
Horizontale Bearbeitungszentren gibt es viele. Bearbeitungszentren, die in der Lage sind, komplexe Bauteile in nur einer Aufspannung horizontal fünfachsig an fünf Seiten komplett zu bearbeiten, nicht. Nachfolgend sollen einige wesentliche Aspekte hierzu behandelt werden.
Kubisch auch kleinere Teile erfordern oftmals höchste Performance der Werkzeugmaschine, so z. B. bei hitzebeständigen Stählen, wie sie bei Turboladern eingesetzt werden. Erfordert das Produktionsvolumen dann noch eine doppelspindlige Konfiguration, grenzt sich das Feld möglicher Anbieter nochmals ein. Maschinen für entsprechend kleine Arbeitskuben verfügen oft nicht über die notwendigen Parameter bei statischer und dynamischer Steifigkeit und dem notwendigen Dämpfungsverhalten, dies insbesondere im Bereich der angebotenen Doppelspindler.
Ein weiterer kritischer Punkt, der die Werkzeugkosten und die sonstigen Produktionskosten ganz wesentlich beeinflussen kann, liegt im Prinzip der Beladung. Oftmals bietet sich eine hauptzeitparallele Beladung an, d. h. Fertigteile der Maschine zu entnehmen und mit neuen Rohteilen zu beladen, während die Maschine produziert.
Prozesssichere Maschinenauslegung als Garant für hohe Qualität
Bei Doppelspindlern findet man häufig dazu das Prinzip des Doppelschwenkträgers im Einsatz. Dieses Prinzip hat sich bewährt, insbesondere wenn es um leichtere 4-Achs-Bearbeitungen geht, bei denen die Brücke gleichzeitig als Spannvorrichtungsgrundkörper dient und bei günstiger Spannsituation bis zu 4 Seiten am Bauteil in einer Aufspannung bearbeitet werden können.
Das Prinzip des Doppelschwenkträgers kommt aber dann an seine Grenzen, wenn die Zerspankräfte im oberen Bereich liegen, da der Aufbau der Werkstückschwenkachsen auf der Trommelschwenkachse nur eine begrenzte Steifigkeit des Gesamtsystems erlaubt und die auf der Spindelseite vorgehaltene Zerspanperformance auf der Werkstückseite nur teilweise abgerufen werden kann. Erzielbare Bearbeitungsgenauigkeiten sind ebenso limitiert, da die Abstimmung und Korrektur der Bearbeitungspositionen in den einzelnen Spannnestern laut Anwendern oftmals an Grenzen stößt. Wird eine 5-Achs–5-Seitenbearbeitung erforderlich, braucht es auf beiden Schwenkachsen die erforderlichen B-Achsen, was die Gesamtinvestition in die Anlage weiter steigert.
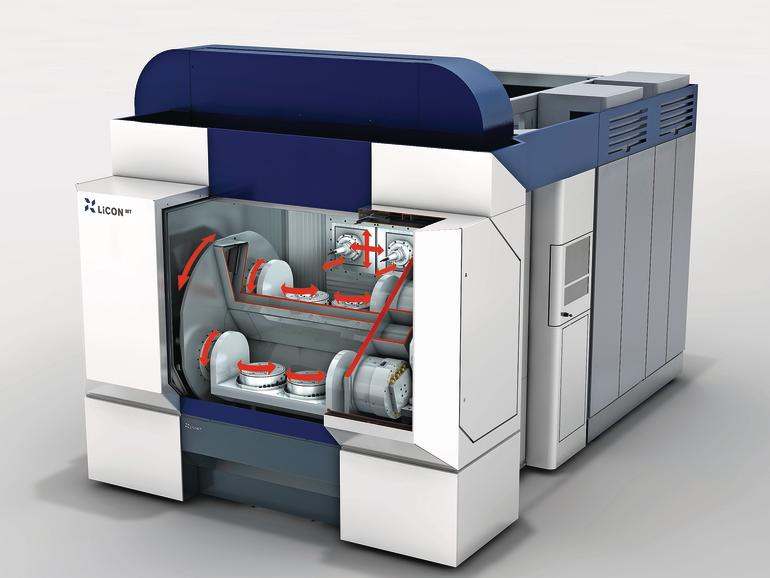
Neben dieser beschriebenen Variante des Doppelschwenkträgers bietet der LiFLEX-Baukasten von Licon zwei weitere Beladungsvarianten: die direkte Beladung in die Maschine auf die Schwenkbrücke oder eine Erweiterung dieser Variante um einen speziell entwickelten und patentierten Palettenwechsler, der die hauptzeitparallele Beladung erlaubt. Beide Varianten vereint, dass die Schwenkbrücke optimal in die Gesamtmaschinenstruktur eingebunden ist. Bezüglich