


Vorschübe verdoppelt, Standzeiten verfünffacht – das ist die Bilanz beim Unternehmen Ferdinand Bilstein in Ennepetal. Dabei hat der weltweitanerkannte Hersteller für Pkw- und Nkw-Ersatzteile nur von einem zwei- auf einen dreischneidigen Bohrer gewechselt. Wie sich zeigt, bringt der neue Spiralbohrer der Serie TRS von OSG allerdings noch eine ganze Reihe weiterer Vorteile.
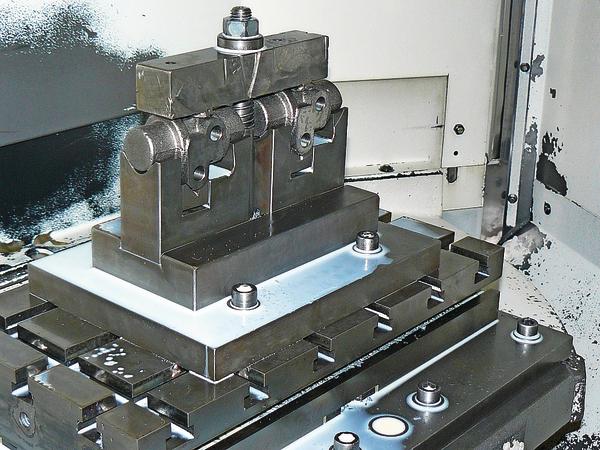
Ein guter Sportwagen bringt sein maximales Drehmoment bei entsprechender Drehzahl. So muss man wohl auch die Effizienz der OSG-Werkzeuge sehen, denn Jörg Buchwald, NC-Programmierer beim Unternehmen Ferdinand Bilstein in Ennepetal kennt sich mittlerweile damit aus: „Umso mehr wir mit den OSG-Werkzeugen ,Gas geben‘ und Vorschübe erhöhen, umso besser funktionieren die.“ Der aktuelle Einsatz für den auch dieses Urteil gilt, ist der neue Spiralbohrer TRS von OSG. In Ennepetal wird er u.a. für das Bohren von Kipphebelböcken aus Guss eingesetzt. Kein Exotenmaterial also, aber bei Guss sind es ja häufig Einschlüsse und Lunker, die die Bearbeitung erschweren bzw. unberechenbar machen.
Dreischneider mit Innenkühlung
Wie es scheint, läuft das mit dem TRS aber alles wie geschmiert. Nicht nur wegen der Innenkühlung des Bohrers, sondern wegen der drei Schneiden. Die bringen zunächst nach Auskunft der Verantwortlichen Laufruhe und die notwenige Präzision. Dabei geht es weniger um die Oberflächenbeschaffenheit der Bohrungen, sondern vielmehr um die präzise Lage zueinander. Es ist eine Durchgangsbohrung mit einem Durchmesser von 10,5 mm und einer Bohrtiefe von 60 mm. Im Anschluss wird die Bohrung noch ausgespindelt. Die besseren Zentrierungseigenschaften, durch die nahezu kein Bohrerverlauf festzustellen ist, führt OSG Geschäftsführer Yasushi Suzuki hauptsächlich auf die drei Schneiden zurück: „Durch die drei Schneiden und damit die drei Führungsfasen erzielen wir eine bessere Stabilität und Steifigkeit des Werkzeugs. Das heißt, der Bohrer arbeitet ähnlich wie eine Reibahle.“ Ein Spiralbohrer mit drei Schneiden, eigentlich unvorstellbar.
