



2010, bei der Gründung des Unternehmens KTS Technologiepark Stahl, mussten sich Mario Koch und sein Vater Josef entscheiden: Dickblech oder Dünnblech? Denn der Sanierungsplan eines Unternehmens im Raum Bruchsal sah vor, einen von zwei Blechbereichen abzugeben. Weil Josef Koch zuvor Lkw-Anhänger und Teile dafür produziert hatte, fiel die Entscheidung für das Dickblech. Mit fünf Mitarbeitern stürzten sich die Kochs aufs Plasmaschneiden und die Autogenbearbeitung.
Dabei wurde die Firmenbezeichnung „Technologiepark Stahl“ bewusst gewählt. Denn die Idee war von Anfang an, auf dem 90 000 m2 großen Firmengelände die gesamte Prozesskette der Blechbearbeitung anzubieten. „Der Gedanke ist heute noch nicht vom Tisch, weitere Unternehmen hier anzusiedeln, die entweder uns zuarbeiten oder denen wir zuarbeiten können“, sagt Mario Koch, der geschäftsführende Gesellschafter.
KTS konzentriert sich auf Baustähle und Feinkornstähle; Edelstahl kommt eher selten vor. In der kürzlich erweiterten Halle können Stückgewichte bis 20 t gehandhabt werden, wobei eine komplette Prozesskette bis zum fertig lackierten Teil angeboten wird. Eine Besonderheit, die zeigt, wie kundenorientiert KTS arbeitet: Es gibt einen Onlineshop, in dem rund um die Uhr sowohl Laser- als auch Brennteile zwischen 1 und 200 mm kalkuliert, diverse Arbeitsgänge eingerechnet und direkt bestellt werden können.
Mit der Investition in eine Laserschneidanlage geht KTS seit dem vergangenen Jahr auch die Verarbeitung dünnerer Bleche an, wobei „dünner“ relativ ist. Mario Koch: „Wir fangen erst ab 6 mm Blechstärke an.“ Und das in gewaltigen Abmessungen: Auf der Laseranlage bei KTS lassen sich Blechtafeln mit 2500 x 9000 mm schneiden. Koch: „Damit liegen wir weit vorne. Ich kenne nicht viele Anlagen, die größer sind.“
Fräsen ergänzt Schneiden
Wie lässt sich nun das Angebot bei einem Blechverarbeiter erweitern? Indem die Prozesskette verlängert wird! Folgerichtig kam 2011 eine erste, schon reichlich gebrauchte Fräsmaschine in die Halle: „Wir wollten erst einmal sehen, ob unsere Kunden diese zusätzliche Bearbeitung und damit Wertschöpfung bei uns machen lassen“, begründet der Firmenchef seine Zurückhaltung. Die Kunden schätzten und schätzen das Prinzip „alles aus einer Hand“.
Geplant war ursprünglich, die Maschine im einschichtigen Betrieb für einfache Teile zu nutzen. Dann lief sie – mit mehreren Austauschaktionen von Bauteilen – neun Jahre im Mehrschichtbetrieb und wurde nun durch eine neue Maschine ersetzt.
Doch wie sollte die neue Maschine beschickt werden? Schwere Werkstücke und Personalknappheit ließen in den Planungsgesprächen mit Systemintegrator Essert, Ubstadt-Weiher, den Gedanken an eine automatisierte Lösung konkret werden. Die Analyse des Portfolios tat ein Übriges. „In Summe haben wir etwa 15 Bauteile, die zweischichtig nonstop die Maschine auslasten“, fasst Koch die Überlegungen zusammen.
Von zwei Lösungsansätzen fiel die Wahl auf eine Maschinenbeschickung mit einem Fanuc-Roboter. Eine Lösung mit Palettenwechsler und jeweils einem Spannmittel pro Bauteilvariante wurde aus Kostengründen und wegen mangelnder Flexibilität verworfen. Die Fräsmaschine mit Roboterbeschickung ist nun so konzipiert, dass der Roboter die Serien übernimmt, eine manuelle Beladung für ein Einzelstück aber immer noch möglich ist. Dazu wird der Roboter in eine Parkposition gefahren – übrigens auch, wenn am Roboter beispielsweise Wartungsarbeiten vorzunehmen sind. Die Produktion muss deshalb nicht unterbrochen werden.
