


Michael Schirra, Prokurist beim Maschinenbauunternehmen JEB, stand plötzlich vor einer großen Aufgabe: Steigerung der Profitabilität um mindestens vier Prozent. Schon zuvor hatten er und seine Kollegen in der Produktion präzise gearbeitet, höchste Qualität abgeliefert und die Wünsche ihrer Kunden akribisch erfüllt – immer mit dem Blick auf maximale Wirtschaftlichkeit. Jetzt hob die Zielvorgabe die Messlatte noch weiter an.
Für Michael Schirra, Prokuristen beim Maschinenbauer JEB, ist Wirtschaftlichkeit ein ganz wesentlicher Punkt. Denn in der Aerospace-Branche, für die JEB arbeitet, herrscht ein enormer Preisdruck. Dem unterliegt auch der Maschinenbauer aus dem badischen Durmersheim. Denn seit mehr als 30 Jahren beliefert das Unternehmen die Luftfahrtindustrie. Michael Schirra setzte von daher das Thema auch auf die Agenda des nächsten Treffens mit seinem Werkzeug-Zulieferer, der Adolf Pfeiffer GmbH. Deren bevorzugter Werkzeuglieferant ist die Tübinger Walter AG. Aufgrund der seit mehr als 20 Jahren sehr guten Geschäftsbeziehungen zwischen Walter und Pfeiffer kennt man dort die Produkte und Bearbeitungslösungen des Präzisionswerkzeugherstellers sehr genau.
Beide Unternehmen verbindet ein gegenseitiges Vertrauen. „Weil die Qualität stimmt. Und weil wir von Walter hervorragenden Support bekommen – auch in Sachen Kompetenz-Transfer“, stellt Michael Weber, zuständiger Anwendungstechniker bei der Pfeiffer GmbH, klar. „Davon profitieren am Ende natürlich auch unsere Kunden.“
Zweifache Präzisionskühlung sorgt für mehr Leistung
Bei Pfeiffer rannte Schirra buchstäblich offene Türen ein, als die beabsichtigte Steigerung der Wirtschaftlichkeit zur Sprache kam. „Unsere Ansprechpartner bei Walter hatten uns kurz zuvor die zweifache Präzisionskühlung vorgestellt“, sagt Weber. „Das schien die perfekte Lösung zu sein, wenn man Performance und Wirtschaftlichkeit verbessern will. Schließlich ist die Kühlung eine zentrale Stellschraube zur Leistungsoptimierung – besonders bei Titan.“
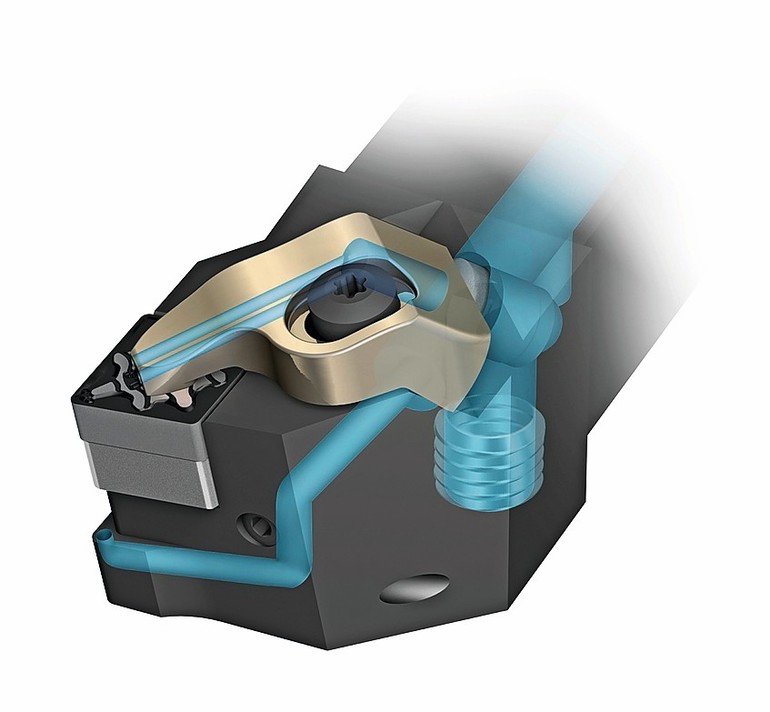
„Das Prinzip der doppelten Präzisionskühlung ist ebenso einfach wie wirkungsvoll“, erklärt Werner Strobel, Produktmanager Drehen bei der Walter Deutschland GmbH. „Das Kühlmittel fließt innen durch die Aufnahme und tritt an Span- und Freifläche, also direkt in der Schnittzone, aus. Der Kühlmittelstrahl trifft dadurch auf kürzestem Weg exakt auf die Schneidkante beziehungsweise unter den Span – dort, wo die Temperaturen am höchsten sind. Je effizienter hier gekühlt wird, umso geringer ist der Werkzeugverschleiß und umso höher sind die Schnittwerte, die wir erreichen können.“
Im nächsten Schritt testete der zertifizierte Luft- und Raumfahrt-Zulieferer die neue Lösung intern. Dass Walter Werkzeuge verwendet werden sollten, war den erfahrenen Praktikern sehr recht. „Die Kollegen wollten ohnehin am liebsten mit den Werkzeugen aus Tübingen arbeiten“, erzählt Schirra.
