

Neue Werkzeuge von Sumitomo ermöglichen das Hochvorschub-Drehen mit bisher kaum erreichbarer Oberflächengüte in kürzester Zeit, bei sehr hoher Produktivität und langen Standzeiten. In fortwährender Entwicklung neuer Substrate kann Sumitomo heute nahezu universell einsetzbare CBN-Sorten liefern, die sich sehr robust verhalten und sich bei vielen Anwendern im Werkstattalltag bewähren, auch bei unterbrochenem Schnitt.
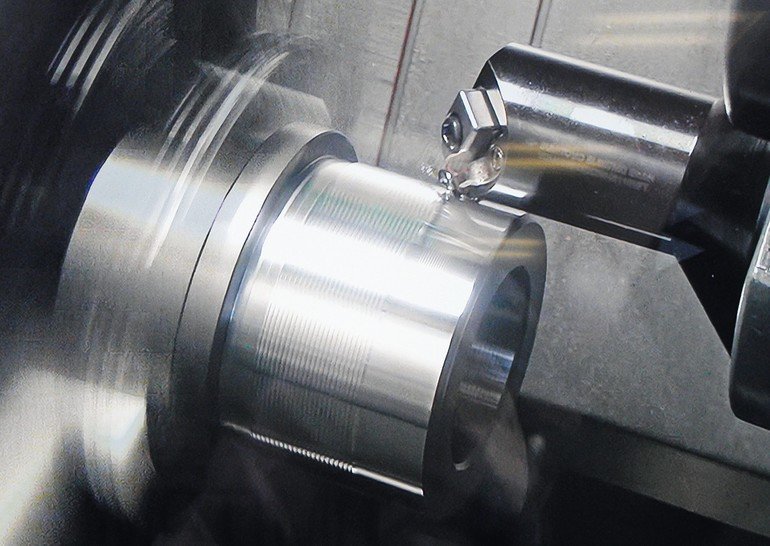
Die gewünschte gute Oberfläche ist es aber auch, die gemeinhin für relativ lange Bearbeitungszeiten sorgt. Die Techniker im europäischen Entwicklungszentrum E-DEC des Werkzeugherstellers im schwäbischen Lauchheim haben auch deshalb die Produktreihe HFT (High Feed Turning) für das Hochvorschubdrehen entwickelt. Das Werkzeug verbindet nicht nur mehrere Eigenschaften miteinander, sondern verkürzt die Bearbeitungszeiten um den Faktor 6 bis 10. Bei Schnittgeschwindigkeiten vc bis zu 150 m/min und einer Spantiefe ap von 0,15 mm, als Beispiel für ein Werkstück aus Einsatzstahl mit einer Härte etwa 60 HRC, erscheinen die Werte eher gewöhnlich für das Hartdrehen. Den Unterschied macht dann der vergleichsweise große Vorschub f in Höhe von 1,2 mm pro Umdrehung. Mit einem nachgeschalteten Schlichtdurchgang unter vermindertem Vorschub ergeben sich nahezu glänzende Oberflächen.
Ausgangspunkte für das neue Hochvorschubdrehen sind stabile Maschinenbedingungen. Das heißt, es braucht eine sehr steife und schwingungsdämpfende Maschine, die auch über ausreichend hohe Drehmomente verfügt. Darauf abgestimmt sind auch die sehr steifen Monoblock-Werkzeughalter des Herstellers, damit diese Steifigkeit auch bis zur Schneide durchgehalten wird. Die ausgeklügelten Plattensitze der Werkzeuge leiten die um den Faktor 2 bis 3 höheren Schneidkräfte ohne Vibrationen in die Maschinenspindel ab. Die Schneiden selbst bestehen in aller Regel aus einer achteckigen Wendeschneidplatte mit einem Voll-CBN-Belag der gesamten Plattenoberfläche. Daher ist die Platte sehr robust und kann sowohl in der Trockenbearbeitung als auch unter Emulsion eingesetzt werden.
Auch hier kommt es ebenso auf Steifigkeit und besten Spanfluss an, wie auf die optimale Nutzung des Schneidstoffes CBN. Daher hat man sich für eine oktogonale Wendeschneidplatte mit acht Schneiden entschieden, was die Zahl der benötigten Wendeschneidplatten und damit die Werkzeugkosten senkt. Die Schneidengeometrie beinhaltet eine sogenannte Wiper-Geometrie, ist also mit einer Schleppschneide versehen, die die Oberfläche des Werkstückes nach dem eigentlichen Schnitt glättet. So sind lange Standzeiten, hohe Vorschübe und glänzende Oberflächen gewährleistet.
