
Vibrationen begrenzen häufig die Leistungsfähigkeit der Werkzeugmaschinen und Zerspanungswerkzeuge. So müssen bei auftretenden Schwingungen im Prozess die Schnittdaten wie Drehzahl, Vorschub und Schnitttiefe mit entsprechenden Produktivitätseinbußen reduziert werden. Als Lösung bietet Sandvik Coromant die Silent Tools Werkzeughalter zum Drehen, Fräsen und Aufbohren.
Bei allen Zerspanungsvorgängen lassen sich Vibrationen nie ganz verhindern. Vibrationen können in verschiedenen Bereichen des Bearbeitungsprozesses auftreten, z. B. im Zerspanungswerkzeug selbst, im Werkstück, in der Spannvorrichtung, der Spindel und im Futter. So lösen insbesondere Schnittkraftschwankungen bei der zerspanenden Bearbeitung selbstinduzierte Vibrationen im Eigenfrequenzbereich der Werkzeugmaschine aus, welche zu einer starken Limitierung der Produktivität führen. Ist die Schwingung einmal ausgelöst, nimmt sie Energie aus der erzwungenen Schwingung und steigt an, sofern diese Schwankungen nicht unterbunden werden. Es gibt jedoch verschiedene Möglichkeiten, sie auf eine akzeptable Größenordnung zu reduzieren, so werden – speziell bei der Bearbeitung mit langen Auskragungen – zunehmend gedämpfte Adapter eingesetzt.
Silent Tools Werkzeughalter
Es gibt eine Reihe von Vorteilen durch die Nutzung gedämpfter Werkzeuge, wie z. B. höhere Produktivität, bessere Oberflächengüte, längere Standzeiten und bessere Toleranzen. Oftmals stellen gedämpfte Werkzeuge auch die einzige Lösungsmöglichkeit für bestimmte Bearbeitungen dar.
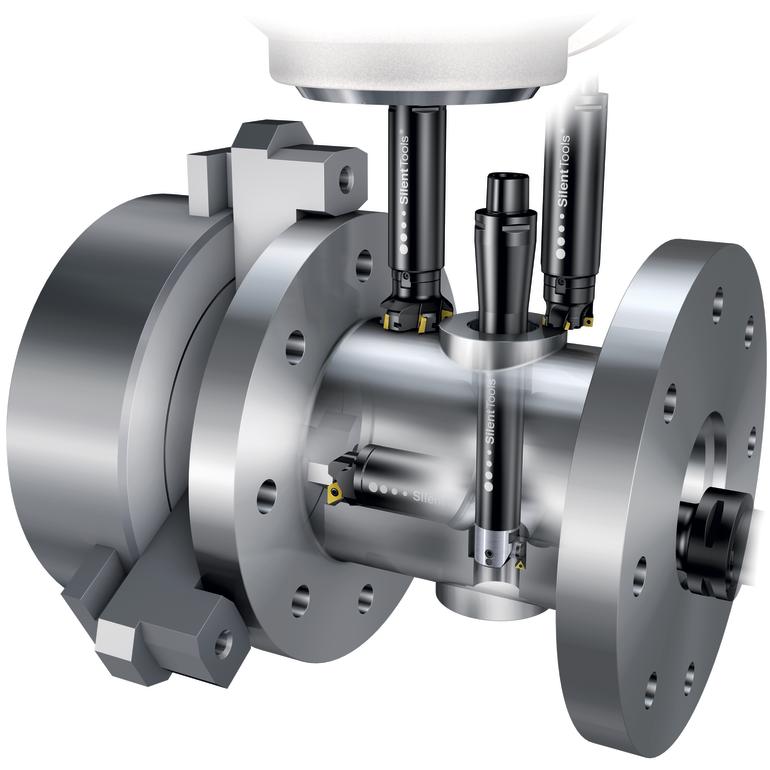
Abbildung 1 beschreibt den Aufbau eines schwingungsgedämpften Werkzeugs, welches im Inneren über ein schweres Dämpfungssystem mit einem in zwei Kunststoffringen aufgehängten Dämpfungskörper verfügt. Zur Verbesserung der Dämpfung ist das System mit einem speziellen Ölgemisch umgeben. Durch dieses spezielle Dämpfungssystem können auftauchende, periodische Schwingungsbewegungen während des Zerspanungsprozesses umgehend wirksam aufgefangen werden, indem es die kinetische Energie absorbiert. Hierbei ist es wichtig, die Grenzwerte, die auf dem Produkt vermerkt sind (Last, Temperatur, Rotation, min./max. Überhang und Druck) zu beachten.
Auswahl des richtigen Werkzeugs
Ausschlaggebend für bestmögliche Produktivität und Ergebnisse ist die Auswahl des richtigen Werkzeugs. Eine bessere statische Steifigkeit des Werkzeugs ermöglicht eine Steigerung der Zerspanungsrate und Produktivität ohne Auftreten von Vibrationsproblemen. So ist es zielführend, Standardwerkzeuge einzusetzen, die eine Zusammenstellung mit minimalen Längen und maximalen Durchmessern erlauben, um die Ablenkungen des Werkzeugs im Zerspanprozess zu minimieren.
