


Mehrere 10 000 Rohwerke, die in den renommiertesten Luxusuhren der Welt Einsatz finden, fertigt eine Premiummanufaktur im Schweizer Jura. Einen wesentlichen Anteil an der Präzision hat die Platine, die mehrfach im Doppelseiten-Planschleifverfahren bearbeitet wird. Zur Kühlschmiermittelfiltration an der Doppelseiten-Planschleifanlage suchte das Unternehmen eine ebenso platzsparende wie leistungsfähige und wirtschaftliche Filteranlage. Die Wahl fiel auf ein Kompaktfiltersystem mit integrierter Brikettierung von GKD.
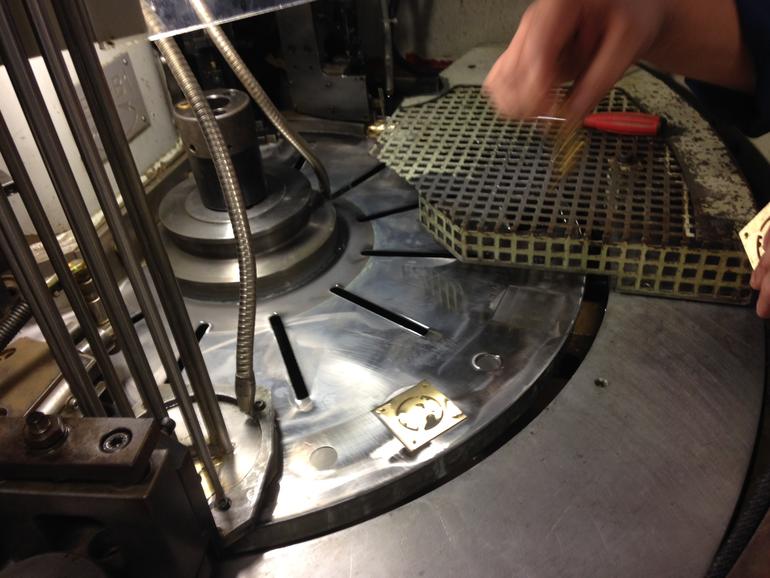
Die Präzisionsmanufaktur im Schweizer Jura produziert den Bereich Platinenbearbeitung mit mehr als 150 Mitarbeitern für weltweit renommierte Hersteller mechanischer Uhrwerke. Basis sind 50 x 50 Millimeter große Messingplatinen mit Materialstärken von 0,7 bis 4,5 Millimetern. Nach jedem Arbeitsschritt – Spanen, Fräsen, Bohren – ist ein Schleifgang erforderlich, bei dem die Platinen jeweils in einer Doppelseiten-Planschleifanlage auf die entsprechende Tiefe plan geschliffen werden. Automatisiert gelangen sie dafür aus den verschiedenen Bearbeitungsbereichen in kleinen Setzkästen zur Schleifmaschine. Nach dem Schleifprozess werden sie durch einen Roboter aus der Maschine entnommen und wieder in den verschiedenen Setzkästen abgelegt.
Bis alle benötigten Bohrungen und Fräsbearbeitungen erfolgt sind, durchläuft jede Platine bis zu fünf Mal den Schleifprozess an der Doppelseiten-Planschleifanlage. Fast alle Platinen werden vor dem Schleifen thermisch behandelt, um eine einwandfreie Ebenheit zu garantieren. Um eine einheitliche Oberflächenanmutung zu erzeugen, werden alle Platinen glasperlengestrahlt sowie Öl und Späne vor der weiteren Bearbeitung in einer Waschstraße entfernt.
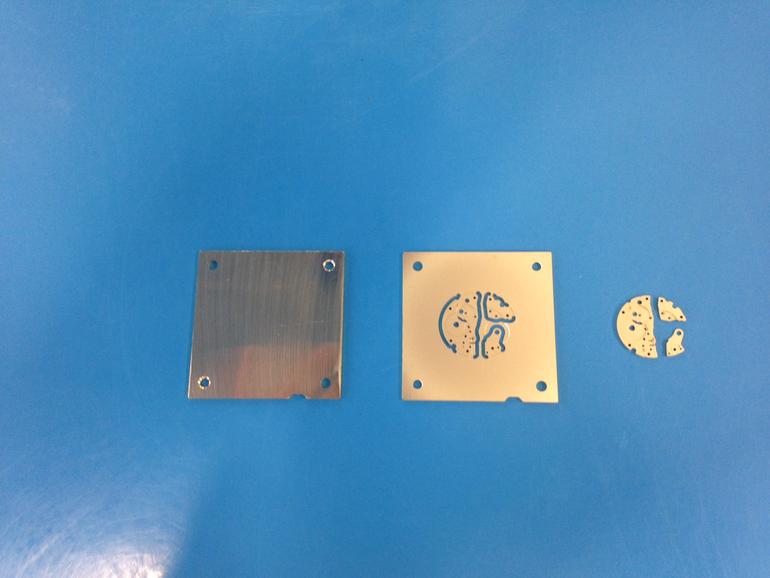
Anschließend misst eine computergesteuerte Inspektionseinheit dreidimensional, ob alle Fertigungsdetails in der gebotenen Präzision umgesetzt wurden. In einem letzten Schritt wird aus der quadratischen Form der Ursprungsplatine die technisch perfekt ausgelegte, runde Platine ausgefräst. Der Bearbeitungsprozess vom quadratischen Platinenrohling bis zur rund gefrästen Platine dauert bis zu 60 Minuten. So entstehen hier jeden Tag mehrere hundert dieser Platinen.
