



Mit einem Wechsel der Frässtrategie hat Siemens bei der Bearbeitung einer großen Gasturbinenradscheibe aus hochlegiertem Stahl eine entscheidende Verbesserung der Prozesssicherheit erreicht. Gleichzeitig konnten die Kosten und die Bearbeitungszeit halbiert werden. Hinter diesem kurzfristig realisierten Erfolg stehen zwei engagierte Teams: Die Technologiegruppe des Siemens-Gasturbinenwerks in Berlin und die Werkzeugexperten von Mapal.
„Bisher haben wir das trochoide Fräsen zwar in anderen Bereichen, nicht aber bei der Herstellung von Großkomponenten wie Gasturbinenradscheiben eingesetzt“, sagt Ralf Hohendorf von der Technologie-Gruppe des Siemens-Gasturbinenwerks in Berlin. „Wir hegten einfach Zweifel, ob die Dynamik der Portal-Bearbeitungszentren, die für so große Werkstücke ausgelegt sind, für ein solch hochdynamisches Spanverfahren ausreichen würde.“
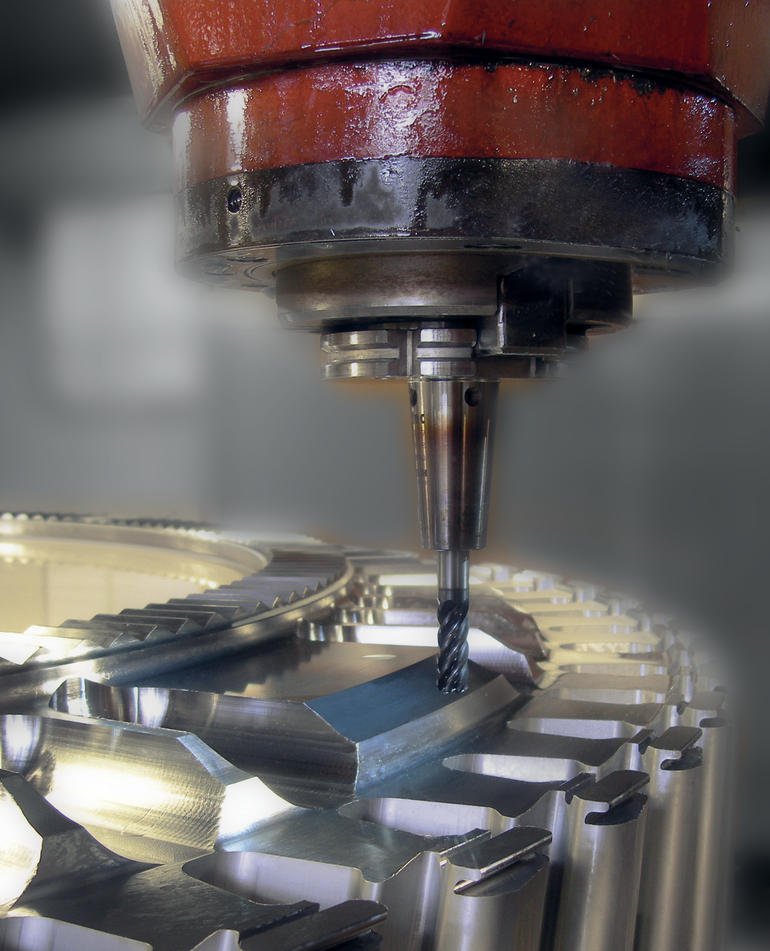
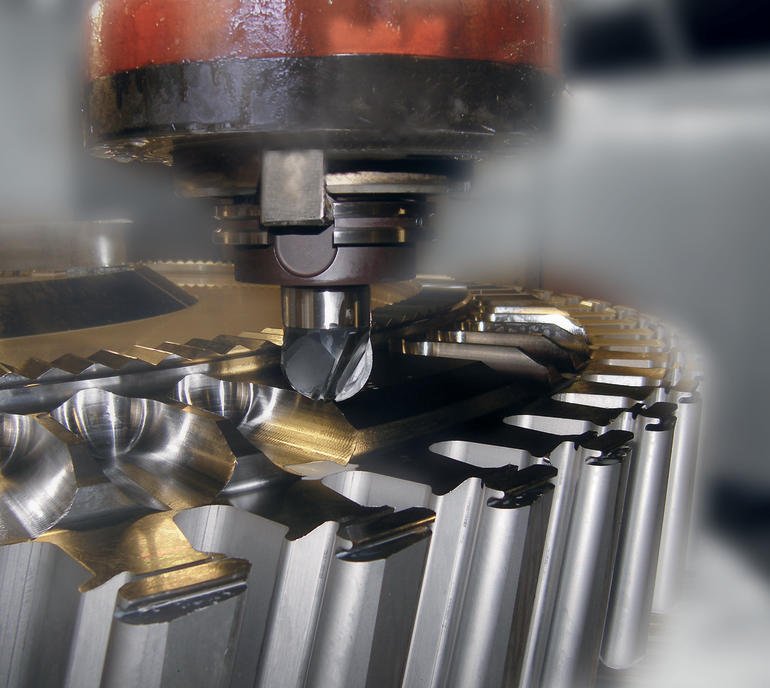
Daher hat Siemens für die Zerspanung des Impellers, der integraler Bestandteil einer über vier Tonnen schweren Turbinenradscheibe einer der weltweit leistungsstärksten Gasturbinen (SGT5-8000H) ist, bislang auf konventionelle Frästechnik zurückgegriffen. In einem ersten Bearbeitungsschritt wurden dabei die 66 Impellertaschen mit einem VHM-Schaftfräser (Durchmesser 20 mm R 4) geschruppt und anschließend mit einem Vollradiusfräser (Durchmesser 20 mm) geschlichtet.
