



„Bei bestimmten Schlüsselkomponenten unserer Produkte sind die Präzisionsanforderungen so hoch, dass wir ihre Bearbeitung grundsätzlich nur selbst durchführen“, sagt Jean-Luc Maurer, Prozessverantwortlicher bei der Tornos SA in Moutier (Schweiz). Das Traditionsunternehmen stellt mehrere Technologien für die hochproduktive Fertigung von Bauteilen in großen Serien her. Die Anlagen müssen höchste Erwartungen bezüglich Produktivität, Produktqualität und Langlebigkeit erfüllen. Entsprechend sorgfältig erfolgen auch die Bearbeitung und Kontrolle der im Stammhaus gefertigten Schlüsselkomponenten.
Das gilt auch für eine Bauteilfamilie aus GGG 40, in die jeweils eine Reihe zylindrischer Bohrungen mit sehr strengen Vorgaben bezüglich Maßgenauigkeit, Konzentrizität und Oberflächenqualität eingebracht werden müssen. Die Arbeitsgänge erfolgen auf einem hochpräzisen Bearbeitungszentrum unter Beachtung genauer Vorschriften auch bezüglich der thermischen Verhältnisse von Bauteil, Maschine und Messraum. Die entsprechend langen Belegungszeiten der Maschine von zehn Stunden oder mehr verursachten hohe Kosten. Daher suchten die Verantwortlichen nach Möglichkeiten, diese durch Einsatz eines Spezialwerkzeugs zu verringern.
Langjährige Innovationspartnerschaft mit dem Werkzeughersteller
„Mit Tornos arbeiten wir schon seit fast 20 Jahren bei verschiedensten Projekten eng zusammen“, erinnert sich Andreas Mollet, Mapal Gebietsverkaufsleiter in der Schweiz. Das betrifft einerseits die Entwicklung von Bearbeitungslösungen für Kunden von Tornos, die zu ihren Werkzeugmaschinen auch komplette Technologielösungen einschließlich Werkzeugen und dem Bearbeitungsprozess erwerben möchten. Auf der anderen Seite kommen die Tornos-Mitarbeiter immer dann auf Mapal zu, wenn sich bestimmte anspruchsvolle Bearbeitungsaufgaben mit den üblichen Standardwerkzeugen nicht oder nur mit Nachteilen bezüglich Produktivität oder Qualität lösen lassen. Im Laufe dieser langjährigen Entwicklungspartnerschaft ist eine solide Vertrauensbasis gewachsen. Deshalb landete auch bei der aktuellen Aufgabenstellung die Anfrage nach einem Lösungsvorschlag auf dem Schreibtisch von Andreas Mollet.
Besonderheiten der Aufgabenstellung
„Das zu bearbeitende Teil weist sechs Bohrungen auf, die jeweils drei ineinander übergehende zylindrische Bereiche mit Durchmessern von 100, 99 und 98 mm aufweisen“, erläutert Jean-Luc Maurer. Die Konzentrizitätsabweichung aller drei Bohrungen darf ungeachtet der beachtlichen Gesamtlänge von knapp 345 mm nicht mehr als 10 µm betragen. Dazu kommt eine im ersten Bereich, in dem ein H5-Durchmesser gewährleistet werden muss, eine Nut. Das bedingt einen unterbrochenen Schnitt mit entsprechenden Auswirkungen auf die Auslenkung und die Schwingungsanregung des eingesetztes Feinbohrwerkzeugs.
In der daran anschließenden Bohrung mit einem Durchmesser von 99 mm ist eine Bearbeitungstoleranz von 0,05 mm gefordert. Geradezu extrem werden die Anforderungen schließlich im letzten Bereich, wo bei einem Solldurchmesser von 98 mm und mehreren Schnittunterbrechungen durch Ringnuten eine Toleranz von –0 bis +15 µm einzuhalten ist. Weitere Vorgabe ist eine Oberflächenrauheit Ra von weniger als 1,2 µm.
Zeitverluste und Qualitätsrisiken durch Einzelwerkzeuge
„Früher wurden die abschließenden Bearbeitungsgänge mit drei verschiedenen Ausdrehwerkzeugen durchgeführt“, weiß Mollet. Dies bedingte Zeitverluste nicht nur durch die Werkzeugwechsel, sondern auch aufgrund der Tatsache, dass nach jedem Arbeitsgang Durchmesser und Oberflächenrauheit in der Bohrung kontrolliert werden mussten. Zusätzlich entstanden beim Wechseln minimale Abweichungen bei der Positionierung in der Maschine. Bei der Länge der Werkzeuge und den außerordentlich engen Toleranzvorgaben verursachte dies zusätzliche Ausschussrisiken. Angesichts der hohen Wertigkeit des bereits weitgehend bearbeiteten Bauteils ein hohes Kostenrisiko für die Tornos AG.
