













Drei Achsen in der Spindel und kein Einfluss des Werkstückgewichts auf das Bearbeitungsergebnis: Das sind in wenigen Worten die Hauptvorteile, die eine Fahrständermaschine bei der Bearbeitung großer und sperriger Werkstücke bietet. Doch es gibt noch eine Menge weiterer Gründe, warum immer mehr Bearbeitungszentren dieser Bauart angeboten werden.
Autor: Peter MerkelE-Mail: Merkel-Graben@t-online.de
Wenn große und schwere Werkstücke spanend bearbeitet werden müssen, beeinträchtigen die großen zu bewegenden Massen die Dynamik der Werkzeugmaschine. Deshalb hat man bei Maschinen für solche Bedarfsfälle schon immer versucht, möglichst alle Bearbeitungsachsen in den Ständer zu verlegen. Mit anderen Worten: Das Prinzip einer Fahrständermaschine ist nicht neu – Stichwort Plattenbohrwerk. Und wer kennt nicht die alten Bettfräsmaschinen, bei denen der Tisch ruhte und der lange Ausleger des am Tisch verfahrenden Ständers ähnlich der Traghülse bei einem Plattenbohrwerk für die Querbewegung des Werkzeuges sorgte. Nach ähnlichem Prinzip sind auch die heutigen Fahrständermaschinen aufgebaut. Grundsätzlich ist der Tisch das statische, das ruhende Moment. Das bringt in erster Linie den Vorteil, dass das Werkstückgewicht keinen Einfluss auf die Bearbeitungsgenauigkeit und Dynamik hat. Da die Hauptspindel bei dieser Maschinenkonzeption in allen 3 Achsen verfährt, herrschen auf jeden Fall definierte Kräfte am Werkzeug.
Fahrständermaschinen werden ihrer besonderen Vorteile wegen also in erster Linie für gewichtige Werkstücke eingesetzt. Diese meist vertikalen Bearbeitungszentren können bauartbedingt in aller Regel in der X-Richtung nahezu beliebig verlängert werden. Vorteil für den Werkzeugmaschinenhersteller: Er kann aus einem meist modularen Baukasten für die unterschiedlichsten Bedarfsfälle Fertigungslösungen sowohl für kleine Teile im Würfelformat als auch für lange Werkstücke mit großen-X-Verfahrbereichen anbieten.
Lange Einzelteile und Pendelbearbeitung
Die Liste der Vorteile eines modernen CNC-Fahrständerbearbeitungszentrums ist lang. Zum einen lassen sich auf diesen Maschinen lange, sperrige Werkstücke aufnehmen und ohne umzuspannen fertig bearbeiten. Andererseits erlauben diese langen Aufspannflächen Mehrfachspannungen. Können mehrere gleiche Teile aufgespannt werden, bedeutet dies, dass erheblich an Werkzeugwechselzeit eingespart werden kann und die Maschinenlaufzeit verlängert wird.
Auf den meisten längeren Fahrständermaschinen kann auch im Pendelbetrieb gearbeitet werden. Während der Fahrständer an der einen Seite des Tisches ein oder mehrere Werkstücke bearbeitet, können auf der anderen Seite hauptzeitneutral bereits neue Werkstücke aufgespannt oder gar umgerüstet werden. Bei den kürzeren Fahrständermaschinen übernimmt meist ein schwenkbarer Palettentisch die Aufgabe des hauptzeitparallelen Rüstens.
Diese Vielfalt der Bearbeitungsmöglichkeiten ist natürlich ein starkes Argument für mittelständische Zulieferbetriebe, die meist nicht genau wissen, was für Teile und Aufträge irgendwann zu bearbeiten sind. So auch bei der Firma Eggert GmbH in Walpertshofen, die mit ihren Fahrständer-Maschinen von Matec stellvertretend für viele eine interessante Marktnische in der Großteilebearbeitung gefunden hat.
Naturgranit als Gestellwerkstoff
Üblicherweise werden die Betten der Fahrständermaschinen aus Grauguss oder als Schweißkonstruktion gefertigt. Doch es gibt auch Exoten. So schwört Bautz, dessen Maschinen jetzt von der Reform-Gruppe in Fulda angeboten werden, auf Naturgranit als Basiswerkstoff.
Das kastenförmige Maschinenbett sowie die beiden darauf aufgebauten Horizontalschlitten sind hier aus einem besonders homogen feinkörnigen und spannungsfreien Granit (Impala) geschnitten. Das garantiert zum einen hohe Steifigkeit und Schwingungsdämpfung, sorgt aber andererseits auch für sehr geringe Wärmedehnung und zeichnet sich durch geringes, spezifisches Gewicht aus. Trotz der kompakten Bauweise lassen sich bei immerhin bis zu 1 350 mm X-Weg recht große Werkstücke bis zu 1 t Gewicht bearbeiten.