Die besondere Herausforderung bei der Herstellung der Turbinenradscheibe mit einem Durchmesser von zwei Metern ist dabei, dass sehr große Spanvolumina zu bewältigen sind. Immerhin muss jede der 66 Impellertaschen aus dem vollen Material (X12CrMoWVNbN1011) herausgearbeitet werden. Und jede Tasche misst etwa 140 mal 70 mm, mit einem Radius von 30 mm zum Taschengrund.
Hoher Verschleiß und häufiges Werkzeugversagen
Mit den bis zum Verfahrenswechsel eingesetzten konventionellen Fräsern dauerte die Bearbeitung pro Tasche insgesamt über 50 Minuten – wenn alles gut ging. Doch das war zu oft nicht der Fall. „Ein hoher Werkzeugverschleiß und häufiges Werkzeugversagen hat es uns unmöglich gemacht, die Prozesssicherheit zu garantieren“, räumt Thomas Werner ein, der im Siemens-Gasturbinenwerk für das Knowhow-Management in der spanenden Fertigung zuständig ist.
Auch wenn es nicht zum Werkzeugbruch kam, musste das Werkzeug bei der Vorbearbeitung spätestens nach zwei Taschen, bei der Fertigbearbeitung spätestens nach 22 Taschen ausgewechselt werden. „Entsprechend häufig gingen die Werkzeuge zum Nachschleifen“, fügt Hohendorf an. „Das war zum einen mit extrem hohen Nachschliffkosten und einem gehörigen Logistikaufwand verbunden. Zum anderen war unklar, mit welcher Standzeit wir nach dem Schleifen verlässlich rechnen konnten.“
Kein Wunder also, dass die Verantwortlichen im Gasturbinenwerk ein offenes Ohr für Vorschläge zur Verbesserung der Prozesssicherheit und zur Reduzierung der Werkzeugkosten hatten, als Mapal anlässlich einer Unternehmenspräsentation Mitte 2014 in Berlin vorstellig wurde. In der anschließenden Diskussion identifizierten die Beteiligten schnell die erste Turbinenradscheibe der H-Klasse-Maschinen als dringliches und geeignetes Objekt für ein erstes gemeinsames Projekt.
In kurzer Zeit gemeinsam zur Lösung
Die Werkzeugexperten hatten auch einen passenden Vorschlag, wie die Probleme in den Griff zu bekommen wären: durch den Einsatz des trochoiden Fräsens. Schon kurze Zeit später besuchten die Verantwortlichen des Gasturbinenwerks Berlin das Versuchszentrum in Aalen, um die Ergebnisse der ersten erfolgreichen Testbearbeitungen zu inspizieren und zu diskutieren. „Das bestens ausgestattete Versuchszentrum und auch die ersten Testresultate haben uns sehr beeindruckt“, berichtet Werner. „Allerdings hegten wir noch Zweifel bezüglich der Übertragbarkeit der Testergebnisse aus einer Versuchsbearbeitung auf einer anderen Maschine auf die Gegebenheiten bei uns vor Ort.“
Die größten Bedenken betrafen dabei die verfügbare Dynamik des vorhandenen Bearbeitungszentrums vom Typ Jomach 246, Baujahr 1999, auf dem im Gasturbinenwerk die Taschen gefräst werden. „Wir hatten in der Vergangenheit schon mehrfach so unsere Probleme, wenn auf dieser Anlage schnelle Verfahrwege gefordert waren“, verrät Werner.
