


Rationelle Produktionswege stehen im Mittelpunkt der modernen Gesenkherstellung. Kürzere Prozessketten mit dem Ziel der Komplettbearbeitung durch HSC-Hartfräsen sowie die Nutzung von Automatisierungspotenzialen zur Maximierung der Maschinen-Laufzeiten bedeuten letztlich kürzere Lieferzeiten, verbesserte Bauteilequalität und Reduzierung der Herstellkosten.
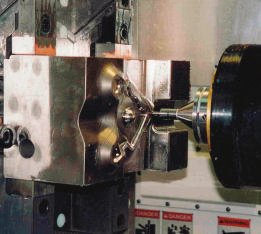
Mit speziellen, für die HSC-Hartbearbeitung ausgelegten horizontalen Bearbeitungs-Zentren ist es möglich, ausgehend von CAD-Geometriebeschreibungen, wirtschaftlich direkt in gehärtete Werkstoffe zu fräsen. Die verwendeten Schneidstoffe und -werkzeuge sowie das informationstechnische Umfeld sind hierbei jedoch von wesentlichem Interesse. Das Hartfräsen von hochfesten Werkstoffen (Rm = 2000 N/mm2) im Härtebereich von HRc 48 bis 54 ist gut beherrschbar, wenn die technischen Randbedingungen in der Prozessauslegung und die Bearbeitungsstrategien eingehalten werden. Sicher realisieren lassen sich Gravurtiefen von 5 zu 1 zum WerkzeugØ, Formgenauigkeiten von ±0,015 mm und Oberflächengüten von Ra = 0,5 µm.
HSC-Hartfräsen
industriell erprobt
Schmiedegesenke bieten aufgrund ihrer nicht so komplexen Geometrie und hohen Oberflächenqualität gute Voraussetzungen für die Komplettbearbeitung durch Fräsen. Daher sollten die Genauigkeiten bei der Gesenkherstellung 1 bis 3 ISO-Qualitäten besser sein als die geforderte Werkstückgenauigkeit, wobei sich in der Regel für diese Genauigkeiten von IT 8/9 bis 12 ergeben. Die Substitution des Senkerodierens im Gesenkebau durch HSC-Hartfräsen, in Komplettbearbeitung, ist das Ziel. Neben der drastischen Verkürzung der Prozesskette werden verfahrensbedingte Oberflächenschädigungen aus der Funkenerosion vermieden. Dieses hat deutliche Standzeitvorteile für das Gesenk zur Folge.
Makino hat zwischenzeitlich eine wesentliche Anzahl von Maschinen im Gesenkebau installiert. Das HSC-Hartfräsen ist hier im echten Sinne der industriellen Fertigung von Schmiedegesenken im Einsatz. Durch die Beherrschung der gesamten Prozesskette, auch gestützt durch den Technologietransfer von Makino, ist die Serienfertigung ab Losgrö-ße 1 Wirklichkeit.
Die richtige Maschine bestimmt den Erfolg
Das horizontale Bearbeitungszentrum bietet gegenüber dem vertikalen Konzept wesentliche Vorteile bei der Komplettbearbeitung mit Automation. Sie liegen im optimalen Spänefall (insbesondere bei der Trockenbearbeitung), in der Möglichkeit des Anstellens der Werkzeugachse, in der universellen Verwendbarkeit für das gesamte Teilespektrum des Formenbaus, in der höheren Pro-zesssicherheit und in höheren Nutzungsgraden für den mannarmen Betrieb. Je nach betrieblicher Auslastung eines Bearbeitungszentrums zur Bearbeitung von Gesenken kann dieses ohne Weiteres ebenfalls genutzt werden, um die Fertigungstiefe am Schmiedeteil zu vergrößern.
Die Maschine, hier exemplarisch die A88e, verfügt über ein besonderes Spindelsystem. Dieses zeichnet sich aus durch große Lagerdurchmesser (Ø100 mm), hohe konstante Vorspannung der Lager, einen hohen Leistungs- und Drehmomentenbereich (26 kW, 400 Nm), HSK-A100 und eine Lebensdauer von 20 000 Stunden bei einer max. Drehzahl von 18 000 min-1. Für hohe Präzision und thermische Stabilität sorgt in Verbindung mit der Fliehkraftschmierung das patentierte, geführte Kühlsystem im Spindelkern, in der Lagerhülse und im Motor.
