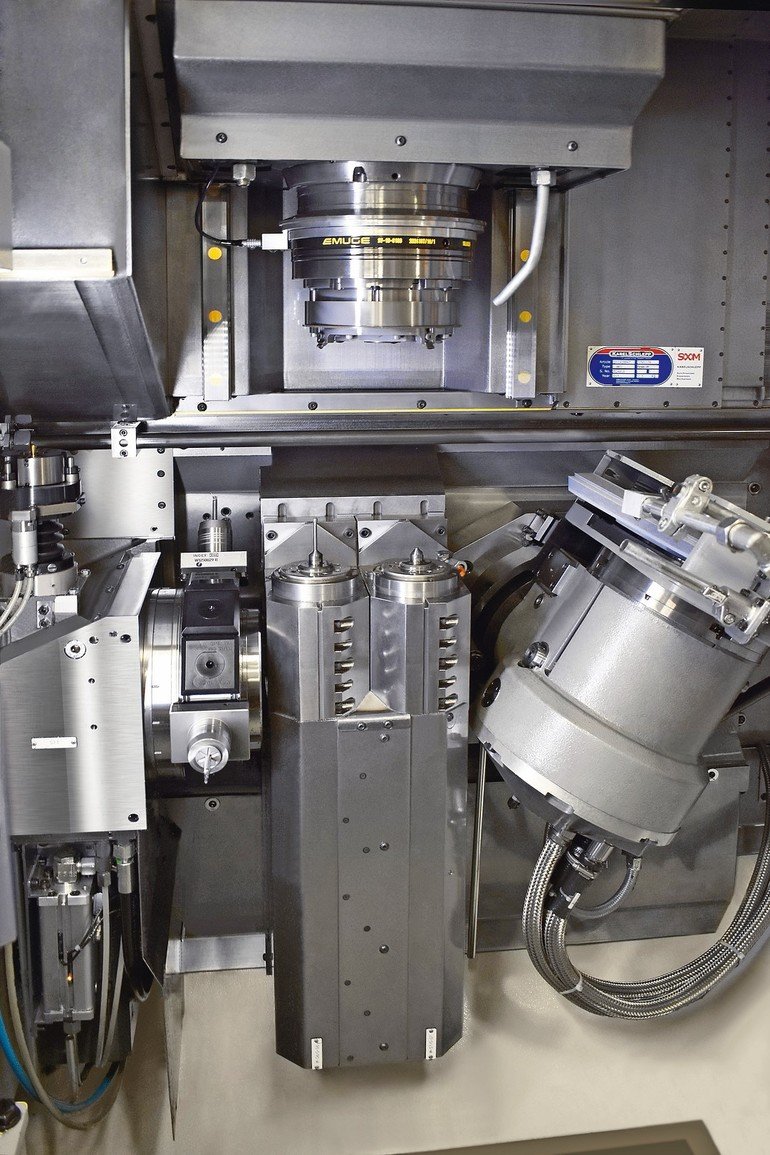
Der Maschinenaufbau der V160C ist auf die Belastungen einer Drehbearbeitung ausgelegt. Hier treten deutlich größere Kräfte auf, als beim Schleifen. Im Grunde genommen ist die V160C in Sachen Steifigkeit und Stabilität für Schleifaufgaben überdimensioniert, aber dies führt natürlich im Umfeld Präzision und Langzeitgenauigkeit zu sehr guten Ergebnissen.
Heute stehen in der Zylinderfertigung in Trutnov 13 Index-Vertikaldrehmaschinen V160C in Reih und Glied. Jede von ihnen ist je nach konkreter Aufgabenstellung aus einem praxisnahen Systembaukasten kundenspezifisch an das jeweilige Anforderungsprofil optimal angepasst.
Rainer Stoll, zuständiger Index-Gebietsverkaufsleiter, erläutert: „Die V160C beruht auf einem Baukasten, aus dem man sich bei geänderten Anforderungen auch später noch eine passende Lösung konfigurieren kann. Es ist meist so, dass erst im Verlauf der Kundengespräche die letztendliche Maschinenkonfiguration gefunden wird. Wir haben am Anfang die Grundmaschine und entscheiden dann in der Diskussion – brauche ich einen Revolver, eine Außenschleifspindel oder auch zwei Innenschleifspindeln. Wenn sich im weiteren Verlauf die Anforderungen ändern, kann die Konfiguration ohne zu großen Aufwand um- respektive nachgerüstet werden.“
Hartdrehen verkürzt die Prozesszeit
Die grundsätzlichen Pluspunkte der V160C beschreibt Stoll so: „Durch die Verfahrenskombination Drehen/Schleifen kann der Anwender immer auf die jeweilig günstigere Technologie zurückgreifen. Schon damit heben wir uns von der klassischen Schleifmaschine ab. Zudem ergeben sich durch das Hartdrehen natürlich auch und vor allem hinsichtlich der Prozesszeit deutliche Vorteile.“ Frank Todt präzisiert: „Wir haben beispielsweise bei Bohrungen, die anschließend noch gehont werden, das zeitintensivere Schleifen fast gänzlich eliminiert und setzen hier vorwiegend auf das deutlich schnellere Hartdrehen. Grundsätzlich lässt sich sogar sagen, dass fast alle Innenbearbeitungen heute hartgedreht werden. Damit reduzieren sich aber nicht nur die Bearbeitungszeiten, sondern wir können auch mit einer definierten Oberflächenrauigkeit optimale Voraussetzungen für das nachfolgende Honen schaffen.“ Zudem können auch, anders als beim Schleifen, nicht für die Funktion nötige Flächen bearbeitet werden, die später in der automatischen Montage die Prozesssicherheit erhöhen.
