
Die Zahnstangenlenkung ist seit der Erfindung des Automobils ein fester Bestandteil der Technik. Bei zahlreichen Anwendungen, in welchen präzise Längsbewegungen ausgeführt werden müssen, kommen beispielsweise moderne Derivate der Ur-Technik, wie Kugelumlaufgewinde in Verbindung mit Lenkmuttern in Kugelumlauflenkungen zum Einsatz. Die Fertigung solcher Bauteile stellt eine enorme Herausforderung an die Zerspanungswerkzeuge dar. Der Autor: Matthias Oettle Kristen+Görmann oHG
Seit mehr als 45 Jahren entwickelt und fertigt die Hartmetall Werkzeugfabrik Kristen+Görmann oHG mit Sitz in Renchen präzise Werkzeugtechnologien zur spanabhebenden Formgebung. In erster Linie für Großserienfertigungen werden, mit einer hohen Fertigungstiefe, Hartmetall Wendeschneidplatten und die dazugehörigen Trägerwerkzeuge von der Idee, der Entwicklung und Konstruktion, über sämtliche Fertigungsschritte bis hin zur eigenen PVD- Beschichtung mit ca. 70 Mitarbeitern am Standort in Renchen hergestellt.
Unabhängig von der Art der Zerspanungsaufgabe, muss ein Zerspanungswerkzeug als Einheit betrachtet werden wenn es zu einem Leistungsfähigen und somit wirtschaftlichen Werkzeug für präzise Anforderungen avancieren soll. Insbesondere bei Wendeschneidplatten Werkzeugen muss der Fokus auf die Wechselgenauigkeit der einzelnen Komponenten gesetzt werden. Die Betrachtung der zur Verfügung stehenden Toleranzen im Gesamtsystem, erfordert entsprechende in sich geschlossene Fertigungs- und Messketten. In einer „Standard“ Fertigung ist dies mit herkömmlichen Vorgehensweisen nicht erreichbar. Mittels einer hochauflösenden 3-D Koordinatenmessmaschine erfolgt die Messwerterfassung und daraus resultierend, wird die Rückführung an die Maschine durchgeführt, um beispielsweise einen präzisen Plattensitz zu erhalten.
Hohe Toleranzanforderung
Die Kugelkontaktpunkte im Gewinde der Kugelgewinde- oder Lenkmutter sind die funktionsentscheidenden Punkte, welche die höchste Genauigkeitsanforderung haben. Winkeltoleranzen von ± 0°15‘ und Maßtoleranzen von ± 0,01 mm sind hierbei gängige Anforderungen. Die entsprechend zu messenden Strecken, sind jedoch außerhalb der üblichen Messstrecken und mit herkömmlichen Messmitteln nicht in der erforderlichen Genauigkeit zu erfassen. Einfache taktile Messsysteme versagen hierbei bzw. geben kein zuverlässiges, wiederholgenaues und prozesssicheres Messergebnis.
Aufgrund der hohen, im Detail steckenden Toleranzanforderung ist es nahezu unmöglich eine Sollkontur auf die Ist- Kontur der Wendeplatte 1:1 zu übertragen. Nicht selten sind mehrere Iterationsschleifen erforderlich um eine präzise Kombination Wendeplatte-Trägerwerkzeug als Gesamtsystem zu erhalten.
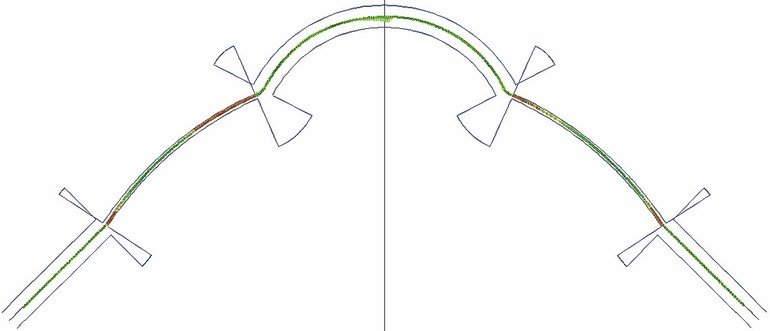
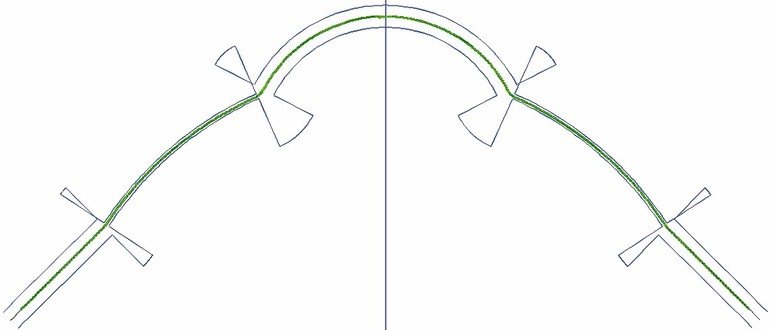
Nach ersten Drehversuchen werden Messprotokolle mit den entsprechenden Abweichungen als Überhöhungen an der Sollkontur ersichtlich, erstellt. Anhand dieser Messergebnisse wird eine entsprechende Programmkorrektur für die Wendeschneidplatten Fertigung erstellt, nach dieser dann weitere Testplatten gefertigt werden. Jahrelange Erfahrungen bei der Auswertung von Ist- Konturmessungen ermöglichen meistens im zweiten Schritt die Fertigung von Maßhaltigen hochpräzisen Wendeplatten welche dann ein Messergebnis aus der Soll- Kontur liefern.