Beladen wird die Zelle von Mitarbeitern, die vorbereitete Paletten mit einem Hubwagen auf markierten Stellplätzen positionieren. Eine Kamera scannt die Teile auf der Palette und liefert so die Informationen für den Greifvorgang. Wie hoch die Teilestapel bei ebenen Teilen sind, ist unerheblich. Die Teile dürfen jedoch an der Palette nicht überstehen und sie dürfen nicht zu nahe beieinander liegen, damit sich für die Kamera ein eindeutiges Bild ergibt. Die jeweiligen Schwerpunkte der Teile sind im Bearbeitungsprogramm hinterlegt.
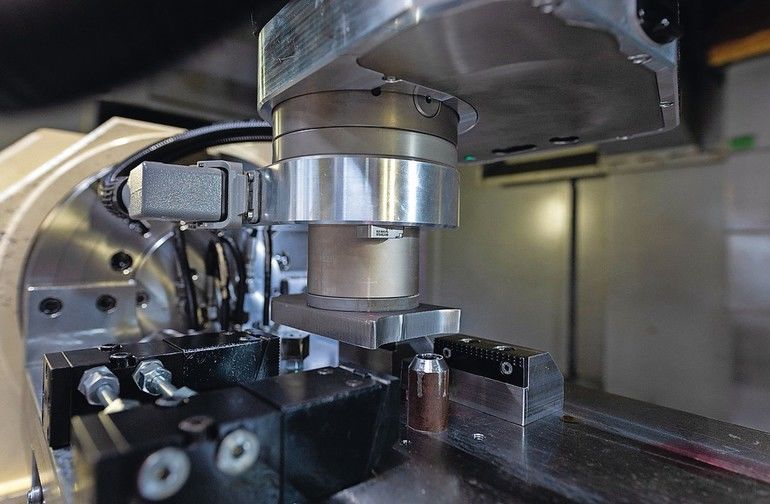
Zwei Spezialitäten sind für das exakte Einlegen in die Fräsmaschine entscheidend: eine mechanische Rutsche und die Softwareoption „Soft Float“ von Fanuc. Zunächst war es das Ziel, die Teile direkt von der Palette in die Spannvorrichtungen der Maschine einzulegen. Unter bestimmten Umständen ergeben sich beim Greifen der Teile jedoch Winkelfehler, „die beim präzisen Einlegen zum Verhängnis werden können“, wie Robin Häfner, Projektmanager des Systemintegrators Essert bestätigt. Zur Feinjustierung dient nun eine einfache Rutsche, auf der der Roboter das jeweilige Teil ablegt und auf der es aufgrund der Schräge in eine exakt nachvollziehbare Position rutscht.
Einlegeprismen in der Maschine wären technisch eine Alternative gewesen. Aber man hätte für jedes Bauteil eine solche mechanische Hilfe vorhalten müssen, was auf Dauer zu teuer gewesen wäre. Ursprünglich war auch keine Rutsche vorgesehen. Da die Spannelemente jedoch beim Einlegen eine Genauigkeit erfordern, die nicht in jedem Fall über die Kamera alleine sichergestellt ist, kam als Lösung nur die mechanische Rutsche in Frage. So greift der Roboter die einzelnen Bauteile sehr definiert und legt sie ohne die Gefahr, die Spannelemente zu beschädigen, in die Bearbeitungsvorrichtung ein. Dabei kommt ihm „Soft Float“ zu Hilfe.
Mit Toleranzen weiß man bei KTS umzugehen. Brennteile oder auf einer Biegepresse vorgefertigte Komponenten sind mit ± 1 bis ± 2 mm toleriert. Da kommt dem Roboter beim Einlegen in die Spannvorrichtung der Fräsmaschine die sanfte Software-Hilfe zugute. Hat der R-2000iC das Teil auf der Rutsche exakt gegriffen, fährt er die letzten Millimeter in der Maschine mit reduzierter Geschwindigkeit. Entweder er erreicht seine Ablageposition, oder „Soft Float“ korrigiert, wobei der Motorstrom des Roboters die Regelgröße ist.