Ziel: Ein Werkzeug für den gesamten Job
„Tornos wollte von uns deshalb ein Spezialwerkzeug, mit dem sich sämtliche Aufgaben in nur einer Aufspannung erledigen lassen“, berichtet Mollet. Gewisse Bedenken gab es zunächst mit Blick auf die erforderliche Länge sowie das entsprechende Gewicht. Auch musste gewährleistet werden, dass es nicht zu Positionierungsfehlern durch eventuelle axiale Abweichungen der vorher eingesetzten Schruppwerkzeuge kam.
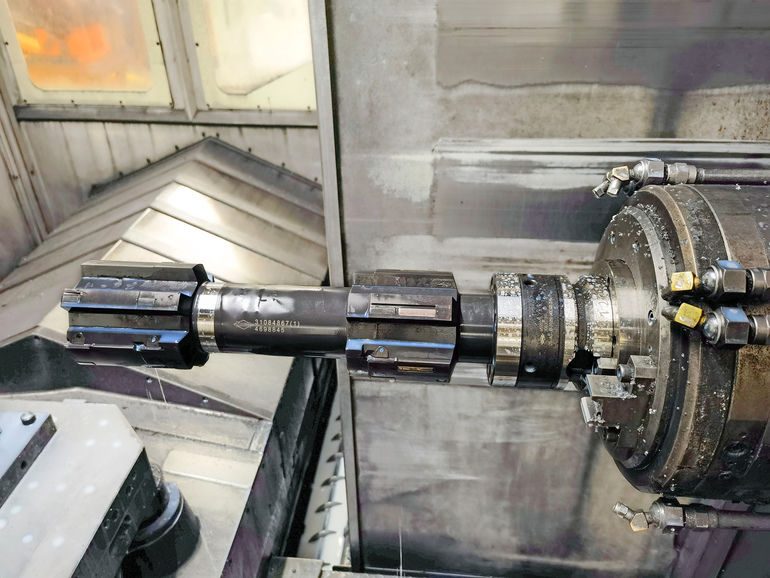
Deshalb entschieden sich die Entwickler bei Mapal für eine Auslegung als Stufenfeinbohrwerkzeug. Für den Einsatz auf dem Bearbeitungszentrum verfügt es über eine BT 50 FC-Schnittstelle. Für die präzise Führung selbst bei unterbrochenem Schnitt sorgen insgesamt fünf Führungsleisten aus polykristallinem Diamant (PKD) in jeder der drei Stufen.
Das Werkzeug ist nach dem bewährten Mapal-Prinzip aufgebaut und weist für die drei Durchmesserbereiche jeweils eine zweischneidige, beschichtete Hartmetall-Wendeschneidplatte auf. Sie kann sowohl radial als auch von der Verjüngung her feinfühlig justiert werden. Eventuelle Abweichungen der vorherigen Bearbeitung werden korrigiert, solange sie kleiner sind als das noch vorhandene Restaufmaß. Das ermöglicht ein kleiner Überstand der Schneiden zu den Führungsleisten. Das Mapal-Werkzeug folgt so über die gesamte Länge des Werkstücks seiner eigenen Bahn.
Mit dem Ergebnis sehr zufrieden
„Das von Mapal entwickelte Werkzeug ist jetzt seit geraumer Zeit im Einsatz. Mit den Ergebnissen sind wir sehr zufrieden“, bilanziert Jean-Luc Maurer. Gegenüber der früheren Arbeitsweise reduziert das neue Werkzeug die Bearbeitungszeit beim Feinbohren der sechs Durchgänge um 20 bis 25 Prozent, sodass die Bearbeitung auf dem Bohrwerk innerhalb einer Schicht fertiggestellt werden kann. Es werden Oberflächenrauheiten Ra von 1,0 bis 1,2 µm erreicht.
Grund für die lange Zeit auf der Maschine ist auch die bei Tornos übliche Sorgfalt: Durchmesser und Oberflächenrauheit jeder Bohrung werden noch auf der Maschine manuell kontrolliert. Abschließend kontrolliert ein Facharbeiter noch das gesamte Bauteil auf einem hochgenauen Koordinatenmessgerät mit einer Genauigkeit von 3 µm.
Positiv ist aus Sicht von Tornos auch die Verwendung von Wendeschneidplatten sowie die Lieferung eines speziellen Einstellgeräts, das ein Justieren der Schneiden in mehreren Dimensionen mit einer Auflösung von 1 µm ermöglicht. Dank der Wendeschneidplatten können jetzt mit jedem Satz Schneiden insgesamt sechs bis acht Werkstücke bearbeitet werden, und die Schneidstoffkosten sinken im Vergleich zur vorherigen Arbeitsweise signifikant.
Mapal Dr. Kress KG
www.mapal.com





















{kind=link}