Das Nachfolgende Entgraten von beispielsweise „Fenstern“ oder Unterbrechungen in der Gewindekontur kann prozessbedingt mit links schneidenden und rechts schneidenden, konturnah ausgeführten Wechselkopfwerkzeugen erfolgen. Vergleichbar mit den Wendeschneidplatten Systemen ist auch bei solchen Wechselkopfsystemen eine hohe Genauigkeit beim Fräskopfwechsel notwendig. Bei diesen Werkzeugen ist es, für ein Qualitätsbedingtes Gesamtergebnis, unbedingt erforderlich sowie links- als auch rechtsschneidende Ausführungen der Schneiden ein zu setzten, um den prozessbedingten Grat im Funktions- bzw. Bewegungsgewinde zu entfernen.
Bespielbearbeitung
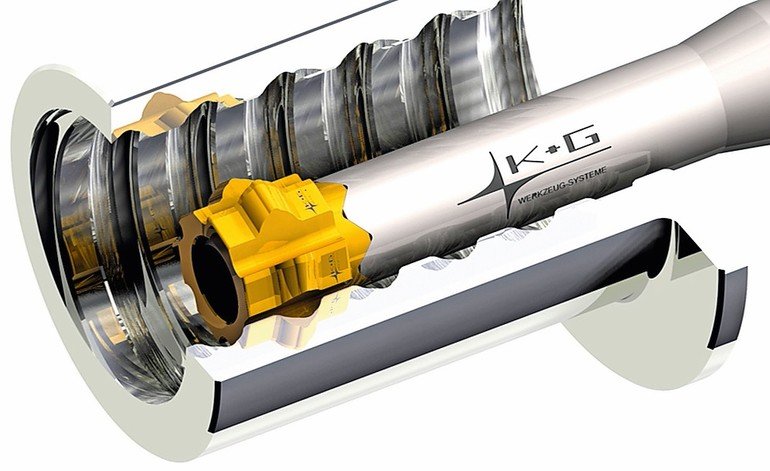
Lenkmuttern werden beispielsweise aus Wälzlagerstahl 1.3505 / 100Cr6 hergestellt. Die Gewindekontur einer Lenkmutter wird in der Regel in mehreren Schrupp- und Schlichtschnitten mit einem Gewindezyklus gefertigt. Die Zustellungen werden beim Schruppen von ap = 0,3 mm schrittweise auf ap = 0,1 mm reduziert. Im Schlichtschnitt wird üblicherweise mit ap = 0,06 mm die Sollkontur erreicht. Bei der Schnittgeschwindigkeit wird bedingt durch den Gewindezyklus und die Kinematik der Maschine die Schnittgeschwindigkeit vc = 100 m/min selten überschritten.
Zur Geometrie einer Wendeschneidplatte zur präzisen Fertigung gehören Genauigkeit und Präzision im µm- Bereich und eine maximale Schneidenstabilität. Die Zerspanung hochgenauer Konturen folgt selbstverständlich auch den Gesetzen der klassischen Spanabhebung. Die Ausprägung der Geometrie bzw. Abstimmung von Span-, Frei- und Keilwinkel erfordert jahrelange Erfahrung, um den auftretenden Schneidkantenbelastungen in Punkto Präzision vom Standanfang bis Standmengenende gerecht zu werden. Die Fertigung der geforderten Konturtoleranzen erfordert nicht selten mehrere Iterationsschleifen. Nur eine abgestimmte Verkettung der kompletten Fertigungskette erlaubt die Herstellung von hochpräzisen Werkzeugsystemen. ■
Kristen+Görmann oHGwww.kristen-goermann.de
Zukunftsideen in Serie

Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in einer exklusiven Serie in der mav.
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}