
Aufbauend auf der leistungsfähigen und bewährten Konstruktion des ursprünglichen MP250 Messtasters bietet die weiterentwickelte Version verbesserte Konfigurationsmöglichkeiten, so dass Anwender jetzt – je nach Anwendungsanforderungen – zwei weitere Betriebsmodi für hohe Widerstandsfähigkeit bzw. kurze Latenzzeit auswählen können.
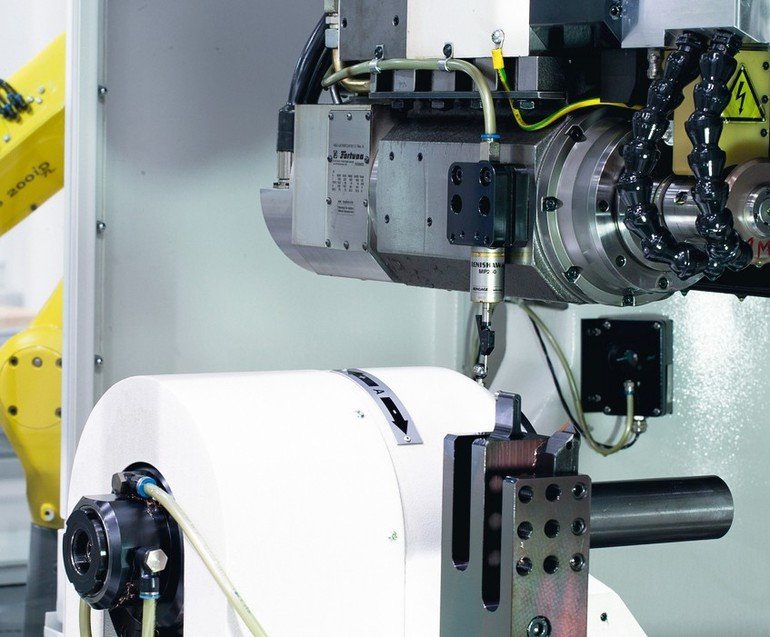
Das System, das den weiterentwickelten MP250 Messtaster mit Dehnmessstreifen und das neue HSI-C Interface umfasst, bietet eine schnelle, hochpräzise, berührend schaltende Lösung für die Bestimmung der Werkstückgeometrie.
Dank Rengage-Technologie bietet das System unschlagbare 3D-Genauigkeit und Wiederholgenauigkeit und ermöglicht damit eine zuverlässige Messung auf der Maschine. Durch die sehr niedrige Antastkraft des Messtasters lassen sich Oberflächen- und Formschäden vermeiden, wodurch er für die Prüfung empfindlicher Werkstücke ideal geeignet ist. Außerdem eignet sich der für raue Umgebungen ausgelegte Messtaster aufgrund seiner kleinen Bauform und robusten Konstruktion optimal für Werkzeugschleifanwendungen.
Anwendungsorientierte Konfigurationen
Die Weiterentwicklung des Messsystems zielt auf eine Leistungsverbesserung durch eine flexible Auswahl zwischen drei verschiedenen Messtaster-Betriebsmodi ab. Zur Verfügung stehen eine hoch vibrationsbeständige Konfiguration, eine Konfiguration mit kurzer Latenzzeit, falls eine schnelle Messtasterreaktion erforderlich ist, sowie eine Standardkonfiguration zur allgemeinen Verwendung.
Mithilfe eines M-Codes können Anwender den Messtaster zeitweilig auf die hoch vibrationsbeständige Konfiguration einstellen – was bei der Bewegung um das Maschinenvolumen mit schnellen Vorschubgeschwindigkeiten und langen oder schweren Tastereinsatzkonfigurationen extrem nützlich ist – und anschließend wieder auf die Konfiguration mit kurzer Latenzzeit für eine bemerkenswert genaue Werkstückmessung mit kurzen Anfahrwegen (oder aber auf die Standardkonfiguration zur allgemeinen Verwendung) zurückstellen.
Kürzere Installationszeit
Die Benutzerkonfiguration wird durch ein neues Maschineninterface, das HSI-C, ermöglicht. Dank des eigens entwickelten Elektronikgehäuses lässt sich dieses leicht auf einer DIN-Schiene im Schaltschrank installieren, was Installationszeit und -aufwand erheblich reduziert.
Renishaw GmbH
www.renishaw.de
Hier finden Sie mehr über:




















{kind=link}