Inzwischen werden in Trutnov drei verschiedene Varianten (Projekte) produziert, wobei pro Spannung Taktzeiten von 60 Sekunden erreicht werden.
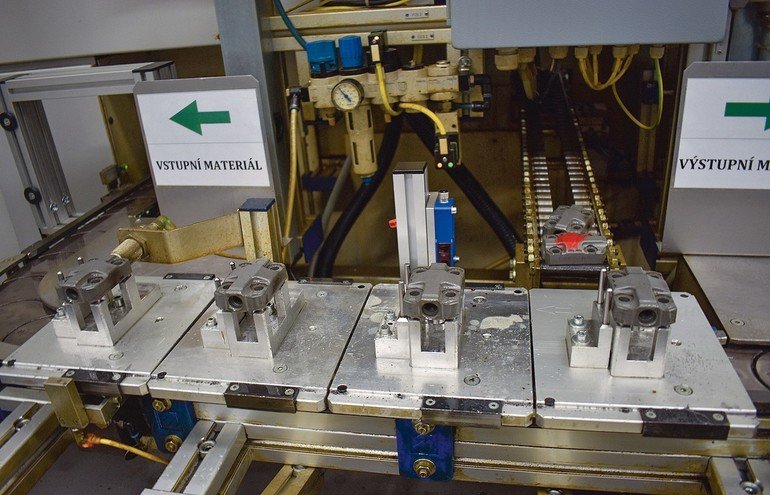
Helmut Anders: „Die einzelnen Maschinen sind nicht miteinander verkettet, da ein übergreifend automatisiertes System unserer Einschätzung nach zu störanfällig ist. Durch das Umlaufband und die Pick-up-Spindel reicht beim Zylinder ein Mitarbeiter aus, um bei drei Maschinen die Teilezuführung und -entnahme sicherzustellen. Dazu kommt pro Schicht noch ein Einrichter, der die Maschinen überwacht, Werkzeuge wechselt und die Teile zu den Messeinrichtungen bringt.“
Frank Todt: „Das Rohteil wird in einer definierten Lage eingelegt, so dass mit absoluter Sicherheit erkannt werden kann, ob es ein Rohteil oder ein bearbeitetes Teil ist. Bei dem mittleren Zylinder erreichen wir bei der OP 10, sprich innen Hartdrehen inklusive Messen und außen Schleifen, eine Maschinenlaufzeit von 60 Sekunden. Da wir diese Operation auf sechs Maschinen gleichzeitig abbilden, kommen wir auf eine Systemtaktzeit von 10 Sekunden. Hierbei wird unter anderem die Innenbohrung mit einer Länge von zirka 40 Millimeter hartgedreht. Der dabei zulässige Rundheitsfehler beträgt 0,003 Millimeter bei einer Geradheit von 0,004 Millimeter auf der gesamten Länge der Bohrung. Kernaufgabe der zweiten Bearbeitung OP 20 ist die exzentrische Bearbeitung des Dichtsitzes mit einer Innenschleifspindel mit 120 000 min-1. Die Aufgabenstellung heißt hier, den Dichtsitz mit einem maximalen Rundheitsfehler von 0,001 bei einer maximal zulässigen Rauheit von Pt1 prozesssicher herzustellen. Mit dem dabei angewandten Prozessmix aus Hartdrehen, In-Prozess-messen und anschließendem Schleifen des Dichtsitzes gewährleisten wir, dass alle Zeichnungsforderungen sicher eingehalten werden.“ „Sicher eingehalten“ ist dabei wörtlich zu nehmen: Bei den geforderten Prozessfähigkeitsindizes Cp von 2 und einem Cmk-Wert von 1,67 liegt die Anzahl der zu erwartenden Fehler je einer Million Teile bei Null. Todt: „Die funktionsrelevanten Maße bei dem Zylinder sind als ,safety‘ gekennzeichnet, das meint Gefahr für Leib und Leben, und da können nun einmal keine Kompromisse gemacht werden.“
Intelligentes Baukastensystem
Zu den Maschinen: Alle V160C sind, einmal abgesehen von den bauteilbezogenen Vorgaben beim Innenschleifen, Messen und der Werkstückzuführung, reine Standardmaschinen, die durch ein intelligentes Baukastensystem zu kundenspezifischen Multifunktionalmaschinen hochgerüstet werden können. So stehen neben dem angetriebenen Werkzeugrevolver VDI30 mit W-Verzahnung eine Außenschleifspindel mit 6000 min-1 bei einem maximalen Durchmesser von 400 mm sowie bis zu zwei Innenschleifspindeln, die in den Arbeitsraum eingebaut werden können, mit (standardmäßig) bis zu 105 000 min-1 zur Auswahl. Wenn, wie bei Continental, dies nicht ausreicht, kann auch eine Hochleistungsspindel mit 120 000 min-1 angebaut werden. In Trutnov sind zudem an jeder Index V160C für die Inprozessmessung noch ein werkstückspezifischer Messtaster eingebaut. Für externe Messaufgaben stehen zudem Messstationen von Marposs und Lehnert zur Verfügung.
Noch ein Feature möchte Frank Todt nicht unerwähnt lassen – die Option Virtuelle Maschine: „Wir nutzen die Virtuelle Maschine bei Bauteiländerungen und Programmoptimierungen, wobei ich die dann meist in unserem Werk in Limbach am PC erstelle und überprüfe und das Programm dann nach Trutnov überspiele.“
Index-Werke GmbH & Co. KG
www.index-werke.de/schleifen
Hier finden Sie mehr über:




















{kind=link}