




Inhaltsverzeichnis
1. Agile Maschine mit geringen Massen
2. Maschinenhersteller wird zum Lohnfertiger
3. Von vier Stunden mechanische Bearbeitung auf 16 Minuten
4. Werkzeughersteller punktet mit Know-how im PKD-Bereich
5. Auf vier Fräser kommt es an
6. Hohe Schnittwerte und sehr gute Oberflächen
7. Hightech-Werkzeuge für problemlose Prozesse
Die 1954 gegründete August Wenzler Maschinenbau GmbH in Spaichingen kommt aus dem Sondermaschinenbau und hat über Jahrzehnte hinweg vor allem Rundtischmaschinen hergestellt, die vorzugsweise für die Produktion von Armaturen zum Einsatz kommen. 2009 wurde Wenzler von der Heller Group übernommen. Das Maschinenportfolio wurde danach komplett verändert, vom ehemaligen Sondermaschinenbauer hin zum Standardhersteller von 5-Achs-Bearbeitungszentren. Wenzler ist seitdem in der Heller Group für Lösungen im Bereich Strukturbauteile zuständig.
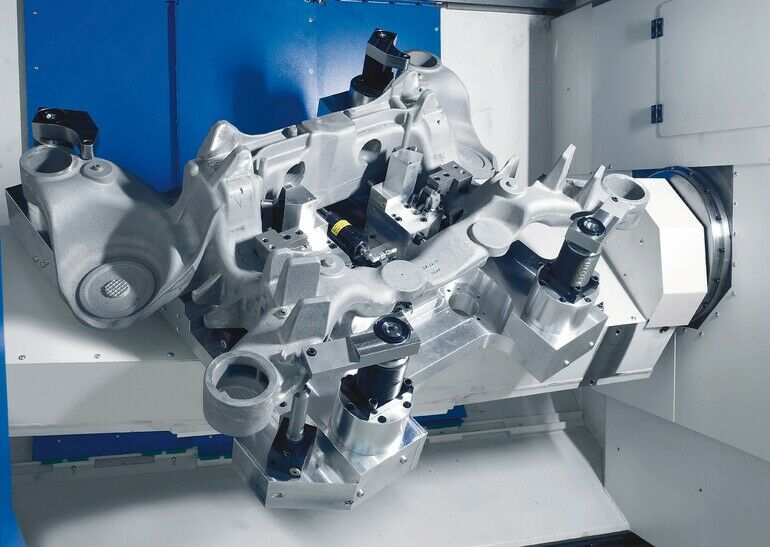
Das Bearbeitungszentrum vom Typ VKM weist dabei die Besonderheit auf, dass bis zu zwei Zentren in einem Grundbett integriert werden können. Das ermöglicht ein kompaktes Layout bei guter Zugänglichkeit. In Verbindung mit hoher Agilität und der Verwendung von Minimalmengenschmierung ist diese Maschine ideal geeignet zur Zerspanung von Aluminiumstrukturbauteilen.
Alle technologisch aufwändigen Komponenten, etwa die Rundachsen und die Hauptspindeln, bezieht Wenzler dabei von Heller. Die translatorischen Achsen der Maschine befinden sich im Werkzeug und die rotativen Achsen im Werkstück. Das ermöglicht die Integration von Verfahrwegen mit den Abmessungen 1500 x 1250 mm.
Agile Maschine mit geringen Massen
Andere Maschinen dieser Größe sind in der Regel auf ein hohes Zerspanvolumen ausgelegt, was sie entsprechend schwer und langsam macht. Wenzler ist einen anderen Weg gegangen und hat eine sehr agile Maschine mit geringen Massen konstruiert. Für die Größe der Maschine ist das Zerspanvolumen bei Strukturbauteilen eher klein und wird mit leichten bis mittleren Schnitten erzeugt. Jedoch muss die Maschine die vom Zerspanungsprozess herrührenden Schwingungen aufnehmen können. Die hohe Agilität ist für geringe Nebenzeiten entscheidend.
Ein typisches Bauteil ist der Fahrschemel, der in Fahrzeugen als Hinterachsträger fungiert. Er misst bis zu 1000 x 1000 mm und wiegt zwischen 25 und 30 kg. Damit bietet sich eine automatische Be- und Entladung der Maschine an. Der Arbeitsraum der VKM ist von zwei gegenüberliegenden Seiten gut zugänglich, was eine sichere räumliche Trennung von Roboter und Werker erlaubt.
