
Bis zum Jahr 2050 soll der CO2-Ausstoß von Flugtriebwerken um ca. 50 % reduziert werden. Bei neuen Flugzeuggenerationen soll dieses Ziel durch den Einsatz von Leichtbau und der Entwicklung von effizienteren Triebwerken erreicht werden. Bei den aktuell eingesetzten Flugzeugflotten kann dieser Ansatz allerdings nicht genutzt werden. Aus diesem Grund ist es notwendig, dass die vorhandenen Flugzeuge so schadstoffarm wie möglich fliegen.
Entscheidend dafür ist, dass die Flugtriebwerke nicht durch Verschleiß oder Beschädigungen an Effizienz verlieren. Weiterhin müssen Flugtriebwerke über die gesamte Nutzungsdauer hohe Prozesssicherheit aufweisen. Um dies zu gewährleisten, werden diese in regelmäßigen Abständen inspiziert und instand gesetzt. Durch die hohen Herstellungskosten für Luftfahrtteile, insbesondere für Lauf- und Leitschaufeln, ist die Instandhaltung wirtschaftlich sinnvoll. Daher werden die Komponenten nicht komplett ersetzt, sondern in unterschiedlichsten Prozessketten bauteilspezifisch regeneriert.
Unterschiedliche Qualität
aufgrund manueller Prozesse
Aktuell werden die Regenerationspfade bzw. Maßnahmen durch eine manuelle Inspektion bestimmt. Geschulte Mitarbeiter vergleichen die Schäden mit einem Handbuch, in dem die zugelassenen Schäden und die Reparaturgrenzwerte zusammengefasst sind.
An Handarbeitsplätzen werden die Schäden herauspoliert oder herausgearbeitet und wenn nötig aufgeschweißt. Mittels manueller Schleifprozesse werden die Turbinenschaufeln anschließend auf Endmaß bearbeitet und abschließend inspiziert. Aufgrund der vielen manuellen Prozesse mit den subjektiven, erfahrungsbasierten Entscheidungen ist das Ergebnis der Regeneration stark von der Qualifikation der Mitarbeiter abhängig. Ebenso ist während der gesamten Regeneration nicht bekannt, inwiefern durch die Regeneration eine Steigerung der Leistungsfähigkeit und Lebensdauer erreicht wird. Die Leistungsfähigkeit beschreibt dabei, wie viel mechanische Energie die Turbine aus dem strömenden Fluid, also dem entzündeten Kraftstoff-Luft-Gemisch, umwandeln kann. Diese Informationen werden bei der Auswahl des Regenerationspfades in der Prozesskette berücksichtigt.
Effizienterer Einsatz der
Regenerationsmaßnahmen
Folglich wird im Sonderforschungsbereich 871 eine zustandsbasierte Prozesskette am Beispiel der Regeneration einer Laufschaufel aufgebaut. Das bedeutet, dass vor Beginn der Regeneration die Ist-Leistungsfähigkeit und Ist-Lebensdauer ermittelt wird und hierdurch die erzielbare Leistungsfähigkeit und Lebensdauer durch die Instandhaltung prognostiziert wird. Dadurch ist ein noch zielgerichteter und effizienterer Einsatz der Regenerationsmaßnahmen möglich, da diese auf die leistungsbegrenzenden Schäden fokussiert werden können.
Als Demonstrationsobjekt für diese Regeneration wird der MRO(Maintenance, Repair and Operations)-Prozess von Hochdruck-Turbinenschaufeln eines Flugtriebwerkes untersucht. Dieser ist aus vielerlei Gründen herausfordernd.
Leistungsfähigkeit und Lebensdauer
wird simuliert
Neben den anspruchsvollen Werkstoffen entstehen zusätzliche Anforderungen an die Geometrie. Diese können allerdings nicht anhand von Toleranzen, wie z. B. im Formenbau, bewertet werden. Dies ist damit zu begründen, dass die Leistungsfähigkeit signifikant von der Position, Größe und Art des Schadens abhängig ist. Durch numerische Strömungssimulationen (Computational Fluid Dynamics „CFD“) kann die Veränderung des Volumenstromes im Triebwerk ermittelt und die Änderung der Leistungsfähigkeit daraus bestimmt werden. Der Regenerationspfad wird unter anderen aufgrund dieser Information ausgewählt.