Zeit für den Roboter
Insgesamt werden auf der Fräsmaschine etwa 15 unterschiedliche Bauteile bearbeitet. Die Hauptzeiten liegen im Minutenbereich – genug Zeit also für den Roboter, das Einlegen des nächsten Bauteils sicher vorzubereiten. Koch: „Bei den Bearbeitungszeiten fallen die Sekunden, die der Roboter für das Einlegen mit ‚Soft Float‘ braucht, wirklich nicht ins Gewicht und wir sparen uns eine Menge mechanischen Aufwand.“ Nicht zu vergessen der eingesparte Rüstaufwand bei einem Bauteilwechsel. Apropos Rüstaufwand: Für unterschiedlich große Bauteile liegen zwei Elektro-Permanentmagnetgreifer bereit, die bei Bedarf manuell gewechselt werden. Ein Greiferbahnhof für einen automatischen Wechsel ist angedacht.
Die Fräszelle hat zwei Stellplätze für Paletten mit Rohteilen und zwei Palettenstellplätze mit fertig bearbeiteten Teilen. Koch: „Je nach Bearbeitungszeit können wir damit fast drei Schichten autonom arbeiten.“ Aber selbst bei Werkstücken mit relativ kurzen Bearbeitungszeiten reicht der Vorrat für acht Stunden.
Die Fräsprogramme für neue Bauteile werden an einem Programmierplatz erstellt und via Netzwerk in die Maschine geladen. Ob das zugehörige Roboterprogramm ebenfalls an einem Programmierplatz erstellt und per Datenträger in die Robotersteuerung geladen oder ob das Programm per Teach Pendant direkt an der Zelle erstellt wird, hängt von den Vorlieben der jeweiligen Einrichter ab. Häfner: „Manche erstellen das Programm lieber auf einem Notebook, andere wollen den Roboter bei der Programmierung lieber beobachten.“
Projektmanager Robin Häfner ist die Arbeit mit Fanuc-Komponenten gewohnt: „Wir arbeiten oft und viel mit Fanuc zusammen.“ Man schätze einfach die reibungslose Zusammenarbeit in der Projektierung und im Service. Für die Aufgabe bei KTS bringt der gewählte Roboter R-2000iC/210F nicht nur die erforderliche Tragkraft, sondern auch eine Reichweite von 2655 mm mit. Zusätzlich – und das ist für Häfner besonders interessant – ist die Hardware des Visionsystems bereits standardmäßig in der Robotersteuerung integriert und eine Bildverarbeitung mit Kamera über „Vision Connection“ leicht in die Roboterzelle zu integrieren.
Im Betriebsalltag dient ein Tablet mit 17″-Bildschirm für die Beobachtung und das Management der Zelle. Alle Informationen werden in einer SPS gebündelt und für die Visualisierung aufbereitet. Essert-Projektmanager Robin Häfner: „Für uns ist das eine Standardstruktur, die sich bewährt hat.“ Dargestellt wird die Zelle auf dem Monitor des Bedientablets in 3D – immer mit kundenspezifischer Oberfläche. Abrufbar sind aktuelle Informationen über den Bearbeitungsfortschritt eines Auftrages und – ganz wichtig – die Ursache für einen eventuellen Stillstand.
Mario Koch schätzt aber nicht nur die Bündelung der Betriebsdaten: „Wir hatten ja überhaupt keine Erfahrung mit Robotern und von daher war es ganz wichtig, auch die Mitarbeiter recht einfach an die Bedienung der Zelle heranzuführen.“ Das ist auf jeden Fall gelungen, denn die kundenspezifischen Oberflächen sind so gehalten, dass auch Mitarbeiter ohne Programmierkenntnisse die Zelle „fahren“ können. Sein Urteil: „Sehr gut visualisiert.“
Fanuc Deutschland GmbH
www.fanuc.de
Fanuc Deutschland GmbH
Bernhäuser Straße 36
D-73765 Neuhausen a.d.F.
Telefon : +49 (0)7158 1282–0
Email : marketing@fanuc.eu
Internet: www.fanuc.de
Soft Float
Soft Float ist eine Funktion von Fanucs Robotersoftware, die Abweichungen in der Werkstückpräzision kompensiert. Dies ist hilfreich beim robotergestützten Rüsten von Bauteilen auf einer Werkzeugmaschine.




















{kind=link}