

Insbesondere im Automobilbereich kommen vermehrt mikrolegierte AFP-Stähle zum Einsatz. Bei diesen Legierungen entfällt eine zusätzliche Wärmebehandlung: Das Einstellen der Festigkeit erfolgt durch eine gesteuerte Abkühlung aus der Schmiedehitze. Zerspanungswerkzeuge, die bei der Bearbeitung von AFP-Stählen zum Einsatz kommen, müssen allerdings an verschiedenen Stellen optimiert und angepasst werden.
Durch die Mikrolegierung der AFP-Stähle (ausscheidungshärtend-ferritisch-perlitisch) können Eigenschaften von Vergütungsstählen erreicht werden – bei geringeren Kosten. Diese Eigenschaften resultieren unter anderem aus geringen Anteilen an Legierungselementen, wie Mangan, Vanadium, Niob oder Titan. Die mikrolegierten Elemente bilden Ausscheidungen in Form von Carbiden und unterstützen die Ausbildung eines feinen Gefüges. Dadurch werden die mechanischen Eigenschaften hinsichtlich Dehn- und Streckgrenze verbessert.
Beispiele solcher Werkstoffe sind 49MnVS3 (1.1199) oder 38MnVS6 (1.5231), die häufig die Stähle C45 und C40 ersetzen. Weitere Werkstoffe sind der 70MnVS4, der statt C70 verwendet wird, beispielsweise für Pleuel in unterschiedlichsten Branchen von Automobil- über Maschinenbau bis hin zu Großmotoren für den Schiffsbau. Weitere typische Bauteile aus mikrolegierten Stählen sind Kurbelwellen für Motoren aller Baugrößen oder Common-Rails für Einspritzsysteme. Durch die Mikrolegierung können das Einsatzspektrum und die Kennwerte geschmiedeter Teile verbessert werden – und dies bei einer gleichzeitig entfallenden Wärmebehandlung.
Herausforderung der Zerspanung
So vorteilhaft der Entfall der zusätzlichen Wärmebehandlung ist, so stellt die Bearbeitung dieser Werkstoffe jedoch auch besondere Herausforderungen an die Zerspanungswerkzeuge. Durch die während der Bearbeitung entstehenden Temperaturen im Bereich der Schneide, kann es zu lokalen Verfestigungen des Materials kommen. Weiterhin erhöhen die Ausscheidungen die Anforderungen an die Werkzeuge hinsichtlich des Verschleißwiderstands. Diese Eigenschaften des Werkstoffes limitieren die erzielbaren Standmengen der Werkzeuge, was eine Anpassung der Werkzeuge notwendig macht. Gühring hat eine Vielzahl an Anpassungsmöglichkeiten untersucht und implementiert, die in Kombination eine wirtschaftliche Bearbeitung von AFP-Stählen ermöglichen.
Makrogeometrie & Schneidkantenpräparation
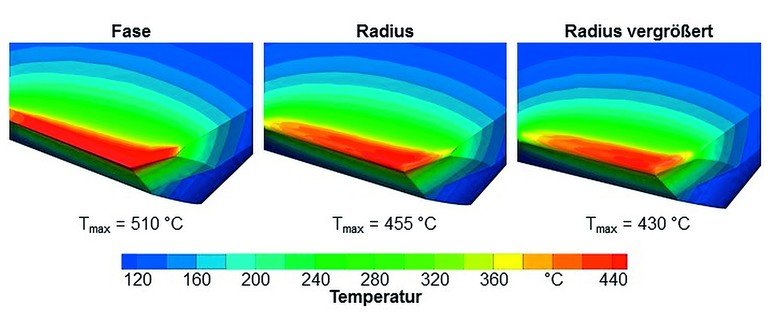
Die Makrogeometrie des Werkzeugs ist auf einen möglichst effizienten Zerspanungsvorgang hin auszulegen, um die Schnittkräfte und die daraus resultierende Wärmeeinbringung zu minimieren. Bei Bohrern betrifft dies unter anderem Form und Lage der Hauptschneiden sowie die Gestaltung der Ausspitzung. Eine weitere wichtige Kenngröße bei der Auslegung von Werkzeugen für mikrolegierte Stähle ist die Schneidkantenpräparation, da diese die Spanbildung sowie die entstehenden Temperaturen in direktem Maße beeinflusst. Gegenüber der für übliche Stahlwerkstoffe eingesetzten Präparation in Form einer abgerundeten Fase wird die Schneidkantenpräparation für mikrolegierte Stähle durch einen Radius vorgenommen.
Durch diese Form wird trotz vergleichbarer Größe die thermische Belastung der Schneiden reduziert, wie durch Zerspanungssimulationen belegt werden konnte. Durch die Veränderung der Fase verringert sich die an der Schneidenecke vorliegende Maximaltemperatur um mehr als 50 °C. Weitere Reduzierungen der thermischen Belastung können durch einen vergrößerten Kantenradius erzielt werden. Versuche zeigen, dass die Standwege durch die geringeren Temperaturen deutlich zunehmen.
Anpassung der Oberflächen
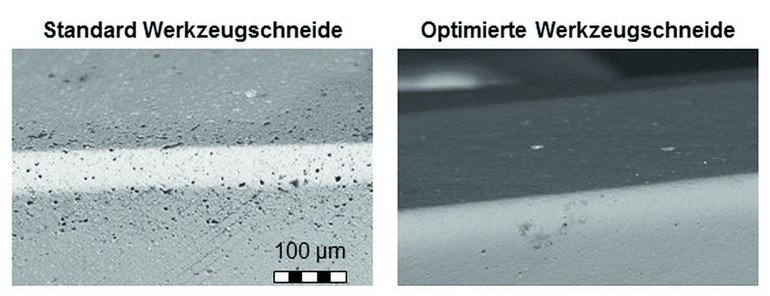