Die Maschinen sind großteils als Turn-Key-Maschinen ausgelegt. „Uns ist es immer am liebsten, wenn wir neben der Maschine auch den Prozess, die Spannvorrichtung und die Werkzeuge als Komplettpaket liefern. Da haben wir die Gewissheit, dass alles gut funktioniert“, erläutert Wolfgang Wenzler, der das Familienunternehmen zusammen mit seiner Schwester Ingrid Wenzler in dritter Generation leitet. „Wir sind nach wie vor in erster Linie Systemanbieter. Das Anforderungsprofil unserer Kunden hat sich nicht verändert. Der Kunde kommt immer mit einem Werkstück, nennt Quantität und Qualität und möchte von uns die passende Lösung.“
Maschinenhersteller wird zum Lohnfertiger
Wenn es mal sehr schnell gehen muss, fallen Wenzler mitunter auch ungewöhnliche Lösungen ein. So wurden in der Vergangenheit auch schon Maschinen an Kunden ausgeliefert, obwohl die Konstruktion des Bauteils noch nicht abgeschlossen war und der Prozess dafür noch ausstand. Wenzler hat dafür die Entwicklung auf einer TechCenter-Maschine abgeschlossen, die in Spaichingen für solche Zwecke bereitsteht, und lieferte den Prozess nach. Diese Maschine wurde auch genutzt, als ein Sportwagenhersteller, der nicht über eine eigene Teilefertigung verfügt, dringend 3000 Fahrschemel benötigte. Der Maschinenhersteller wurde kurzerhand zum Lohnfertiger und half dem Kunden aus der Bredouille.
Die Qualität der Bauteile und das bei Wenzler vorhandene Prozessverständnis haben den Autobauer überzeugt. Vier Jahre später wandte er sich erneut an das Spaichinger Unternehmen. Wiederum ging es um die Fertigung von Fahrschemeln, das Unternehmen wollte eine Maschine mitsamt einem auf Minimalmengenschmierung ausgelegten Prozess kaufen. Damit startete der Sportwagenhersteller keine eigene Teilefertigung, sondern stattete seinen Zulieferer aus: eine Gießerei, die aus eigener Kraft nicht auf die erforderliche Taktzeit für das Bauteil kam.
Von vier Stunden mechanische Bearbeitung auf 16 Minuten
Das Gießereiunternehmen benötigte anfangs rund vier Stunden für die mechanische Bearbeitung des Achsträgers in mehreren Aufspannungen und kam auch nach verschiedenen Optimierungen nicht unter zwei Stunden. Mit diesem Output wäre das Produktionsziel von jährlich 4000 Exemplaren der Sportwagen in Gefahr gewesen. Anhand der Daten analysierte Wolfgang Wenzler das Bauteil und kam zu dem Ergebnis, dass eine Taktzeit von 16 Minuten möglich ist. Das konnte nach seiner Einschätzung aber nur gelingen, wenn er Mapal als Werkzeuglieferant für dieses Projekt mit ins Boot holen könnte.
Die beiden Unternehmen arbeiten seit mehr als 40 Jahren zusammen und haben schon viele Projekte erfolgreich umgesetzt. Der Aalener Präzisionswerkzeughersteller bringt seine ganze Lösungskompetenz ein, es findet eine vertrauensvolle Zusammenarbeit auf Augenhöhe statt.
