




Bei universell einsetzbaren Werkzeugen für das Bohren und Gewinden sind multifunktionale Schichtsysteme einer von vielen Bausteinen bei der Werkzeugauslegung. Grenzt man den Einsatzbereich ein, entstehen materialbezogene Spezialisten mit spezifischer Geometrie und Beschichtung, die bei Standwegen und Prozesssicherheit neue Level erreichen. Der Spezialist bleibt aber weiterhin abhängig von externen Rahmenbedingungen, wie beispielsweise die Qualität des Kühlschmierstoffs (KSS). Vergleicht man beim Bohren die INOX-Bearbeitung mit der von Stahl am Beispiel der Spanbildung bzw. Spanevakuierung, werden die Unterschiede schnell klar: Bei der Bearbeitung von Stahl ist die Prozesswärme entscheidend für die Spanbildung. Trotzdem würde hier die Blasluft durch die Maschinenspindel für eine funktionierende Spanevakuierung reichen. Ganz anders bei INOX-Werkstoffen: Hier ist nicht nur die Prozesswärme der begrenzende Faktor. Insbesondere Aspekte wie Adhäsion und die hohe Bruchdehnung von INOX-Werkstoffen stellen die Grenzen der Prozesssicherheit dar. Um Adhäsion zu verringern, muss eine ausreichende Schmierung vorhanden sein, die Trockenbearbeitung würde hier nicht funktionieren.
Rostfreie Stähle werden wegen ihrer Korrosionsbeständigkeit gerne in den Bereichen Medizintechnik, Öl und Gas, Aerospace und Defence eingesetzt. Durch neue Technologien und Innovationen werden die Werkstoffe kontinuierlich weiterentwickelt und die Verschleißfestigkeit erhöht. Folglich liegt die effiziente Zerspanung sehr im Fokus.
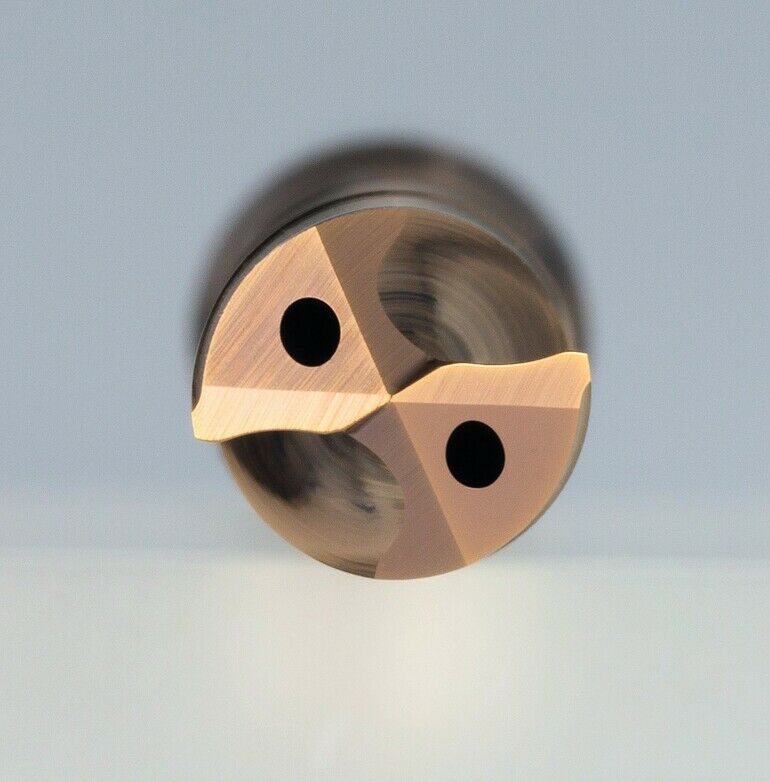
Spiralbohrer für INOX
Um externe Einflüsse wie die Emulsion gering zu halten, fokussieren sich die Bohrer-Entwickler von EMUGE auf prozesssichere Geometrien, moderne Hochleistungsbeschichtungen und verbindliche Schnittdaten. Die Adhäsion wird beim Spiralbohrer InoxDrill durch eine spezielle Topografie und Makrogeometrie vermindert. Darüber hinaus sind die mitgegebenen Schnittdaten zu beachten, im Detail die hohen Vorschübe. Diese braucht der Bohrer um einen sicheren Spanbruch zu gewährleisten. Ein zu geringer Vorschub führt zu schnellerem Verschleiß und die Standzeit sinkt. Das abgestimmte Zusammenspiel aus Geometrie, Schnittdaten und Beschichtung ermöglicht Standwege von mehr als 100 Metern in 1.4301 (V2A). Bei der interdisziplinären Entwicklung der Spiralbohrer für INOX wurden alle Faktoren berücksichtigt, die sich negativ auf das nachfolgende Gewindewerkzeug auswirken könnten. Dazu zählen die Rundheit, die Bohrgenauigkeit und die Bohrwandverfestigung im Speziellen.
Prozesssicher Gewinden in INOX
Im Gegensatz zum Spiralbohren gibt es beim Gewindebohren in Inox keine geometrische Möglichkeit, Spanbruch herbeizuführen. Grund hierfür ist die sehr hohe Bruchdehnung der Werkstoffe, beispielsweise das Material 1.4301 mit Werten von mehr als 30 %. Der Fließspan muss deshalb kontrolliert aus der Bohrung abgeführt werden und zwar so, dass materialbedingte Spanverwicklungen, auch bekannt als „Bird Nesting“, reduziert werden. Die Lösung ist die definierte Spanbildung über die Geometrie des Gewindebohrers. Um Maschinenstopps zum Entfernen von Spänen zu verringern, gilt es auch Spanverklemmungen zu reduzieren. Funktion und Prozesssicherheit kommen beim Gewindebohrer Enorm INOX über die Makro- und Mikrogeometrie sowie die Beschichtung des Werkzeugs.
Zurück zum Thema Kühlschmierstoff: Weil bei vielen Anwendern oft nur die Kühlung im Mittelpunkt steht, wird der Öl-Anteil im KSS und so die Schmierung der Bohr- und Gewindewerkzeuge außer Acht gelassen. Beim Bohren eher unkritisch, beim Gewinden im INOX aber entscheidend. Vier oder acht Prozent Öl-Anteil stellen einen gewaltigen Unterschied dar und wirken auf die Lebensdauer der Werkzeuge im hohen Maße. Dazu ein Blick auf den Einfluss der Kontaktfläche: Diese ist beim Gewindebohrer im Vergleich zum Spiralbohrer um ein Vielfaches größer. Die Schnittaufteilung eines Gewindebohrers besteht in der Regel aus dem gesamten Anschnitt und zusätzlichen Zähnen im Führungsbereich des Werkzeugs, was in Summe eine immens große Kontaktfläche ergibt. Deswegen ist das Zusammenspiel von Makro- und Mikrogeometrie, unter dem Blickwinkel Kühlschmierung, der entscheidende Faktor zur Minimierung der Adhäsionsneigung für das prozesssichere Gewinden in INOX.
EMUGE-FRANKEN
Autoren
Stefan Fenn
Anwendungstechnik & Entwicklung
Martin Steinbach
Produktmanager Spiralbohrer



















{kind=link}