Bei modularen Werkzeugen ist darauf zu achten, dass der größte Durchmesser der Maschinenschnittstelle am nächsten ist. Weiterhin ist es zur Minimierung der kinetischen Energie bei potenziellen Vibrationen sinnvoll, das Gewicht am Schneidwerkzeug zu minimieren. Dadurch kann das Werkzeug die Schwingungen leichter dämpfen und der maximale Überhang wird sowohl für einteilige als auch schwingungsgedämpfte Werkzeuge erweitert. Mithilfe dieser Strategien werden Sie die Schnittkraftschwankungen und Vibrationen reduzieren.
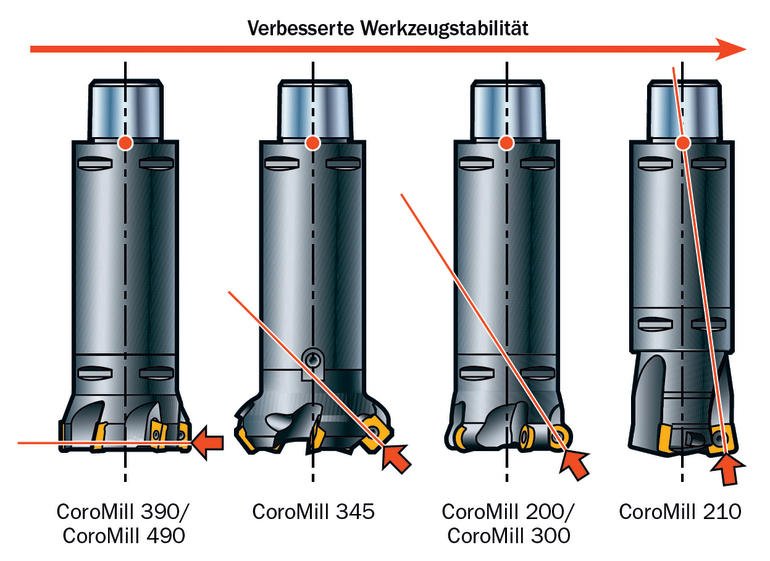
Bei der Fräsbearbeitung gibt es vier Grundfaktoren, die ebenfalls einen großen Einfluss auf Vibrationen haben, wie der Einstellwinkel, der Fräserdurchmesser im Verhältnis zur radialen Schnitttiefe, die Plattengeometrie und die Fräserteilung. So ist beispielsweise der Einstellwinkel entscheidend für die Spanbildung. Je kleiner der Einstellwinkel, desto dünner der Span, welcher wiederum einen höheren Vorschub pro Zahn ermöglicht. Ein kleinerer Einstellwinkel wird darüber hinaus einen größeren Teil der Schnittkraft direkt in axiale Richtung leiten und so das Vibrationsrisiko senken (Abbildung 2).
Bei Betrachtung des Fräserdurchmessers senkt ein kleinerer Werkzeugdurchmesser nicht nur den Leistungs- und Drehmomentbedarf, sondern reduziert auch die ablenkenden Schnittkräfte. Das Verhältnis von Fräserdurchmesser und radialem Eingriff sollte möglichst groß gewählt werden. Befinden sich mehrere Wendeschneidplatten im Eingriff, erhöht sich das Schwingungsrisiko. In den meisten Fällen ist eine weite Fräserteilung die erste Wahl für produktive Zerspanung mit schwingungsgedämpften Werkzeugen, da so die Änderungen in den Schnittkraftrichtungen verzögert werden. Solange jedoch Schnitttiefen gewählt werden, die unter der kritischen Tiefe für Vibrationen liegen, ist jedoch eine höhere Anzahl von Platten produktiver. Eine Reduzierung der Wendeplatten im Werkzeug lässt oftmals eine Erhöhung der axialen Schnitttiefe zu.
Geringere Produktionskosten
Silent Tools sind seit langer Zeit das Markenzeichen für Werkzeughalter, die entwickelt wurden, Vibrationen mithilfe eines Dämpfungssystems im Inneren des Werkzeugkörpers zu minimieren. Die meisten Kunden setzen sie für lange Überhänge und bei erschwerter Zugänglichkeit ein. Aber große Produktivitätssteigerungen und bessere Oberflächengüte können auch bei kürzeren Überhängen erreicht werden. Zusammenfassend lässt sich festhalten, dass sich in Fertigungsunternehmen mit Einsatz der schwingungsgedämpften Werkzeuge Vibrationen erfolgreich minimieren und so höhere Zerspanungsraten, verbesserte Bearbeitungsprozesse mit einer hohen Prozesssicherheit sowie geringere Produktionskosten realisieren lassen.
Sandvik Tooling Deutschland GmbH www.sandvik.coromant.com
Die Autorin
Dr. Ina Terwey, Product Manager Milling, Sandvik Tooling Deutschland GmbH
Vorteile durch Silent Tools
Die Produktivität wird bei den kürzesten Adapterlängen um mindestens 50 % und bei längeren Adaptern um bis zu 300 % gesteigert
Verbesserte Oberflächengüte
Verbesserte Prozesssicherheit
Modulare Kombinationen für geforderte Reichweiten
Zahlreiche Funktionalitäten für alle Werkstoffe und Anwendungen
Teilen:




















{kind=link}