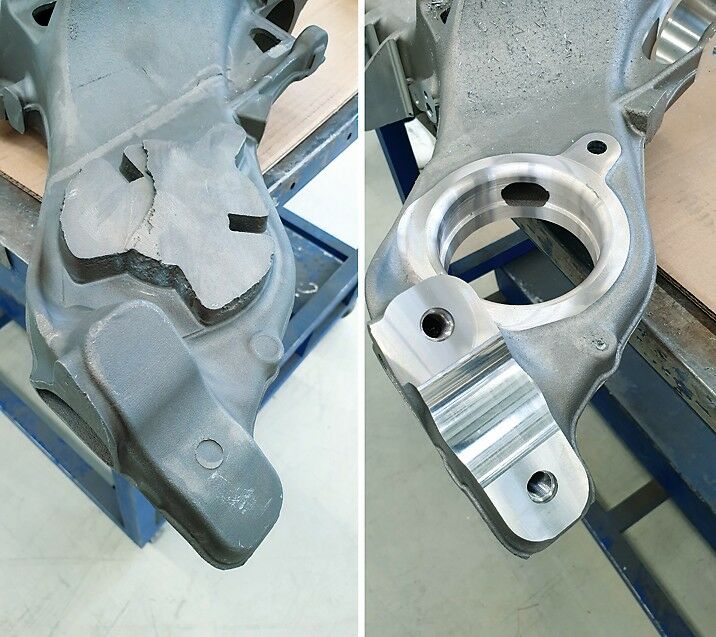
Die besondere Herausforderung bestand dieses Mal in dem enorm hohen Zeitdruck für das Projekt, das innerhalb von zehn Wochen komplett abgeschlossen sein sollte. Eine „normale“ Laufzeit für ein solches Projekt beträgt zehn Monate. Ein weiteres Handicap stellten die Rohteile dar. 4000 Bauteile sind im Automobilbau eine Kleinserie. Für die Gießerei wäre es nicht wirtschaftlich gewesen, viel Zeit und Geld zu investieren, um die Rohteile so zu optimieren, wie man es von Großserien kennt. Stattdessen weisen sie extrem große Angüsse und viel Aufmaß auf. Entsprechend viel Aluminium galt es bei der Nachbearbeitung noch zu zerspanen.
Werkzeughersteller punktet mit Know-how im PKD-Bereich
Wolfgang Wenzler würdigt die Zusammenarbeit mit Mapal: „Der gute Durchgriff in diesem Unternehmen ist imposant. Wir landen hier sehr schnell bei den richtigen Leuten bis hinauf in die Geschäftsleitung, wenn es um entsprechende Entscheidungen geht. Ohne langen Mailverkehr kommen wir auch am Telefon zu verbindlichen Zusagen, was bei diesem Projekt ganz besonders wichtig war.“ Hinzu komme die Erfahrung von Mapal gerade im PKD-Bereich. Von dem riesigen Wissen habe auch Wenzler profitieren dürfen.
Beim Projekt in Spaichingen waren drei Techniker des Werkzeugherstellers mit dabei. Peter Krafft betreut als technischer Berater im Kundenkontakt alle Themen im Tagesgeschäft. Sven Frank ist Global Head of MTB Management und trägt damit die Verantwortung in Richtung Maschinenhersteller. Das Fachwissen für die Bauteile sammelt sich bei Igor Ivankovic, Component Manager Chassis & Brakes.
„Dank dieser Konstellation konnten wir sehr schnell weiterhelfen, unser Wissen ist heute sofort verfügbar“, erklärt Sven Frank. „Auch legen wir bei Mapal seit Jahren großes Augenmerk auf Prozessauslegungen mit Minimalmengenschmierung, um die Nachhaltigkeit der zerspanenden Fertigung zu steigern. Hier können wir auf großes Know-how zurückgreifen.“
Auf vier Fräser kommt es an
Die Analyse hat ergeben, dass die ersten vier von insgesamt 26 Werkzeugen für 60 % der Taktzeit verantwortlich sind, alle weiteren werden nur relativ kurz eingesetzt. Damit wusste der Werkzeughersteller, wo er ansetzen muss, um die Performance nach oben zu bringen. Schon beim ersten Meeting konnte Mapal konkrete Vorschläge für die Werkzeugauslegung machen. „Man hat gemerkt, dass unsere beiden Unternehmen in diesem Bereich sehr viel Erfahrung haben und alles schnell entschieden werden kann“, berichtet Wolfgang Wenzler.
„Natürlich haben wir bei Mapal uns Gedanken darüber gemacht, welche Werkzeuge wir angesichts der niedrigen Stückzahlen einsetzen“, erläutert Igor Ivankovic. „Da sich bei einzelnen Bearbeitungen die Schnitte doch zu langen Wegen addierten, führte kein Weg an PKD vorbei.“ Für den ersten Bearbeitungsschritt wurde mit dem Hochvorschubfräser NeoMill-2-HiFeed noch ein Standardwerkzeug mit Hartmetall-Wendeschneidplatten gewählt. Mit einer maximalen Schnitttiefe von 17 mm fräst er die beim Gießen stehen gebliebenen Steiger weg.