Gleitführungen haben Vorteile bei schweren Schnitten
Über die optimale Führung des in drei Achsen verfahrbaren Werkzeugträgers bei Fahrständermaschinen gibt es unterschiedliche Ansichten. So schwören Axa und Hedelius wegen der damit erzielbaren hohen Oberflächengüten am Werkstück auf Gleitführungen in allen Achsen. Nur auf besonderen Wunsch des Kunden kommen Linearführungen zum Einsatz.
Die Begründung ist ebenso einfach wie einleuchtend. Wenn es um hohe Präzision bei größeren Werkstücken geht, dann sei die Gleitführung überlegen. „Für schwere Schnitte und bei der Hartbearbeitung ist die Gleitführung immer noch unschlagbar“, so Dipl.-Ing. Ralf Schiller, Geschäftsführer von Axa. „Hier muss man das ganze System betrachten. Wenn dann aller-dings die Hochgeschwindigkeitsbearbeitung speziell bei kleineren Werkstücken ins Gespräch kommt, dann sieht das schon wieder anders aus.“
Innovativ: Lineare Achsantriebe
Auch bei den Achsantrieben ist in der letzten Zeit einiges in Bewegung geraten. Hier zeigt sich Deckel Maho als Pionier. Die in Seebach entwickelte und gebaute DMF 220 glänzt durch Linearmotoren. Da hat die Branche aufgehorcht. Schließlich herrschte bisher die Ansicht, dass so ein Fahrständer durch seine hohe Beharrungskraft einen gewissen „Peitscheneffekt“ bei hohen Beschleunigungen bewirke. Und außerdem hätten Linearantriebe nicht genügend hohe Vorschubkräfte, um wirtschaftlich zerspanen zu können. Nun muss aber mit derartigen Antrieben nicht unbedingt auf hohe Beschleunigung gefahren werden. Mit 1 g sind schnell Vorschübe erreicht, die den zunehmend geforderten Ansprüchen der HSC-Bearbeitung entsprechen. Und was die Vorschubkräfte betrifft, so liegen die modernen Asynchronantriebe durchaus im Bereich traditioneller Kugelgewindetriebe. Mit deren Einsatz sind übrigens auch die Probleme der magnetischen Abschirmung gelöst. Zwar müssen Linearantriebe zusätzlich gekühlt werden. Doch die Gildemeister-Gruppe kühlt ohnehin ihre Maschinenständer. Daher ist der zusätzliche Aufwand beim Einsatz von Linearantrieben minimal.
Mit 2 200 und 3 000 mm X-Weg sind es bei Deckel-Maho relativ „kleine“ Maschinen, mit denen man in erster Linie den Werkzeug- und Formenbau im Visier hat. Mit 35 kW an der Spindel bei max 12 000 1/min werden 130 Nm realisiert. Mit einer durch die Linearmotoren aufgebrachten Vorschubkraft von 8 kN ist die Maschine derzeit in der Oberklasse angesiedelt. Und HSC-Bearbeitung ist für diese Fahrständermaschine kein Fremdwort.
Zahnstangenantrieb für lange X-Wege
Mit TCG Norte lebt eine alte Tradition der Fahrständermaschinen weiter. Bemerkenswert ist bei den langen X-Wegen der Fahrständer-Maschinen die Art des Antriebes. „Kugelrollspindeln sind in diesen Längen immer problematisch hinsichtlich Beschleunigung und Laufruhe“, meint Karl-Heinz Donner, Geschäftsführender Gesellschafter bei Norte. „Die Lösung ist so einfach wie elegant. Bei der Umstellung auf digitale Antriebe kam höhere Dynamik in die Maschine. Da haben wir das schon lange bekannte Prinzip Zahnstange/Ritzel wiederentdeckt, jetzt allerdings versehen mit modernster Steuerungselektronik.“
Im Klartext: Jetzt sitzt mittig im Maschinenbett eine schräg verzahnte Zahnstange. Jeweils rechts und links am Kreuzschlitten bewegen 2 Digitalantriebe über elektronisch geregelt gegeneinander verspannte Zahnräder den Fahrständer über diese Zahnstange. Dieses spielfreie System des Achsantriebes ist äußerst präzise, so dass sich die Genauigkeit der Maschinen bei Norte dadurch erhöht hat. Übrigens kann mit Achsbeschleunigungen von bis zu9 m/sec gefahren werden.
Fast alle Anbieter haben neben starren, vertikalen Arbeitsspindeln unterschiedlicher Drehzahlbereiche und Leistungen auch schwenkbare Arbeitsspindeln für die 5-Seiten-Komplettbearbeitung in einer Aufspannung im Programm.