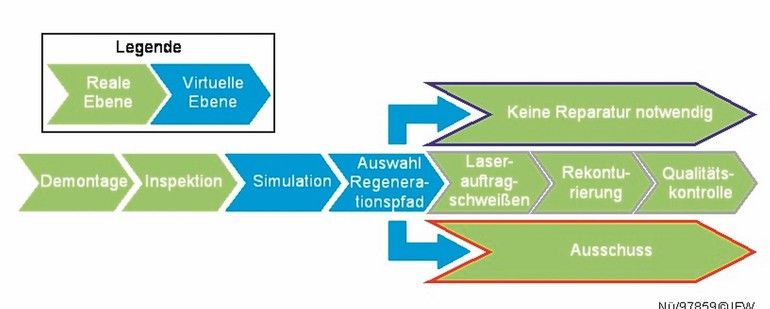
Nach der Inspektion wird die Leistungsfähigkeit und Lebensdauer durch Simulationen berechnet. Dazu wird die Prozesskette in zwei Ebenen aufgeteilt, in eine reale und eine virtuelle Ebene. In der realen Ebene sind unterschiedliche Prüf-, Mess- und Fertigungstechnologien in eigenen Prozesszellen angeordnet. In der Abbildung auf Seite 101 ist der Ablauf der Regeneration exemplarisch und vereinfacht dargestellt.
Zerstörungsfreie Schadensanalyse
Nach einer bauteilschonenden Demontage, bei der die Schaufeln durch einen oszillierenden Stößel herausgetrieben werden, findet die Inspektion statt. Zuerst werden die Schaufeln zerstörungsfrei auf Risse überprüft. Mittels einer hochfrequenten Induktion wird anschließend ein Wirbelstromfeld in die Schaufeln eingeleitet. Dabei wird an den Rissen das Wirbelstromfeld beeinflusst, wodurch die Erwärmung im Werkstoff ausgeprägter ist. Durch eine Wärmebildkamera erfolgt eine Detektion der Risse.
Anschließend werden die Schaufeln aufgrund der unterschiedlichen Prozessanforderungen, wie beispielsweise der Schwingungsentkopplung, in einer anderen Prozesszelle digitalisiert. Dafür sind an einem Industrieroboter verschiedene optische Messgeräte montiert, die sich im Messbereich und der Messauflösung unterscheiden. Durch ein Streifenlichtprojektionsverfahren wird zuerst eine Punktwolke der Schaufel erstellt.
Rauheit wird optisch bestimmt
Bereiche mit Beschädigungen können mit den zusätzlichen, höher auflösenden Messsystemen aufgenommen werden. Beispielhaft kann ein Low-Coherence-Interferometer die Rauheit der Schaufel optisch bestimmen. Durch den kompakten Aufbau des Interferometers ist das Messen, auch an schwer zu erreichenden Stellen, zerstörungsfrei möglich. Die Daten der verschiedenen Sensoren verarbeitet das Messsystem im Anschluss zu einem gemeinsamen Modell der Schaufel.
Die Digitalisierung des Werkstücks ist die Schnittstelle zwischen der realen und der virtuellen Ebene. In der virtuellen Ebene wird mit einer CFD-Simulation die Leistungsfähigkeit errechnet und mithilfe einer Struktursimulation die Restlebensdauer abgeschätzt. Aufgrund der hohen Rechenzeit werden die Simulationen vor dem Reparaturprozess durchgeführt. Zuerst wird die Ist-Leistungsfähigkeit und Ist-Lebensdauer bestimmt. Im Vergleich zur Soll-Geometrie können die Leistungsfähigkeit – und Lebensdauerminderungen durch Schäden an der Schaufel bestimmt werden.
Aus einer Simulation der späteren Soll-Geometrie wird abschließend die Steigerung der Lebensdauer und Leistungsfähigkeit berechnet. Die Auswahl des Regenerationspfades berücksichtigt, neben den technischen Kriterien zusätzlich die Kundenwünsche, wie beispielsweise das Einsatzprofil des Triebwerkes. Nach der zustandsbasierten Auswahl des Regenerationspfades wird die Prozesskette in der realen Ebene fortgesetzt.
