

In einem Radlager gibt es mehrere Bohrungen, die durch gleich große Querbohrungen gekreuzt werden. Deren innenliegenden Grate können in mühsamer Handarbeit mit Entgratschabern und Bürsten entfernt werden. Eleganter und zeitsparender ist allerdings die Variante, die Heule Precision Tools und ihre Schweizer Ländervertretung Eisenbart für den Präzisionsfertiger Knoepfel ausgetüftelt haben.
Die Knoepfel AG aus Walzenhausen in der Schweiz ist spezialisiert auf die Herstellung von komplexen, hochgenauen mechanischen Bauteilen. Aufgrund seiner prozessorientierten Vorgehensweise und der „Nullfehler“-Mentalität qualifiziert sich der Präzisionsfertiger dabei nicht nur für die Serienfertigung, sondern auch für die Herstellung von Kleinserien sowie Einzelteilen.
Das Unternehmen investiert kontinuierlich in die automatisierte Fertigung und in neue Produktionstechnologien im Hochgenauigkeitsbereich. So kann dem Kunden auch für anspruchsvolle Anwendungen eine funktionssichere und wirtschaftlich gut geeignete Fertigungsstrategie präsentiert werden.
Automatisierung löst Handarbeit ab
Eine solche Strategie war vor einiger Zeit für die Herstellung eines Radlagers aus hochfestem Stahl gefragt. Dem Kunden konnte rasch ein überzeugendes Konzept präsentiert werden, woraufhin die Produktion der mehreren hundert Bauteile jährlich aufgenommen wurde.
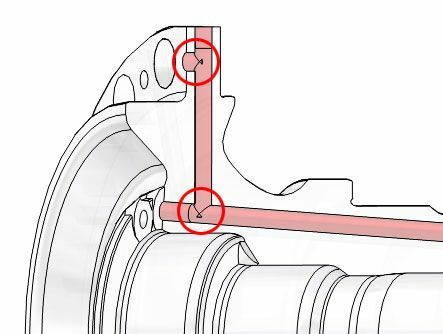
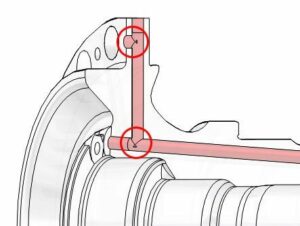
Man stellte jedoch bald weiteres Automatisierungspotenzial fest: Im Werkstück befinden sich mehrere Bohrungen mit Durchmesser 7,0 mm, die durch gleich große Querbohrungen verschnitten werden. Bis dahin wurden die innenliegenden Grate an den Bohrungsverschneidungen in mühsamer Handarbeit mit Entgratschabern und Bürsten entfernt.
Zukünftig sollte dieser Prozessschritt automatisiert innerhalb des Bearbeitungszentrums erfolgen, damit die hochgenauen Bauteile komplett fertig produziert und gratfrei der Maschine entnommen werden können.

Für andere Anwendungen setzte Knoepfel bereits mechanische Entgratwerkzeuge des Herstellers Heule Precision Tools ein. Daher wandte man sich an die offizielle Ländervertretung von Heule für die Schweiz, an die Eisenbart GmbH. Schnell war eine Lösung gefunden: ein eigens für Knoepfel konfiguriertes Werkzeug Cofa-X aus der X-Bores-Reihe, das in den Produktionsstätten von Heule im Beisein des Kunden Kloepfel getestet wurde.
Cofa-X – das Entgratwerkzeug für die kundenspezifische Anpassung
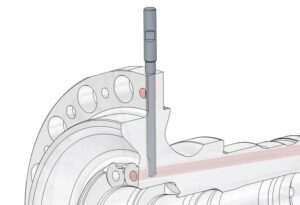
Dieses Werkzeugkonzept wird von Heule immer anwendungsspezifisch ausgelegt. Es eignet sich für sich kreuzende Bohrungen bis zu einem Verhältnis von Hauptbohrung zu Querbohrung von 1:1 und auch für Anwendungen mit Achsversatz. Das Anwendungsfeld des Cofa-X startet ab Bohrdurchmesser 5,0 mm. Das Entgratwerkzeug entfernt den Grat von innenliegenden Bohrungsverschneidungen mit großen Überhöhungen.