Zur Fertigung von neuen Gesenken, zum Vorschruppen von unvergütetem Ausgangsmaterial, hat das Unternehmen konventionelle, horizontale Bearbeitungszentren eingesetzt. Das Nachsetzen und das Vor- und Fertigbearbeiten der 3D-Kontur der Gesenke erfolgte auf Senkerodiermaschinen. Bearbeitungsversuche auf vertikalen Bearbeitungszentren für die 3D-Fertigkontur waren die eingebrachten Erfahrungen. Die durchgängige Kette CAD, CAM und DNC war im Unternehmen vorhanden.
In einem Benchmark-Test wurden die verschiedenen am Markt verfügbaren Konzepte vertikaler und horizontaler Zentren gegenübergestellt. Die gewählte Lösung war das horizontale Bearbeitungszentrum mit der herausragenden Spindeltechnologie HSK-A100, 18 000 min-1.
Die Ausgangssituation für das System stellt sich so dar, dass nachfolgende Produktstrukturen gefertigt werden:
• 3D-Schmiedegesenke, die im gehärteten Zustand mit Komplettbearbeitung auf dem Bearbeitungszentrum bearbeitet werden.
• 3D-Schmiedegesenke, die im gehärteten Zustand auf dem Bearbeitungszentrum fertig bearbeitet werden. Die Vorbearbeitung erfolgt auf einem konventionellen Bearbeitungszentrum.
• 3D-Schmiedegesenke durch Nachsetzen der Kontur um 5 mm aufarbeiten.
(Das Nachsetzen der Gesamtkontur bei der Instandsetzung von ausgeschlagenen Schmiedegesenken ist eine sehr anspruchsvolle Operation, da die Werkstückoberfläche sehr hart ist und häufig Risse aufweist. ) Die Bearbeitungszeiten liegen zwischen min. 180 min bis max. 900 min.
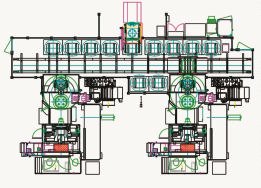
Aus dem Anforderungsprofil der Produktstruktur konfigurierte sich die Systemstruktur mit zwei horizontalen Bearbeitungszentren A88 der Palettengröße 800 x 630 mm mit 90 Werkzeugplätzen. Die Maschinen verfügen über ein Spindelsystem mit 26 kW Leistung, max. 18 000 min-1 Drehzahl, einer Vorschubgeschwindigkeit von 50 000 mm/min und einer Beschleunigung von 5 m/s2.
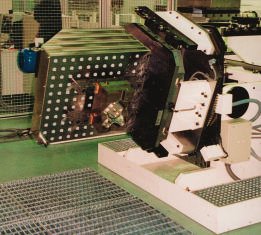
Ein modulares, lineares Speicher- und Transportsystem mit 10 Speicherplätzen und einer dreh-/kippbaren Be- und Entladestation sorgt für die Werkstückversorgung. Dabei sind die Paletten mit speziellen, sehr steifen Systemwinkeln versehen, auf denen Niederspanner die Werkstücke stabil und sicher spannen. Die Systemsteuerung hat die Makino-B2-Zellen-Steuerung inne, die auf Basis eines Industrie-PCs unter Windows 2000 arbeitet.
Über diese Zellensteuerung wird die gesamte operative und dispositive Steuerung aller Ressourcen und Systemkomponenten abgehandelt. Werkzeug- und Vorrichtungs-Offsetdaten werden über direkte Eingaben oder über das Netzwerk an den Zellenrechner übermittelt, wobei die Auftragsverarbeitung in statischer oder dynamischer Reihenfolge erfolgt. Die Zellensteuerung ist an ein übergeordnetes System angeschlossen, über das Auftragsdaten und NC-Programme ausgetauscht werden. Zudem wird die Anlage über ein Telefonmodem vom Service betreut. Je nach Erfordernis ist die Anlage in ihrer modularen Struktur ausbaubar auf max. vier Maschinen und vier Be- und Entladestationen, die Speicherplätze können erhöht werden.
– mav 217
Teilen:




















{kind=link}