Weiterhin unterstützen die durch den angepassten Präparationsprozess deutlich reduzierten Oberflächenrauigkeiten im Bereich der Schneidkante die Spanbildung und reduzieren die entstehende Reibungswärme. Neben der Schneidkante selbst werden auch die übrigen Oberflächen der Werkzeuge in hoher Güte ausgeführt, um durch reduzierte Reibungskräfte sowie eine verbesserte Spanabfuhr, die Wärmeeinbringung in das Bauteil zu mindern. Insbesondere in den Bereichen des direkten Spanablaufes, wie innerhalb der Ausspitzung, sind glatte Oberflächen für eine bessere Span- und Wärmeabfuhr unabdingbar. Neben entsprechenden Schleifprozessen zählen auch zusätzliche Oberflächenbehandlungsverfahren zu den nötigen Fertigungsschritten, um diese Oberflächengüten zu erzielen.
Durch entsprechende Prozessentwicklungen konnten diese Oberflächenbehandlungen in die Schneidkantenpräparation teilweise integriert bzw. durch diese substituiert werden. Gleichzeitig verbessert die aufwändige Schneidkantenpräparation die Schichthaftung an der Schneide. Die Oberflächenstruktur zusammen mit der geringen Schartigkeit sowie den sanften Übergängen in die Frei- und Spanfläche verhindern mögliche Abplatzungen von PVD-Beschichtungen infolge deren Eigenspannungen. Dies steigert unter anderem die Verschleißbeständigkeit der Beschichtung gegen die durch die Mikrolegierung vorliegenden Carbide.
Höhere chemische Stabilität
Zur weiteren Steigerung der erzielbaren Standmenge sollten bei der Bearbeitung mikrolegierter Stähle angepasste Schichtsysteme, die den geänderten Randbedingungen Rechnung tragen, eingesetzt werden. Ein Beispiel stellt das neue Gühring-Schichtsystem Endurum dar, welches durch einen reduzierten Aluminiumanteil sowie weiteren Änderungen hinsichtlich der Schichtzusammensetzung, eine höhere chemische Stabilität gegenüber bisherigen Schichten für die bisher verwendeten Werkstoffe aufweist. Gleichzeitig verfügt dieses Schichtsystem über eine höhere Härte, um dem gesteigerten Abrasivverschleiß in Folge der Carbide im Gefüge zu begegnen.
Der Trend zum verstärkten Einsatz mikrolegierter Stähle erfordert somit einige Anpassungen der Zerspanwerkzeuge an die neuen, aus den Werkstoffeigenschaften resultierenden Belastungen. Die wichtigsten Merkmale sind hierbei die möglichen auftretenden Verfestigungen der Werkstoffe durch die entstehenden Temperaturen während der Zerspanung als auch der erhöhte Verschleiß aufgrund der im Gefüge vorliegenden Carbide. Diesen Herausforderungen begegnet Gühring mit einer entsprechenden Auslegung der Makro- und Mikrogeometrie sowie optimierten Oberflächengüten der Werkzeuge und angepassten Beschichtungen.
Somit stehen auch für diese Werkstoffe Lösungen zur Verfügung, die eine Zerspanbarkeit auf gewohntem Niveau und damit dem Anwender die Nutzung der Vorteile der neuen Legierungen vollumfänglich ermöglichen. Eine solche Lösung stellt das neue Bohrwerkzeug RT 100 S dar. Der RT 100 S wurde speziell für anspruchsvolle Bearbeitungen in Stahlwerkstoffen entwickelt und konnte seine Fähigkeiten auch in mikrolegierten Stählen unter Beweis stellen. Dabei punktet er durch hohe Schnittwerte und konstant gute Bohrungsqualität. Durch die spezielle Mikrogeometrie wird eine besonders stabile und präzise Schneidkante erzeugt. Extrem glatte Oberflächen an Ausspitzung und Nutprofil des RT 100 S verringern die Reibung zwischen Bohrer und Span. Die Bearbeitungstemperatur wird gesenkt und die Spanabfuhr verbessert. Schnittkräfte werden reduziert. Diese Werkzeug-Features resultieren in sehr hoher Bohrungsqualität bei sehr hoher Standzeit. ■
Gühring KGwww.guehring.de AMB Halle 1 Stand E32
Die Autoren
Jasmin Herter und Nicolas Beer, beide Gühring KG.
Zukunftsideen in Serie

Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in einer exklusiven Serie in der mav.
Hier finden Sie mehr über:
Teilen:




















{kind=link}