Schwenkbare Arbeitsspindeln
Wahlweise gibt es oft auch automatisch indexierende oder NC-gesteuerte Schwenkfräsköpfe. Bei Matec gibt es beispielweise einen um 690° CNC schwenkbaren Spindelkopf für Horizontal- und Vertikalbearbeitung mit Hirthverzahnung, der standardmäßig alle 3° rastbar und mit einer Motorspindel mit 16 kW Antriebsleistung ausgerüstet ist. Darüber hinaus gibt es aber auch NC-gesteuerte Schwenkköpfe, mit denen dann in Verbindung mit einem NC-Rundtisch auch simultane 5-Achs-Bearbeitung möglich wird. Hier reichen dann die Drehzahlen bis in den HSC-Bereich.
Tiefbohren und Fräsen an schweren Werkstücken
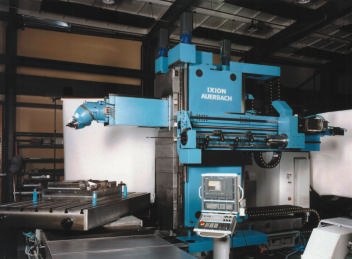
Bei Auerbach gibt es sogar eine Fahrständermaschine, in die eine Tiefbohrspindel integriert ist. Mit 7 kW Leistung lassen sich damit in einem Zug Tiefbohrungen mit max. 32 mm Ø bis zu 2 000 mm Tiefe herstellen. Und auch hier sind X-Weg-Länge sowie Ständerhöhe modular an Kundenanforderungen anpassbar. Wer sich den Umbau von Tiefbohren auf Fräsen sparen will, der kann sich in diese Maschinen auch eine zusätzliche Hauptspindel mit 20 kW, 6 000 1/min und SK 50 einbauen lassen.
Stangenbearbeitung
Bei Stama wird nicht nur seit Jahrzehnten der Fahrständer in allen Varianten gepflegt. Die neueste Generation bietet sogar die Möglichkeit, von der Stange oder im Futter zu bearbeiten. Was bislang den Drehmaschinen vorbehalten war, ist jetzt vorteilhaft in die Fahrständermaschinen integriert. Das erleichtert mannlose Schichten ohne erheblichen und teuren Automatisierungsaufwand.
Fahrständerprinzip auch bei Sondermaschinen
Aber auch Sondermaschinen bauen auf das Fahrständerprinzip. SSB in Bielefeld erstellt viele seiner Sondermaschinen auf einem eigenen Fahrständermodul. „Mit dem Langbett und Fahrständer lassen sich unterschiedliche Lösungen bei Pendelbearbeitung durchführen“, so Geschäftsführer Dieter Slowik. „Dabei lassen sich ein oder zwei Ständer auch mit Doppelspindel einsetzen.
Für den Pendelbetrieb mit Mehrfachspannung baut auch Norte traditionsgemäß Zweispindler. Das ist besonders bei Großserienfertigern wegen der hohen Produktivität beliebt. Doppelspindler baut auch Witzig & Frank. Diese Maschinen haben bis 1 720 mm X-Weg. Auch hier wird bei Pendelbearbeitung vor allem an Nebenzeiten gespart. Ein Schwenkspanner an jeder Station ermöglicht Fünfseiten-Fertigbearbeitung. Durch Rundtische und Schwenkeinheiten ist zudem Fünfachsbearbeitung eingebaut.
Bei Danobat gibt es für die unterschiedlichsten Anwendungen einen ausgefeilten Modulbaukasten, aus dem sich richtig große Maschinen für ganz große Werkstücke zusammenstellen lassen (siehe Seite xx). Das beginnt bei 1 500 mm X-Weg und hört selbst bei 20 m noch nicht auf.
Bleibt man bei den ganz großen Maschinen fällt natürlich auch der Name Union. Dieses wohl zu den traditionsreichsten Werkzeugmaschinenherstellern gehörende Unternehmen hat schwere Zeiten hinter sich. Nach der DDR-Zeit ging es durch verschiedene Hände und musste schließlich noch in Folge der Pleite von Dörries Scharman selbst Konkurs anmelden. Doch die damalige Belegschaft von 100 Mitarbeitern nahm den Betrieb durch persönliche Beteiligung in die eigene Hand. Heute werden bei Union wieder Bohrwerke und Fahrständermaschinen der großen Klasse gebaut.
Für ganz große Teile
Immerhin konnte bereits im vergangenen Jahr die 100ste nach der Neugründung 1997 gefertigte Maschine beim Kunden in Betrieb genommen werden. Bei diesen Maschinen ist sowohl die X-Weglänge als auch die Höhe des Ständers und damit der Y-Achse kundenspezifisch anpassbar. Mit entsprechenden Fräsköpfen und integrierbaren Rundtischen ist Fünf-achsbearbeitung möglich.
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}