Der Erfolg gibt dem japanischen Premiumhersteller aber Recht, denn neben der Präzision ging es in Ennepetal natürlich auch um Produktivität. Auch deshalb führt Buchwald vor Investitionen Wirtschaftlichkeitsberechnungen durch. Das war auch beim TRS so: „Wir hatten die Werkstücke bis dahin mit einem klassischen Vollhartmetallbohrer bearbeitet. Das ging auch gut, die Bohrer waren nur langsamer und die Standzeiten waren uns zu gering. Als uns dann der neue Bohrer vorgestellt wurde, habe ich mich mit den möglichen Vorschüben und der Standzeit beschäftigt, die ja eine bessere Maschinenauslastung bringen sollten. Und es geht bei uns auch darum, Werkzeugkosten einzusparen. Wirklich wirtschaftlich ist das nur über die Standzeit möglich und nicht über den Invest.“
Unempfindlich auch bei doppeltem Vorschub
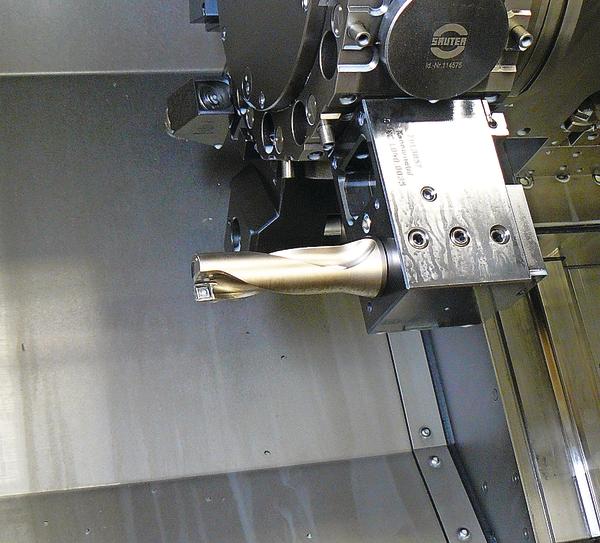
Mit dem TRS hat man die Vorschübe von 3/10 auf 6/10 mm bei etwa gleicher Schnittgeschwindigkeit verdoppelt. Was die Definition der Standzeit angeht, ist man dagegen noch etwas vorsichtig, weil Guss unterschiedliche Problemzonen aufweisen kann. Aber man hat mit dem TRS teilweise schon 500 Prozent mehr Standzeit erreicht, als mit den herkömmlichen Bohrern. Waren das bis dahin noch 200 – 300 Bauteile, werden heute mit dem OSG-Werkzeug schon mal 1000 Stück gebohrt. Dass der TRS trotz dieser hohen Vorschübe so unempfindlich wirkt, liegt einerseits am Knowhow von OSG und auch mit an der dritten Schneide. Eine Bohrung mit Durchmesser 10 mm macht der TRS mit 10 Umdrehungen und einem Vorschub von 1,0 mm pro Umdrehung. Die klassischen Bohrer dagegen benötigen 100 Umdrehungen mit 0,1 mm Vorschub.
Hohe Schnittwerte bei vielen Werkstoffen
Dass dieses Konzept mittlerweile auch bei Kohlenstoffstählen und legierten Stählen wie CroMo mit hohen Schnittwerten sehr erfolgreich eingesetzt wird, macht deutlich, dass es bei den unterschiedlichsten Materialien funktioniert. Yasushi Suzuki macht hier allerdings eine Einschränkung: „Damit der TRS diese Leistung bringen kann, müssen auch die Maschine, der Bediener, die Vorrichtung und auch die Werkzeugaufnahme stimmen. Das heißt, um solche Ergebnisse wie bei Bilstein zu erreichen, ist eine gute Technik Grundvoraussetzung.“
Mit einem Bohrer zusätzliche Potenziale bei der Maschine, einem Heller Bearbeitungszentrum MC 16, zu schaffen und die Prozesssicherheit zu erhöhen, das waren vorrangig die Ziele in Ennepetal.
Beachtliche Kosteneinsparung realisiert
Diese Ziele hat man erreicht. Stellt sich abschließend nur die Frage, zu welchem Preis? Eine Rechnung, die für Buchwald allerdings immer aufgeht: „Wir legen sehr viel Wert auf Qualität und die kostet Geld. OSG hat in dieser Klasse aber ein stimmiges Preis-Leistungs-Verhältnis. Wie schnell sich das zumindest bei uns rechnet, macht der Einsatz eines Wendeplattenbohrers plus einem Gewindeformer von OSG deutlich. Durch diesen Einsatz haben wir bei nur einer Losgröße Kosteneinsparungen von 2000 Euro erzielt.“ Das ist speziell in einem Markt, der durch großen Wettbewerb geprägt wird, sicher ein Argument, denn diese geldwerten Vorteile gibt das Unternehmen Bilstein in den Markt weiter.
Interessantes am Rande
Der Einsatz des Spiralbohrers TRS von OSG führt auch zu einer Reduzierung der Oberflächenverhärtung. Das hat zur Folge, dass optimale Voraussetzungen für einen eventuellen Gewindebearbeitungsprozess geschaffen sind bzw. die Standzeiten der Folgewerkzeuge erhöht werden.
Teilen:




















{kind=link}