
mav: Die Beschichtung Tigertec Gold gibt es bei Walter im Bereich Fräsen schon seit 2017. Jetzt gibt es auch fürs Drehen eine Tigertec Gold-Variante. Wodurch unterscheiden sich die beiden Varianten?
Kußmaul: Mit Tigertec Gold werden aktuell die leistungsstärksten Premium Schneidstoffe bei Walter bezeichnet und das völlig unabhängig davon für welche Bearbeitungsart die Werkzeuge eingesetzt werden. Die ‧Tigertec Gold-Familie zum Drehen ist eine komplette Neuentwicklung und hat mit den Fräswerkzeugen nur gemeinsam, dass sie eben die leistungsstärksten Werkzeuge aus dem Hause Walter sind.
Drobniewski: Mittlerweile bieten wir unter dem Namen Tigertec Gold drei unterschiedliche Beschichtungstechnologien an. Die ULP-Technologie ist eine völlig neu entwickelte Niederdruck (Ultra Low Pressure)-Variante des CVD-Verfahrens. Zudem gibt es noch eine Physical Vapour Deposition (PVD)-Variante und nun eben auch eine CVD-Beschichtung zum Drehen.
Kußmaul: Vom Grundsatz her wollen wir alle sechs bis sieben Jahre eine neue Produktfamilie an den Start bringen. Die technologischen Plattformen beinhalten dann immer die jeweils aktuelle Beschichtungstechnologie kombiniert mit einem optimierten Nachbearbeitungsverfahren und eben einer bestimmten Indikatorschicht – Aktuell ist das Gold.
Aufbauend auf dieser Plattform werden dann einzelne Schneidstoff-Sorten entwickelt. Mit der aktuellen CVD-Beschichtung wird es so in Zukunft auch vier oder fünf Sorten zum Stahldrehen, zwei oder drei Sorten zum Gussdrehen und noch weitere spezielle Sorten geben. So ersetzt dann Tigertec Gold Sorte für Sorte die vorangegangene Tigertec Silver-Familie.
mav: Was zeichnet die neue Werkzeug-‧Familie neben der neuen Farbe noch aus?
Kußmaul: Ganz konkret bietet die neue Sorte eine um 50 Prozent höhere Standzeit als die Tigertec Silver-Werkzeuge. Dafür haben wir den Freiflächenverschleiß, die Kolkbeständigkeit und die Zähigkeit deutlich verbessert.
mav: Und was zeichnet die neue CVD-‧Beschichtung aus?
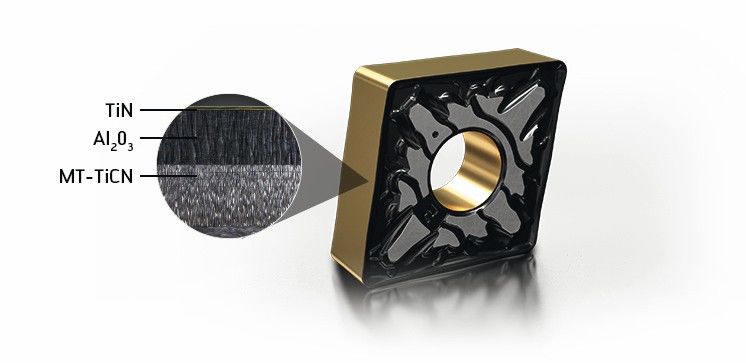
Drobniewski: Die Beschichtung ist eine klassische CVD-Beschichtung bestehend aus Titancarbonitrid (TiCN) und Aluminiumoxid (Al2O3). Eine Besonderheit ist nun, dass neben dem Al2O3 jetzt auch das TiCN hochtexturiert ist. Das bedeutet, dass die Aluminiumoxid- und die Titancarbonitridkristalle in ihrer jeweiligen Gitterstruktur alle in die gleiche Richtung ausgerichtet sind. Mit dieser stark ausgeprägten säulenartigen (kolumnaren) Struktur hat sich sowohl die Freiflächen- als auch die Kolkverschleißfestigkeit deutlich erhöht.