Sollte eine Reparatur nicht möglich oder wirtschaftlich sein, kann die Schaufel als Ausschuss deklariert werden. Wenn eine Reparatur aufgrund der Kundenanforderungen nicht nötig ist, wird die Schaufel direkt als Gutteil deklariert und die Regeneration ist abgeschlossen.
Für den Fall, dass der Spalt zwischen Schaufelspitze (Tip) und Triebwerk zu groß ist, ist ein Materialauftrag und eine anschließende Rekonturierung vorgesehen. Dafür muss die Schaufel zuerst vorbereitet werden, indem Werkstoff spanend entfernt wird. Anschließend erfolgt der Aufbau der Schaufelspitze mit der gleichen Gefügestruktur der zu reparierenden Schaufel.
Dieses ist notwendig, damit aufgrund des Spannungsgradienten bei unterschiedlichen Gefügestrukturen die Ausbreitung von Rissen reduziert wird. Hierzu wurde ein einkristalliner Laserauftragsschweißprozess entwickelt. Dieser Prozess erfüllt jedoch nicht die geometrischen Anforderungen, weshalb eine spanende Nachbearbeitung erfolgt.
Abdrängung wird kompensiert
Aufgrund der engen Toleranzen und unterschiedlichen Werkstoffeigenschaften, wie Härte des Werkstoffs, erfolgt eine automatische Kompensation dieser Einflüsse auf Basis einer magnetischen Lagerung. Diese ermöglicht beispielsweise die Kompensation der Abdrängung durch das Werkzeug und Werkstück. Anschließend werden mit einem Löt/Alitierprozess kleine Risse durch eine Reparaturbeschichtung repariert. Zur Kontrolle der Bauteile werden Inspektionsprozesszellen verwendet. Neben den hier erwähnten Regenerationspfaden ist eine Erweiterung der Prozesskette mit weiteren Pfaden möglich.
In der Abbildung auf Seite 100 ist der Aufbau beispielhaft dargestellt. Der Werkstücktransport zwischen den einzelnen Prozesszellen wird von einem mobilen Handhabungssystem (MHS) übernommen. Es besteht aus einer MIR200-Plattform und einem UR10e. Durch integrierte Sensoren ist ein Einsatz in Kollaboration mit Menschen ohne Schutzzäune möglich. Aufgrund des mobilen Roboters können die Prozesszellen flexibel angeordnet und einfach erweitert werden.
Durch die neuartigen Reparaturmethoden und der objektiven Befundung sollen Wissenslücken im Bereich der Grundlagenforschung geschlossen werden. Die einzelnen Prozesszellen sowie die Prozesskette werden aktuell in Hannover aufgebaut. Im November 2020 soll die Prozesskette in einem „proof-of-concept“ zum ersten Mal der Öffentlichkeit gezeigt werden.
IFW
Institut für Fertigungstechnik und
Werkzeugmaschinen an der
Leibniz Universität Hannover
www.ifw.uni-hannover.de
Profil des Sonderforschungsbereichs 871
Der Sonderforschungsbereich (SFB) 871 „Regeneration komplexer Investitionsgüter“ erforscht seit 2010 die wissenschaftlichen Grundlagen der Regeneration: Einerseits werden neue Reparaturverfahren entwickelt, die die funktionalen Eigenschaften der einzelnen Komponenten des Investitionsgutes wiederherstellen oder, wo möglich, sogar verbessern. Andererseits werden Methoden entwickelt, die den funktionalen Nutzen regenerierter Komponenten und ganzer Investitionsgüter modellbasiert bewerten.
Aufgrund dieser modellbasierten Bewertungen werden regelbasiert Entscheidungen über die anzuwendenden Regenerationsverfahren getroffenen. Als Anwendungsbeispiel dienen zivile Flugzeugtriebwerke, da die Module und Komponenten von Triebwerken eine hohe Komplexität hinsichtlich der technischen Wechselwirkungen untereinander sowie zu den Einsatz- und Umgebungsbedingungen aufweisen. Die dabei entwickelten Erkenntnisse und Methoden können auch auf andere komplexe Investitionsgüter, wie stationäre Gasturbinen, Windenergieanlagen und Transformatoren für Schienenfahrzeuge übertragen werden.



















{kind=link}