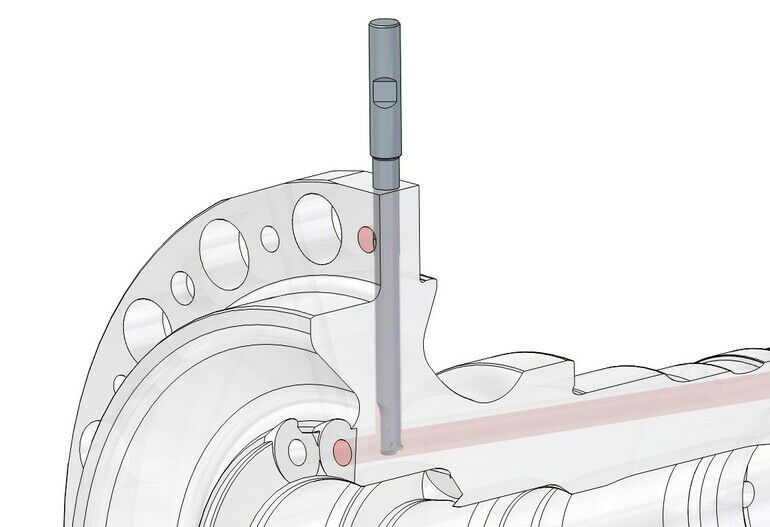
Diese mechanische Entgratlösung für Querbohrungen ist zuverlässig im CNC-Betrieb einsetzbar und erhöht dabei die Prozesssicherheit. Im Einsatz – beispielsweise für eine Bohrungsentgratung rückwärts – wird das Entgratwerkzeug außermittig bis hinter die zu entgratende Bohrungskante gefahren. Für die Entgratung wird es zurück auf Offsetwert 0 bewegt.
Anschließend erfolgt im Arbeitsvorschub rückwärts das Entgraten. Dabei werden die Bohrungskanten bearbeitet, ohne einen Sekundärgrat zu verursachen. Am Ende des Entgratvorgangs der Querbohrung schwenkt das Messer in den Grundkörper ein und das Werkzeug fährt im Eilgang aus der Bohrung heraus. Dies ohne die Spindel stoppen zu müssen.
Zeitersparnis von 12 Minuten pro Bauteil
Während der ersten Tests bei Heule zeigte sich, dass der Werkstoff die größte Herausforderung darstellt, da dieser durch die Bearbeitungswärme noch härter wird. Nach kleinen Optimierungen am Werkzeug konnte Knoepfel weitere Tests in den eigenen Produktionshallen durchführen, welche rasch zu großer Begeisterung hinsichtlich Prozesssicherheit und Entgratresultat führte. So wurde das X-Bores Werkzeug in die Serienproduktion aufgenommen und hat sich seither bestens bewährt.
Durch die Eliminierung der mühsamen manuellen Entgratung werden pro Werkstück bis zu 12 Minuten eingespart, was bei einer Serie von 1.400 Werkstücken jährlich rund 280 Stunden ausmachen. Die wegfallende manuelle Arbeit schafft zudem die Möglichkeit, den freigewordenen Mitarbeitenden an anderer Stelle im Produktionsprozess einzusetzen.
Auch Daniel Boehrer, Zerspanungsfachmann CNC-Drehen bei Knoepfel, zeigt sich angetan von der neuen Lösung und insbesondere von den hohen Standzeiten: „Ich kontrolliere das Werkzeug jeweils nach ungefähr 300 Teilen. Meist zeigt sich, dass das Messer immer noch einwandfrei funktioniert.“
Thomas Dietsche, Leiter Produktion und Technik bei Knoepfel, erfreut sich insbesondere am stabilen und zuverlässigen Prozess: „Wir müssen uns keine Sorgen mehr machen, dass störende Grate stehen bleiben und können uns anderen Herausforderungen zuwenden.“
Auch von der persönlichen Betreuung durch Thomas Eisenbart, Inhaber der Eisenbart GmbH, ist das ganze Team der Knoepfel AG überzeugt. Er übernahm die wichtige Koordinationsaufgabe zwischen Heule und Knoepfel und unterstützte bei Fragen mit seinen technischen Kenntnissen der Heule Werkzeuge. (eve)




















{kind=link}