
Die Aufgabenstellung war auch für TBT Tiefbohrtechnik, einem süddeutschen Spezialisten für Tiefbohrmaschinen und -werkzeuge, eine nicht alltägliche Herausforderung: Es galt, rund 3500 Durchgangsbohrungen in zwei Wärmetauscherböden aus anspruchsvollem Edelstahl sehr schnell, prozesssicher und präzise einzubringen. Der Auftrag gelang dank des Einsatzes von Wendeschneidplatten-Einlippenbohrern. Autor: Dr.-Ing. Thomas Bruchhaus, Verkaufsleiter Nord bei TBT
Bei Rohrbündel-Wärmetauschern, in denen Wärmetauscherböden die Vielzahl von parallel angeordneten Rohren halten, sind hochpräzise Bohrungen mit sehr guter Oberflächenqualität gefragt. Weil 25 % des Bauteilvolumens zerspant wird, entsteht dabei sehr viel Wärme im Bauteil, die dem Prozess mit entsprechend effektiven Kühlverfahren entzogen werden muss. Die Bohrtiefe beträgt etwa das 10-fache des Durchmessers: Konventionelle Bohrverfahren eignen sich daher in der Regel nicht für die Bearbeitung. Tiefbohrverfahren sind hier besonders prädestiniert, weil sich mit ihnen prozesssicher tiefe Bohrungen mit hohen Zeitspanvolumina bohren lassen. Die Bohrungsqualität liegt außerdem weit über der von Kurzlochbohrern, und die Prozesswärme lässt sich durch den prozessbedingt hohen Einsatz von Kühlschmierstoffen ideal abführen.
Die TBT Tiefbohrtechnik GmbH + Co. erhielt den Auftrag, in rund zwei Arbeitswochen in zwei Wärmetauscherböden (D=1665 mm) jeweils 1752 Bohrungen einzubringen. Die Lohnbohrabteilung von TBT besitzt etwa 30 Tiefbohrmaschinen: Sie kann Bohrungen im Durchmesserbereich von 0,6 bis 70 mm mit maximalen Bohrtiefen von 1500 mm in einem Zug herstellen. Statt der Bearbeitung auf einer mehrspindligen Tiefbohrmaschine kam wegen der kleinen Losgröße nur das Einlippenbohren auf einem einspindligen Tiefbohr-Bearbeitungszentrum infrage. Bis vor kurzem hätte TBT einen konventionellen gelöteten Einlippen-Tiefbohrer eingesetzt. Doch wegen der knappen Zeitvorgaben entschied sich die Lohnbohrabteilung für ein Werkzeug aus der neuen Wendeschneidplatten-Einlippenbohrer-Familie Serie 10.
Komplex ausgelegter Stahlgrundkörper
Die Werkzeuge ähneln beim Grundaufbau dem gelöteten Einlippenbohrer: Sie verfügen aber statt des Vollhartmetallkopfes über einen komplex ausgelegten Stahlgrundkörper, in den die für das Tiefbohren typischen Schneiden und Führungsleisten mit Klemmschrauben montiert sind. Diese soliden Stahlköpfe sind wiederum auf einen Stahlschaft aufgelötet, der über ein Spannelement in der Spindel der Maschine aufgenommen wird. Der Zerspanprozess lässt sich über unterschiedliche Schneidenausführungen an die Bearbeitungsaufgabe anpassen: Es hat sich bewährt, mit einem positiven Spanwinkel die Spanbildung zu verbessern und den Vorschub zu steigern.
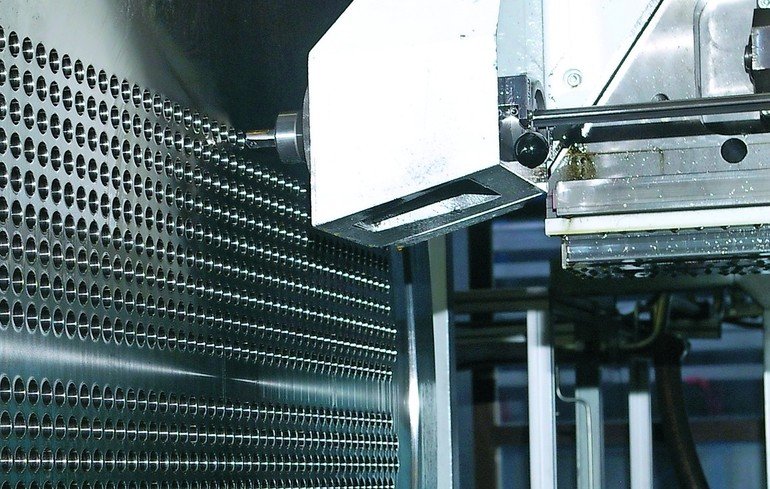
Der Auftraggeber lieferte die beiden Wärmetauscherböden fertig gedreht an. Die TBT-Mitarbeiter achteten beim vertikalen Aufspannen auf den Spanntisch des Tiefbohr-Bearbeitungszentrums besonders auf eine steife Abstützung im oberen Teil des Werkstücks. Denn hier treten die größten Kippmomente auf. Wegen der knappen Zeitvorgaben entschieden sich die Mitarbeiter dafür, mit einer Vorschubgeschwindigkeit von mindestens 60 mm/min zu bohren. Auf diese Weise betrug die Zerspanungszeit pro Bauteil über 80 Stunden, bei Zweischichtbearbeitung also eine Woche plus Nebenzeiten.
Die Bearbeitung mit dem Wendeschneidplatten-Bohrer startete auf halber Bauteilhöhe. TBT bohrte zunächst komplett eine horizontale Reihe mit rund 50 Bohrungen: Um die Wärmeverteilung in dem Bauteil konstant zu halten, folgten symmetrisch die Bohrungen der jeweils direkt darunter und darüber liegenden Reihe. Nach der Reihe wurde grundsätzlich die Wendeschneidplatte gedreht bzw. getauscht, um keinen Plattenbruch zu riskieren. Um einem Verschleiß der Führungsleisten vorzubeugen, wurden sie ebenfalls sicherheitshalber nach jeder zehnten Reihe gedreht oder ausgetauscht.
Gelohnt hat sich alles in allem der Einsatz der Wendeschneid-Einlippenbohrer (Durchmesser: 19,3 mm, Gesamtlänge: 750 mm; Wendeschneidplatte: HM-Substrat P40 mit AlTiN-Monolayer-Beschichtung; Führungsleisten: HM-Substrat K10 mit TiN-Monolayer-Beschichtung, poliert; Werkzeugspannung: VDI-Stellhülse 25 x 112 mm). Der Bohrer eignet sich generell für alle Tiefbohrungen, bei denen die Bohrtiefe mehr als das 10-fache des Bohrungsdurchmessers ausmacht.
Für das Werkzeug spricht im Vergleich etwa zum konventionellen gelöteten Einlippenbohrer die einfachere Handhabung, denn man kann die Wendeschneidplatten und Führungsleisten in der Maschine innerhalb weniger Minuten austauschen. Ein Nachschleifen entfällt zudem. Für das neue Konzept spricht aber vor allem die deutlich höhere Produktivität: In diesem Anwendungsfall hat sich die reine Bearbeitungszeit etwa halbiert. Die Anschaffungskosten für das Werkzeug sind zudem nur rund 20 Prozent höher. ■
TBT Tiefbohrtechnik GmbH & Cowww.tbt.de AMB Halle 1 Stand B71
Hier finden Sie mehr über:
Teilen:




















{kind=link}