
Die neueste Version der Messsoftware Metrosoft Quartis R12 von Wenzel ermöglicht das Messen der Rauheit von Werkstückoberflächen direkt auf dem Koordinatenmessgerät. Ein weiteres Highlight ist die vorausschauende Kollisionsvermeidung beim Arbeiten mit Mehrständer-Messanlagen.
Mit Metrosoft Quartis R12 und dem Renishaw-Messtaster Revo SFP1 wird die Rauheitsmessung direkt in den Messvorgang des Koordinatenmessgeräts integriert. Der Rauheitssensor richtet sich durch Drehen und Schwenken der A-, B- und C-Achse vollautomatisch zur Werkstückoberfläche aus. Danach erfasst er die Rauheit entlang einer definierbaren Messstrecke, die über entsprechende Parameter vorgegeben wird. Die aufgenommenen Rauheitsprofile und berechneten Rauheitskennwerte können im Messbericht eingebunden und somit zusammen mit den anderen Prüfmerkmalen ausgegeben werden.
Das Bauteil muss somit nicht mehr zu einem separaten Oberflächenmessgerät gebracht werden. Ein Umspannen ist nicht nötig und der Bedienereinfluss wird minimiert. Die Folgen sind eine hohe Zeitersparnis durch die starke Vereinfachung des Arbeitsablaufs sowie eine Verringerung der Fehlerquellen. Der Rauheitsmesstaster SFP1 ist mit zwei unterschiedlichen Tastereinsätzen, dem geraden SFS-1 und dem abgewinkelten SFS-2, einsetzbar.
Vorausschauende Kollisionsvermeidung
Vor allem für Anwender aus der Automobilindustrie bietet Metrosoft Quartis Mehrständer-Messanlagen die Möglichkeit, im Mehrgerätebetrieb oder Mehrgeräteverbund zu arbeiten, um Werkstücke in kürzerer Zeit zu prüfen. Bis zu acht Messgeräte können gekoppelt werden, was weit über die Möglichkeiten des herkömmlichen Duplex-Betriebs mit zwei Messsystemen hinausgeht. Somit können vor allem große Bauteile schneller vermessen und die Zykluszeiten drastisch reduziert werden. Auch Kollisionen zwischen den Messgeräten oder zwischen Taster und Basisplatte desselben Messgeräts werden zuverlässig verhindert.
Die vorausschauende Kollisionsvermeidung basiert auf mitlaufenden Sicherheitszonen, welche automatisch um die Tasterkonfiguration und die Messgerätekomponenten berechnet werden. Nähern sich zwei Systemkomponenten auf die einstellbare Sicherheitsdistanz, so verhindern ausgefeilte Algorithmen die drohende Kollision. Trotz dieser Sicherheitsfunktion werden die Messabläufe zeiteffizient ausgeführt.
Einheitliche Bedienung der Formmerkmale
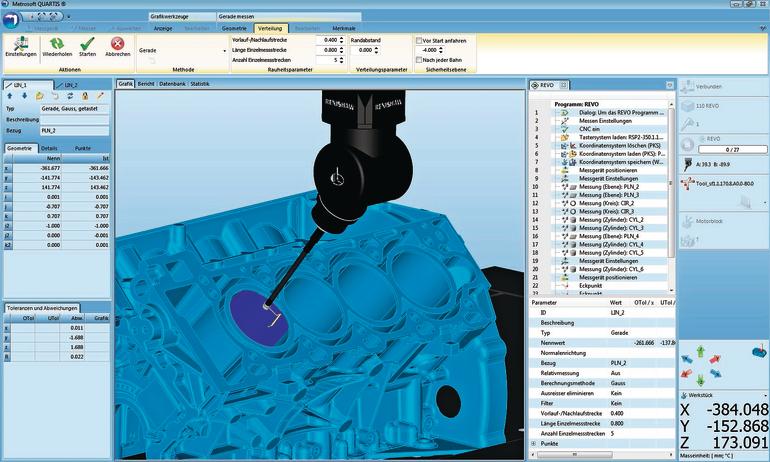
Weitere entscheidende Vorteile der neuen Messsoftware-Version ergeben sich beim Auswerten von Formmerkmalen. Die Merkmale Geradheit, Ebenheit, Rundheit und Zylinderform werden nun ebenfalls, wie die Linienform und die Flächenform, komfortabel über das Menüband ausgewertet. Die Geradheits- und die Ebenheitstoleranzen lassen sich mit eingeschränktem Auswertebereich berechnen. Die automatische Verwendung der Tschebyscheff-Ausgleichselemente sorgt dabei für eine komfortable, normgerechte Auswertung.
Wenzel Group GmbH & Co. KG www.wenzel-group.com
Teilen:




















{kind=link}