




Krauss Maffei Berstorff zählt zu den führenden Anbietern von Extrusionsanlagen für die Herstellung und Verarbeitung von Kunststoffen und Kautschuk. Das Leistungsspektrum reicht dabei von einzelnen Maschinen bis zu fertigen Gummiartikeln und Reifenhalbzeugen aus automatisierten Anlagen. Durch die Optimierung der Arbeitsschritte gelang es, in Zusammenarbeit mit Ingersoll, bei einem Bauteil die Fertigungszeit zu senken und die Oberflächenqualität zu verbessern.
Moderne Autoreifen sind ein Hightech-Produkt geworden. Anspruchsvolle Automobilhersteller formulieren bis zu 50 Anforderungskriterien, denen ein Reifen entsprechen muss. Die wichtigsten Anforderungen sind: Reifen müssen die Brems-, Antriebs- und Seitenkräfte eines Fahrzeugs auf die Fahrbahn übertragen. Dies muss ein Reifen auf trockener und nasser Fahrbahn, bei Schnee und Eis gewährleisten. Ein Reifen besteht aus mehr als zehn verschiedenen Gummimischungen und aus bis zu 25 einzelnen Bauteilen. Für diese Anforderungen bietet Krauss Maffei Berstorff moderne und leistungsfähige Extrusionsanlagen, die einen entscheidenden Beitrag zum Qualitätsstandard moderner Reifensysteme liefern.
Die umfangreichen Produktpaletten der Reifenhersteller bestimmen die Mischungs-, Dimensions- und Programmwechsel innerhalb der Produktionslinien. Die Multiplex-Köpfe jeder Extrusionsanlage werden zum Gradmesser für Qualität und Effizienz in der Reifenherstellung. Die Köpfe von Krauss Maffei Berstorff ermöglichen sehr kurze Rüstzeiten bei Dimensionswechsel ohne Mischungswechsel. Dies minimiert den Ausschuss und lässt die Produktion schneller wieder anfahren.
Produktionsoptimierung mit modernen Werkzeugen
Besonders die Herstellung der Einsätze für die Multiplex-Extrusionsköpfe wird in Hannover systematisch auf Optimierungspotenzial geprüft. Aus diesem Anlass kam die Anfrage an Lars Schrader, den zuständigen Ingersoll Repräsentanten, eine umfassende Fertigungsoptimierung der Bauteile für die Multiplex-Extrusionsköpfe auf Basis der bereits 16-jährigen Zusammenarbeit zu erarbeiten. Die Federführung übernahm Michael Tobisch, einer der erfahrensten Ingersoll Anwendungstechniker.
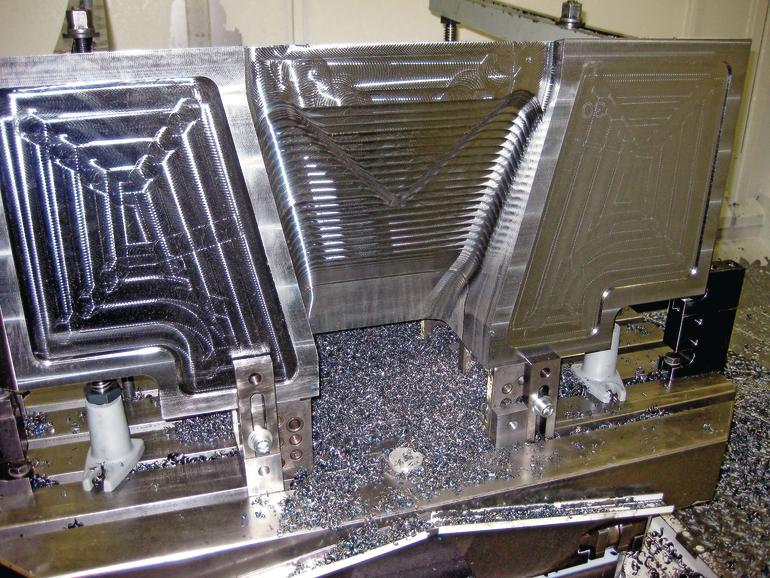
Bearbeitet werden sollte das Bauteil mit der Bezeichnung „Einsatz“ aus dem Material Multiform-SL – einem universell einsetzbaren Werkzeugstahl mit gleichmäßiger Härte über den Querschnitt mit hoher Wärmeleitfähigkeit. Als Testmaschine fiel die Wahl auf eine Starrag Heckert HEC1250 mit Werkzeugaufnahme HSK-A100 und einer Spindelleistung von 28 kW bei 100 % ED.