Die Werkzeugexperten als Prozesspartner
Das Entwickler-Team von Mapal stellte sich der Herausforderung und lieferte nicht nur neue Werkzeuge, sondern übernahm auch gleich noch die NC-Programmierung des Bearbeitungsprogramms unter Einsatz der Software i-Machining von Solidcam. „Begeistert hat mich dabei, dass die Kollegen ohne Wenn und Aber zu uns nach Berlin gekommen sind, um mit uns zusammen zu ermitteln, was sich aus unserer Maschine und den neuen Werkzeugen herausholen lässt“, erinnert sich Tim Hennig von der CAD/CAM-Gruppe des Siemens-Gasturbinenwerks gerne.
Auf Basis der dabei gewonnenen Erkenntnisse und nach der Bearbeitung einiger Taschen eines Laufrads für die SGT5-8000H mit Werkzeugen aus dem Standardprogramm wurden von Mapal auf die spezifische Aufgabenstellung optimierte Werkzeuge entwickelt und im Herbst 2014 in Betrieb genommen. Dabei konnte die Vorschubgeschwindigkeit des trochoiden Bearbeitungsprozesses, bei einer Drehzahl von 2400 min-1, von den anfänglich gewählten 750 auf 1000 mm/min erhöht und die Bearbeitungszeit damit weiter reduziert werden.
Mehr als doppelt so schnell und nur halb so teuer
Mit den maßgeschneiderten VHM-Sonderwerkzeugen – einem Schaftfräser (Durchmesser 12 mm) und einem Wechselkopfvollradiusfräser (Durchmesser 42 mm) – dauert das Schruppen einer Impellertasche mit dem Trochoidalfräsverfahren jetzt nur noch zwölf Minuten und die Fertigbearbeitung 7,7 Minuten – Werte, die fast genau den im Versuchszentrum ermittelten Zahlen entsprechen.
Gleichzeitig konnte die Standzeit beim Schruppen gegenüber dem vorher verwendeten konventionellen Fräser mehr als verzehnfacht (vorher 2, jetzt 22 Taschen) und beim Schlichten verdreifacht (vorher 22, jetzt 66 Taschen) werden. Dabei verbesserte sich als angenehmer Nebeneffekt auch noch die Oberflächenqualität. „In Summe haben wir die Fertigungszeit der Impellerbearbeitung eines kompletten Turbinenrads von 5000 auf 1600 Minuten verkürzt und die Bearbeitungskosten um 62 Prozent gesenkt“, fügt Werner zufrieden hinzu.
Maximale Prozesssicherheit
Zusätzlich entfallen die Kosten für das Nachschleifen und der damit verbundene Logistikaufwand, da die Verantwortlichen entschieden haben, die Werkzeuge angesichts der hohen Standzeiten nach dem Gebrauch direkt zu entsorgen, um auch noch die letzte verbleibende Unsicherheit, die die Prozesssicherheit gefährden könnte, zu eliminieren.
Aufbauend auf diesen ersten Erfolg haben die Teams von Siemens und Mapal im Anschluss gleich noch die Bearbeitung einer weitgehend identischen Radscheibe für die 60-Hz-Version der Turbine, die SGT6-8000H, erfolgreich abgeschlossen. Damit konnte die mit dem Wechsel auf die neue Lösung erreichte hohe Prozesssicherheit endgültig bestätigt werden.
Nicht nur für hochdynamische Maschinen
Das Beispiel der Turbinenradscheiben zeigt, dass das trochoide Fräsen gegenüber konventionellen Fräsverfahren auch bei großen Anlagen mit begrenzter Dynamik spürbare Verbesserungen bei der Bearbeitungsgeschwindigkeit und der Standzeit bringt. Das gilt insbesondere, wenn hohe Spanvolumina zu bewältigen sind und ohnehin nur mit begrenzt hohen Vorschubgeschwindigkeiten, wie sie z. B. für die Bearbeitung hochlegierter Stähle typisch sind, gearbeitet werden kann.
„Wegen der realisierten hohen Kosten- und Zeiteinsparungen planen wir, das trochoide Fräsen in Zusammenarbeit mit den Werkzeugexperten auch bei weiteren Bauteilen und noch größeren Bearbeitungsanlagen zum Einsatz zu bringen, um so noch effizienter zu produzieren als bisher. Damit stärken wir auch den Berliner Produktionsstandort im globalen Wettbewerb“, blickt Hohendorf abschließend optimistisch in die Zukunft.
Mapal Dr. Kress KG www.mapal.com
Auf einen Blick
Maßgeschneiderte Werkzeuge für die spezifische Aufgabenstellung
Standzeit der Werkzeuge beim Fräsen verzehnfacht, beim Schlichten verdreifacht
Bearbeitungszeit mehr als halbiert
Bearbeitungskosten um 62 Prozent gesenkt
Verbesserte Oberflächenqualität
Maximale Prozesssicherheit
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}