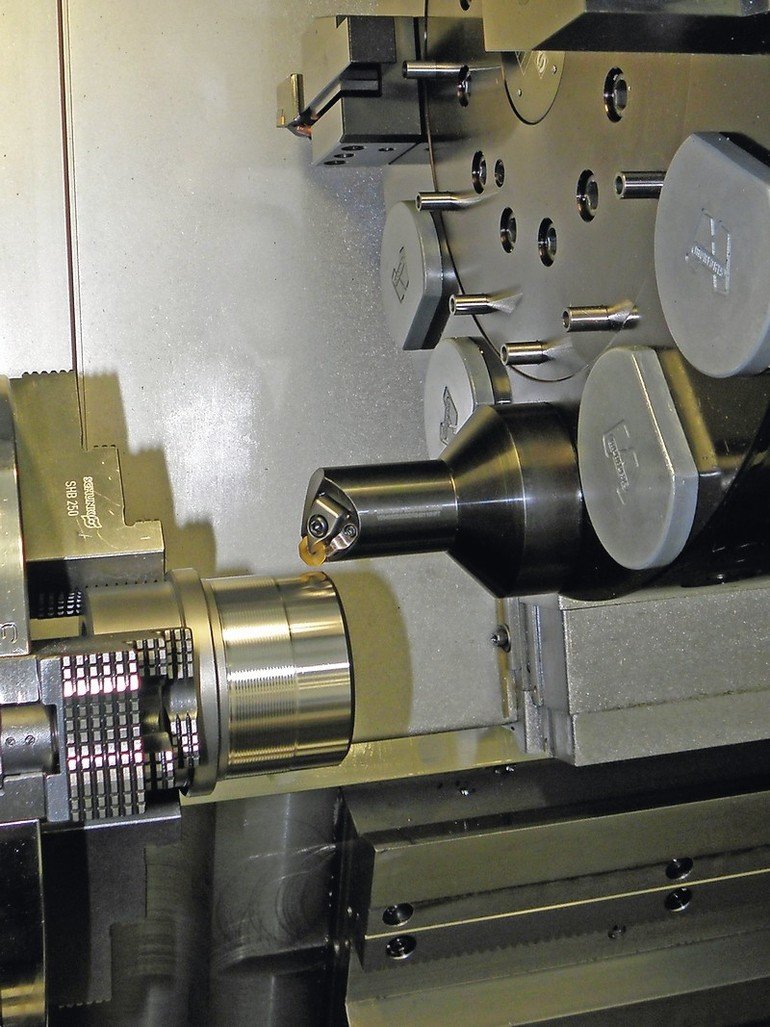
Das HFT-Drehverfahren ist auf einfachen Standardmaschinen einsetzbar. Bisher zeigen sich sehr gute Ergebnisse nicht nur in hoch legierten und gehärteten Stählen, sondern auch in schwer zerspanbaren Materialien wie Titanlegierungen oder Inconel. Das Verfahren funktioniert bei der Außenbearbeitung sowie auch bei Innenbearbeitungen mittlerer und größerer Durchmesser. Ein typisches Beispiel ist die Innenbohrung eines Planetenzahnrades, bei dem es auf die Oberflächengüte und gewünschte Ölrillen ankommt. Der unterbrochene Schnitt aufgrund der Ölbohrungen kann mit den CBN-Platten von Sumitomo gemeistert werden. Im Vergleich zum normalen Hartdrehen konnte eine Produktivitätssteigerung um das Sechsfache erreicht werden.
Gelenkbolzen zehnmal schneller fertigen
Ein weiteres Beispiel aus der Praxis ist ein Gelenkbolzen mit Fläche und großer Bohrung. Hier ergibt sich ein stark unterbrochener Schnitt, was bei der vorherigen Hartbearbeitung einen hohen Schneidenverbrauch verursacht hat. Pro Schneide konnten bislang nur 3 bis 5 Werkstücke bearbeitet werden. Die verwendeten Schneidplatten hatten nur zwei Schneiden, was also hohe Werkzeugkosten und häufige Werkzeugwechsel bedeutete. Mit den neuen Werkzeugen und dem Hoch-Vorschub-Drehverfahren können jetzt 35 bis 40 Werkstücke je Schneidkante hergestellt werden. Der Bearbeitungsprozess ist um Faktor 10 schneller, was die Produktivität um 92 % stark steigert. Mit den acht Schneidkanten können nun pro Wendeschneidplatte 320 Werkstücke gefertigt werden.
Sumitomo Electric Hartmetall GmbH
www.sumitomotool.com
Hier finden Sie mehr über:




















{kind=link}