Konkrete Ergebnisse
Die Bearbeitung wird in Vorfräsen Kontur und Fertigfräsen Kontur aufgeteilt. Das Vorfräsen wurde in drei Arbeitsschritten ausgeführt:
Vorfräsen Kontur – bis zu einer Tiefe von 95 mm wurde die Vorbearbeitung mit einem Formmaster Plus mit 66 mm Durchmesser durchgeführt. Mit dem Werkzeug konnte eine Einsparung von 23 Minuten erzielt werden.
Vorfräsen Kontur – ab einer Tiefe von 95 mm hat sich das Werkzeug Formmaster Pro bewährt. Besonders die Riffel-Wendeschneidplatte RCLT1204 zeichnet sich durch vibrationsarme Bearbeitung an langen Verlängerungen sowie durch geringe Leistungsaufnahme aus. Auch bei dieser Bearbeitung konnte eine Einsparung gegenüber dem Istzustand erreicht werden.
Vorfräsen Kontur – für den Abtrag des Restmaterials hat ein Formmaster Plus Werkzeug mit 32 mm Durchmesser besonders überzeugt. Die Bearbeitungszeit für diesen Arbeitsschritt konnte von 90 Minuten auf 69 Minuten reduziert werden. Die Einsparung von 21 Minuten viel deutlich aus.
Fertigbearbeitung
Vorschlichten Grund – für die erste Schlichtbearbeitung wurde ein Formmaster Plus Werkzeug mit 20 mm Durchmesser gewählt. Diese relativ zeitaufwändige Bearbeitung konnte gegenüber dem Istzustand um 55 Minuten reduziert werden.
Schlichten der Flanken – bei der Schlichtbearbeitung der Flanken ist die neue Werkzeugserie Formmaster V besonders erfolgreich. Es wurden 54 Minuten Bearbeitungszeit gegenüber dem Istzustand eingespart. Ein weiterer, vielleicht noch gravierenderer Vorteil des neuen Werkzeugs war die Tatsache, dass die erzeugte Oberfläche so gut war, dass das Vorschlichten eingespart werden kann.
Schlichten Grund – zur Schlichtbearbeitung der Grundflächen wurde ein Schlichtwerkzeug der Serie Finish-Ball erfolgreich eingesetzt. Die Zeiteinsparung mit diesem Werkzeug betrug 54 Minuten im Vergleich zu der bisher etablierten Bearbeitung.
Schlichten Radien – das Radienschlichten wurde mit einem 6 mm Inballnose Vollhartmetallwerkzeug ausgeführt. Auch bei dieser Bearbeitung konnten 38 Minuten Fertigungszeit eingespart werden.
Fazit
„Das Ergebnis der Zusammenarbeit ist unter Berücksichtigung der bereits erfolgten Optimierungen sehr gut, und das bei verbesserter Oberflächengüte“, kommentiert Torsten Przytarski, CNC Programmierung Kraus Maffei Berstorff, die gemeinsam erreichten Verbesserungen. Es konnte bei jeder Bearbeitung eine Zeitersparnis erreicht werden. Weiterhin wird eine deutlich bessere Oberflächenqualität erzielt, wodurch zum Teil Operationen eingespart werden konnten. Die Zeiteinsparung summiert sich insgesamt auf 250 Minuten und die Kostensenkung pro Bauteil beträgt 14 Prozent. Dies ist umso bemerkenswerter, da es sich um eines der wichtigsten Bauteile der eigenen Produktion handelt, das auch in der Vergangenheit immer im Fokus stand und schon häufiger optimiert wurde.
Ingersoll Werkzeuge GmbH www.ingersoll-imc.de
Teilen:




















{kind=link}