Als Nächstes bearbeitet ein PKD-bestückter SPM-Fräser verschiedene Konturen. Um hohe Rampenwinkel beim Helixfräsen fahren zu können, ist das Werkzeug stirnseitig freigestellt. Die Vorbearbeitung der Bohrung reduziert die auftretenden Zerspankräfte und bietet bei undefinierter Aufmaßsituation mehr Flexibilität.
Für die Fertigbearbeitung der Fahrschemellager als drittem Bearbeitungsschritt arbeitete Mapal vier mögliche PKD-Lösungen aus. Da bei der Projektauslegung noch nicht bekannt war, wie die Fahrschemellager eingepresst werden, wählte man für das Aufbohrwerkzeug eine flexible Sonderlösung mit wechselbaren PKD-Schneidplatten, die sich im Radius verstellen lassen.
Das vierte Werkzeug schließlich ist ein PKD-Zirkularfräser für die Bearbeitung der Sturzstrebe, ebenfalls ein Sonderwerkzeug. Die definierte Schneidkantenbearbeitung eliminiert Vibrationen, die aus dem Bauteil oder der langen Auskraglänge des Werkzeugs entstehen können. Alle Werkzeuge sind optimal auf den Einsatz mit Minimalmengenschmierung ausgelegt.
Hohe Schnittwerte und sehr gute Oberflächen
Die erzielten Ergebnisse sorgten bei Wolfgang Wenzler für Erleichterung: „Mit den Werkzeugen von Mapal erzeugten wir auf Anhieb sehr gute Oberflächen, damit waren wir hochzufrieden. Das Fräsgeräusch war super satt und wir konnten sensationelle Schnittwerte fahren.“ Auch mit seiner berechneten Taktzeit hat er voll ins Schwarze getroffen. Bei der ersten Bearbeitung im Automatikbetrieb war das Bauteil ohne Optimierungen in 16 Minuten fertig. Trotz aller Erfahrung ist jedes neue Strukturbauteil für Wenzler wieder eine neue Herausforderung. Die Massenverteilung ist bei jedem Frame etwas anders, der dadurch sein ganz eigenes Schwingungsverhalten aufweist.
Auch Peter Krafft war von der schnellen Abwicklung beeindruckt: „Die Werkzeuge kamen auf die Maschine und man konnte sofort produktiv arbeiten. Ich habe schon sehr viele Projekte betreut, aber mit so wenigen Änderungen lief es selten ab.“ Für die drastische Verkürzung der Taktzeit hat Sebastian Knaus, technischer Leiter bei Wenzler, mehrere Erklärungen: „Die Gießerei hatte zunächst nur eine langsamere Maschine zur Verfügung, auf der Standardwerkzeuge benutzt wurden, die viele Wege benötigten. Unser Performance-Ansatz war dem von vorneherein überlegen. Hinzu kam, dass zuvor mit drei Aufspannungen gearbeitet wurde.“ Weil die Brücke der Wenzler VKM relativ schlank baut, konnten Bearbeitungen auch „über Kopf“ ausgeführt werden, was die Fertigung des gesamten Bauteils in einer einzigen Aufspannung ermöglichte.
Hightech-Werkzeuge für problemlose Prozesse
Möglicherweise sei der abgelieferte Prozess etwas „übertechnologisiert“, räumt Wolfgang Wenzler ein, doch musste bei diesem Schnellschuss auf Anhieb alles sitzen. Dazu gehört auch, dass die Produktion beim Zulieferer nun ohne regulierende Eingriffe prozesssicher in hoher Qualität durchläuft. „Enge Produktionsvorgaben und der Fachkräftemangel könnten dafür sorgen, dass künftig verstärkt Hochtechnologie eingesetzt wird, um problemlose Prozesse zu gewährleisten“, kann sich Wolfgang Wenzler vorstellen.
Das Projekt in Spaichingen hat gezeigt, dass mit der eingesparten Laufzeit und den entsprechend reduzierten Maschinenstunden mit teureren Lösungen sogar bei relativ geringen Stückzahlen niedrige Costs per part möglich werden.
August Wenzler Maschinenbau GmbH
www.august-wenzler.de
Mapal Dr. Kress KG
www.mapal.com

Hier finden Sie mehr über:




















{kind=link}