Zusätzlich haben wir erstmal das TiCN mehrlagig aufgebaut. Dazu haben wir in das letzte Drittel des Titancarbonitrids drei Unterbrechungen eingebaut und so einen mehrlagigen Aufbau realisiert. Aufgrund dieser einzigartigen Eigenschaft können wir nun einen gewissen Dämpfungseffekt beobachten. Schlussendlich hat sich dadurch die Widerstandskraft gegen Risse und das Zähigkeitsverhalten verbessert. Zudem wird mit Hilfe des mehrschichtigen Aufbaus auch das Eigenspannungsverhalten verbessert. Diesen neuartigen TiCN-Aufbau haben wir deshalb auch zum Patent angemeldet.
Zusammengefasst haben wir durch die Texturierung die Verschleißfestigkeit und durch den mehrlagigen Aufbau des Titancarbonitrids die Zähigkeit wesentlich verbessert.
mav: Was hat sich bei der Nachbearbeitung verändert?
Drobniewski: Die Nachbehandlung erfolgt bei den Tigertec Gold-Familien in mehreren Stufen. Als erstes werden die Auflageflächen der Platten geschliffen. Dadurch sitzen die Platten später extrem satt und sicher in ihrem Plattensitz, was geringere Vibrationen bei der Bearbeitung zur Folge hat. Im zweiten Schritt werden die Platten einer ersten Strahlbehandlung mit hohem Druck unterzogen. Dadurch werden in die Beschichtung und die Randzone des Hartmetallsubstrats Druck-Eigenspannungen eingebracht. So wird das Zähigkeitsverhalten und damit die Rissbeständigkeit nochmals verbessert.
Im letzten Schritt wird dann nochmals gestrahlt. Hier kommt ein abrasiver Nassstrahlprozess zur Bearbeitung der Spanfläche und der Schneidkante zum Einsatz. Bei Walter wird dieser letzte Schritt als auch Tiger-Strahlen bezeichnet. Durch das Tiger-Strahlen wird zum einen das Eigenspannungsverhalten nochmals verbessert und zum anderen das bei der Gussbearbeitung tribologisch ungünstige TiN entfernt. Durch diesen dreistufigen Prozess erhalten die Platten nebenbei auch ihre drei Farben.
mav: Haben Sie denn auch schon Rückmeldungen aus der Praxis?
Kußmaul: Wir haben die Platten in über 130 Kundentest ausgiebig getestet. Dabei lagen die erreichten Standzeiten, im Vergleich zu unseren Tigertec Silver-Werkzeugen, durchschnittlich wie auch schon vorhin beschrieben um rund 50 Prozent höher. Bearbeitet wurde dabei unter anderem auch Werkzeugstahl mit einer Zugfestigkeit von über ‧1000 N/mm2.
mav: Welche Sorten wird es zu Beginn ‧geben?
Kußmaul: Wir starten mit drei Sorten: einer WPP10G, einer WPP20G und einer WPP30G zum Stahldrehen. Die Hauptanwendungen der drei Sorten sind klassisch im Automotivebereich in der Serienproduktion zu finden. Hier geht es dann vor allem um das prozesssichere Bearbeiten von Antriebswellen, Rädern oder Flanschen. Vorrangig sind das Bauteile aus Stahl egal ob nass oder trocken bearbeitet wird. Ein unterbrochener Schnitt stellt für die WPP30G ebenfalls kein Problem dar. Zusätzlich können die Sorten auch bei der Bearbeitung von Sphäroguss (GGG), Grausguss (GG) und bei rostfreien Stählen beim Schruppen eingesetzt werden. Die Sorten kommen mit einundzwanzig Geometrien auf dem Markt. Es stehen auch Spezialgeometrien zur Verfügung z.B für optimierten Spanbruch auf langspanenden, kohlenstoffarme Stählen (MP3) oder speziell für Schnittunterbrechungen (RP7) entwickelte Geometrien .
mav: Würden Sie prinzipiell jedem Tigertec Silver-Kunden raten, auf Tigertec-Gold umzusteigen?
Drobniewski: Ja, ausnahmslos.
Walter AG
www.walter-tools.com
Hier finden Sie mehr über:




















{kind=link}