der Gesamt-Zerspanperformance lassen sich somit Spindel- und Werkstückseite perfekt aufeinander abstimmen. Da bei dieser Variante nur eine Schwenkachse zum Einsatz kommt, braucht es hier nur die Hälfte an B-Achsen, was sich positiv auf die Gesamtinvestition auswirkt. Bauraumbedingt erlaubt die Variante mit nur einer Werkstückschwenkachse in der Maschine größere Flugkreise. Deshalb können auch größere und komplexere Spannvorrichtungen eingesetzt werden, die dann gute Voraussetzungen bieten für die 5-Achs-5-Seiten-Komplettbearbeitung.
Bei relativ langen Laufzeiten, hochautomatisierter Beladung und häufigen Umrüstvorgängen kann die Direktbeladung die kostengünstigere Variante darstellen, da in diesem Fall eben nur die Hälfte an Spannvorrichtungen notwendig ist und der Aufwand für die Spannnest-spezifische Überwachung der Produktionsqualität sich damit ebenfalls auf die Hälfte reduziert.
Technologischer Vorsprung durch unabhängige Linearachsen
Häufige Umrüstvorgänge bei größeren und zugleich genauen Bauteilen werden erleichtert, wenn zumindest die Z-Achse oder besser noch alle Linearachsen einzeln korrigiert werden können. Der LiFLEX–Baukasten kann mit seiner i³-Technologie diese Option abbilden, insbesondere bei den Spindelabständen 750 und 1000 mm. Maschinenkonzepte mit 3 oder 4 Spindeln kommen unter diesen Aspekten sehr schnell an ihre Grenzen der sinnvollen Verwendbarkeit.
Was für die Doppelspindler gilt, trifft auch auf die Einspindler zu. Der LiFLEX-Baukasten bietet hierzu unterschiedliche Konfigurationsvarianten. Die LiFLEX 1266 lässt die 5-Achs-Bearbeitung von großkubischen Teilen zu. Der maximale Schwenkkreis der B-Achse beträgt 1400 mm. Die Verfahrwege in X/Y/Z betragen 1200/650/650 [mm]. Auch hier besteht die Option, einen Palettenwechsler einzusetzen. Gerade bei diesen Maschinenkonzepten mit relativ großen Verfahrwegen, die zudem den Einsatz sowohl von HSK100- wie auch HSK63-Spindeln zulassen, braucht es Maschinenstrukturen, die nach den neuesten Entwicklungserkenntnissen gestaltet und sowohl schnell in der Bewegung als auch stark in der Zerspanungsperformance sind.
Ein weiterer Aspekt im modernen Werkzeugmaschinenbau ist der zunehmende Einsatz von Sensorik und dazu gehöriger Auswertungssoftware. Dies bietet heute schon die Möglichkeit, die spezifischen Zerspanungs-Parameter anzupassen auf sich verändernde Randbedingungen z. B. des zu bearbeitenden Rohteils.
Der Ersatz des Kühlschmierstoffs durch die Minimalmengenschmierung (MMS), um die Produktionskosten weiter zu senken, wird in den letzten Jahren immer mehr deutlich. Sämtliche Konfigurationsvarianten im LiFLEX-Baukasten sind diesbezüglich ausgelegt.
Licon mt GmbH & Co. KG www.licon.com
Der Autor
Winfried Benz,
Geschäfsführer, Licon mt
Teilen:




















{kind=link}