Nach diesem Prozess folgt die Oberflächenbehandlung und Dekoration der Platinen. Hier werden beispielsweise der Firmenname des Uhrenherstellers per Laser eingraviert und die Buchstaben für eine bessere Lesbarkeit blau oder schwarz lackiert. Insgesamt werden rund 250 Teile wie Zahnräder, Federn, Schwungräder, Achsen, Hammer oder Unruh in Bohrungen auf verschiedenen Ebenen der Platine fixiert. Mehrere Stunden braucht schließlich ein Uhrmacher, um das so gefertigte mechanische Rohwerk mit allen dazugehörigen Teilen im Sauberraum zusammenzusetzen, seine Ganggenauigkeit zu überprüfen, alle Teile zu ölen und zu bewegen. Erst wenn die absolut fehlerfreie Funktion sichergestellt ist, wird das Werk mit den endgültigen Schrauben am Gehäuse befestigt.
Nur das Beste ist gut genug
Eine effiziente Filtration des Kühlschmierstoffs an der Doppelseiten-Planschleifanlage trägt maßgeblich zur Erfüllung der hohen Anforderungen an Qualität und Prozesssicherheit bei. Partikelbelasteter Kühlschmierstoff würde die hochglatte Oberfläche verkratzen und die definierten Rautiefen für die exklusive Produktqualität gefährden. Vordringliche Aufgabe einer Filteranlage in solchen Präzisionsprozessen ist es deshalb, den Kühlschmierstoff möglichst lange auf hoher Reinheit zu halten.
Die Schweizer Uhrenmanufaktur setzte mehr als sechs Jahre lang ein gängiges System zur Anschwemmfiltration ein. Die Anlage war sehr groß und zudem teuer im Unterhalt, denn alle sechs Monate mussten die alten Filter gegen neue ausgetauscht werden. Hinzu kamen die aufwändige und schmutzintensive Reinigung von Tanks und Rohrsystemen. Als Ersatz dieser Anlage wurde ein kompaktes Filtersystem gesucht, das bei einem Durchsatz von 220 l/min eine Filterfeinheit von # 5 μm gewährleistet – bei gleichzeitig niedrigen Verbrauchskosten und ohne aufwändiges Handling kontaminierter Schlämme.
Durch Empfehlung des Schleifanlagenherstellers nahm der Instandhaltungsleiter der Uhrenmanufaktur Kontakt mit dem Spezialisten für Filteranlagenbau und Engineering GKD im rheinischen Düren auf. GKD stellte in der Manufaktur das Maxflow-Kompaktfiltersystem und die Möglichkeiten zur individuellen Anpassung vor. Die Wahl fiel auf den Maxflow CS 1000 mit integrierter Brikettierung. Für die Anlage sprachen die kompakte Konstruktion aus Edelstahl und Filterscheiben aus kundenindividuell produziertem Edelstahlgewebe, wodurch lange Standzeiten, geringer Wartungsaufwand und Korrosionsbeständigkeit gewährleistet sind. Das Anlagenkonzept erlaubt zudem eine Filtration in der geforderten Feinheit ohne Filterhilfsmittel. Bedarfsgerecht für die Uhrenmanufaktur ausgelegt, umfasst es zwei Filterpakete mit jeweils zwei statischen Filterscheiben, ein Rundtanksystem mit integriertem Schmutztank und eine Hebestation. Der spitz zulaufende Schmutztank verhindert zudem Ablagerungen am Tankboden.
Vorsprung durch Performance
Der Kompaktfilter ist an das zentrale Kühlsystem der Manufaktur angeschlossen, das mit 14 bis 15 °C kaltem Wasser aus dem nahe gelegenen Bach gespeist wird. Zur Kompensation der Temperaturdifferenz schaltete GKD eine Kühlschlange mit separat arbeitendem Temperaturregler dazwischen. Die Filterscheiben sind mit prozessspezifisch mehrdimensionalem Gewebe vom Typ Ymax ausgelegt und vertikal im Filterkopf eingebaut.
Mit nur zwei Quadratmetern Grundfläche ist der Maxflow deutlich kompakter als der bisherige Anschwemmfilter. Der wasserbasierte Kühlschmierstoff mit vierprozentiger Konzentration umströmt die Filterscheiben im Querstrom. Per automatisierter Rückspülung wird der durch Schleifspäne und Korundabrieb entstehende Filterkuchen von den Scheiben gelöst, in der systemintegrierten Presseinheit zum trockenen Brikett verpresst und transportfähig ausgetragen. Dadurch wird auch deutlich weniger Kühlschmiermittel verschleppt.
Neben der kompakten Bauform überzeugte die hohe Wartungsfreundlichkeit den Schweizer Kunden. „Die GKD-Lösung ist wesentlich zeit- und kostensparender als unsere bisherige Filteranlage“, berichtet der Instandhaltungsleiter der Schweizer Uhrenmanufaktur. „Das Filterpaket wird einmal pro Woche gegen das zweite, gereinigte Scheibenpaket ausgetauscht. Das dauert gerade mal 15 Minuten. Bei unserer alten Anlage brauchten wir für den Filterwechsel zwei bis drei Tage.“
Hinzu kommt die zuverlässige Leistungsfähigkeit des Kompaktfilters. Seit der Installation läuft die Anlage nonstop fünf Tage die Woche in zwei Schichten. Die sichere Einhaltung der geforderten Rückhalterate von # 5 μm und der konstant hohe Durchsatz entsprechen den anspruchsvollen Erwartungen der Manufaktur. Zufrieden stellt der Instandhaltungsleiter fest: „Das Maxflow-Filtersystem ergänzt unsere Doppelseiten-Planschleifanlage perfekt und trägt damit maßgeblich zur Güte unserer Präzisionswerke bei.“
GKD – Gebr. Kufferath AG www.gkd.de
Teilen:




















{kind=link}