Die technischen Voraussetzungen waren schnell geklärt: Für die Präzisionskühlung benötigen die Maschinen unter anderem einen Feinfilter von 50 µm oder kleiner, damit die Düse mit 1,2 mm Durchmesser nicht verstopfen kann. Und sie müssen mit mindestens 10 bar Kühlmitteldruck arbeiten. Alle drei Maschinen bei JEB, die für die doppelte Präzisionskühlung vorgesehen waren, erfüllen diese Voraussetzungen.
Plattengeometrie eröffnet Optimierungspotenzial
Im Verlauf der Planungsgespräche floss eine weitere Optimierungsoption in die Überlegungen ein: mehr Effizienz durch eine neue Wendeschneidplatten-Geometrie. Zum Hintergrund: Der Zulieferer fertigt Bauteile, die nach dem Zerspanen oft nur noch aus 5 % des ursprünglichen Materials bestehen; die übrigen 95 % werden beim Bearbeiten entfernt. Dieses große Volumen zerspante JEB bis dato mit WNMG-Wendeschneidplatten mit sechs Schneidkanten und NMT-Geometrie für die mittlere Bearbeitung. Die Schneidkante erreichte ihr Standzeitende deshalb nach jedem Bauteil und musste ausgewechselt werden.
„Das schien mir nicht optimal“, so Weber. Seine Überlegung: Eine für die Schruppbearbeitung optimierte CNMG-Wendeschneidplatte mit NRT-Geometrie müsste mehr Schnitttiefe erlauben, einen größeren Vorschub und höhere Schnittgeschwindigkeiten. Und zwar so viel mehr, dass sich das Zeitspanvolumen steigern lässt – trotz vier statt der bisher sechs effektiven Schneidkanten.
Würde die neue Lösung, doppelte Präzisionskühlung plus neue Wendeschneidplatten-Geometrie, den Prozess tatsächlich wirtschaftlicher machen? Klarheit sollten einige Probeläufe im Juli 2016 bringen. Vor Ort mit dabei: Walter Produktmanager Strobel.
Testlauf unter Realbedingungen
Die JEB-Zerspanungsfachleute arbeiteten sich mit mehreren Werkstücken Schritt für Schritt an die optimale Bearbeitungsstrategie heran. Schirra: „Wir nahmen den Gesamtablauf unter die Lupe und prüften alle relevanten Parameter. Wie ist das Werkstück gespannt? Wie weit können wir die Schnittparameter anheben? Wie hoch ist die verfügbare Leistung der Maschine und das maximale Drehmoment? Passen Kühlmittelzuführung und Druck – in unserem Fall 20 bar?“
Besonderes Augenmerk legten die Experten auf die Späne. „Die waren überwiegend stark verfärbt, bis ins Dunkelblaue“, so Weber. „Das zeigt, die Späne waren hoher Hitze ausgesetzt.“ Der Produktmanager Strobel erläutert: „Das ist gut, weil sie Hitze abführen, die sonst auf die Wendeschneidplatte einwirken und deren Lebensdauer negativ beeinflussen würde.“ Schließlich begutachteten alle beteiligten Spezialisten das Endprodukt. Wurden die Vorgaben des Kunden eingehalten? Und wie sieht es mit den Toleranzen und der Oberflächenbeschaffenheit aus?
Überzeugende Ergebnisse rundum
Die Ergebnisse waren mehr als zufriedenstellend. Mit einer Schneide ließen sich jetzt dank effizienter Präzisionskühlung und neuer Geometrie drei Bauteile anstatt vorher nur einem fertigen. Allerdings war die Standzeit bei drei Bauteilen pro Schneide bis aufs Letzte ausgereizt. „Das geht letztlich zu Lasten der Prozesssicherheit“, so Strobel. „Daher haben wir uns entschlossen, zwei Bauteile mit einer Schneidkante zu bearbeiten und dafür den Vorschub noch etwas zu erhöhen. Damit ist der Prozess sicher, wir haben ein sehr geringes Ausschuss-Risiko und die Bearbeitungsgeschwindigkeit wird deutlich erhöht.“
Seit Oktober 2016 arbeiten alle drei Maschinen bei dem Zulieferer mit der neuen Lösung. Schirra ist mehr als zufrieden: Denn aus den ursprünglich angepeilten vier Prozent Plus in Sachen Wirtschaftlichkeit sind deutlich mehr geworden: „Durch die Kombination aus doppelter Präzisionskühlung und neuer Geometrie konnten wir die Laufzeit deutlich reduzieren und die Standzeit pro Schneide um satte 100 Prozent erhöhen.“
Angeregt durch die guten Erfahrungen mit Kühlung unter relativ hohem Druck, will Schirra seine Maschinen auf 60 bar Kühlmitteldruck aufrüsten. „Ich möchte die neuen präzisionsgekühlten Werkzeuge von Walter künftig auch im Schlichtbereich und beim Abstechen einsetzen. Darauf will ich vorbereitet sein.“ ■
JEB Maschinenbau GmbHwww.jebgmbh.de
Adolf Pfeiffer GmbHwwww.pfeiffer-werkzeuge.info
Walter AGwww.walter-tools.com
Hier finden Sie mehr über:
Teilen:




















{kind=link}