
Eine optimale Lösung, um Turboladergehäuse zu bearbeiten, gibt es nicht – es gibt mehrere. Welche die Beste ist, entscheidet sich je nach individueller Anforderung. Die Komet Group bietet jedenfalls stets die passenden Werkzeuge, bis hin zu den Komtronic U-Achssystemen. Diese mechatronischen Werkzeugsysteme liegen voll im Trend, da sie die Komplettbearbeitung in einer Maschine bei höchster Bauteilqualität ermöglichen. Zudem erhöhen sie die Flexibilität bei komplexen Konturen und Variantenvielfalt.
Autor: Karl-Heinz Mückschel, Komet Group
Die spanende Bearbeitung von Turbolader-Gehäuseteilen stellt große Anforderungen – auch an die Werkzeuge. Unabhängig davon, ob ein Verdichtergehäuse aus Aluminium oder ein Turbinengehäuse zerspant werden soll, das in der Regel aus hitzebeständigen Sonderwerkstoffen wie GGV-SiMo (Grauguss mit vermikularem Graphit und Silizium-Molybdän) gegossen ist, stehen unterschiedliche Bearbeitungskonzepte zur Wahl. Konventionell werden Dreh- und Fräsarbeiten auf unterschiedlichen Maschinen vorgenommen. Doch Wirtschaftlichkeits- sowie Genauigkeitsgründe sprechen eindeutig für die Bearbeitung in einer Aufspannung auf einem Bearbeitungszentrum. Hier bieten sich für die Drehaufgaben Verfahren wie Zirkularfräsen oder Interpolationsstechdrehen an. Allerdings müssen bezüglich Bearbeitungszeit und Oberflächenqualität gewisse Abstriche gemacht werden, weshalb manche Anwender eine zweite Aufspannung auf der Drehmaschine vorziehen. Wer hohe Qualität und Effizienz sucht, sollte sich letztendlich für mechatronische Werkzeugsysteme wie die Komet Komtronic U-Achssysteme entscheiden.
Konventionelle Werkzeugkonzepte
Der Einsatz von Sonder- und Kombiwerkzeugen gilt heutzutage als konventionell. Die Bearbeitung beginnt in der Regel an der Innenseite mit einem Planwerkzeug zum Schruppen der Planfläche. Für die abgestuften Innendurchmesser der Hauptbohrung werden Kombinationswerkzeuge verwendet. Sie ermöglichen das Vorsenken, die Vorbearbeitung und letztlich auch die Fertigbearbeitung mehrerer Durchmesser in je einem Arbeitsgang. Von der Komet Group gibt es hierfür die schneidfreudigen Trigon Wendeschneidplatten, die für den jeweiligen Werkstoff mit passenden Topografien ausgestattet sind. Auch im Bereich der Befestigungsbohrungen werden Stufenwerkzeuge, in diesem Fall VHM-Bohrer der Marke JEL, sowie speziell auf den Werkstoff ausgelegte Sondergewindebohrer, ebenfalls von JEL, eingesetzt.
Bei der Vorbearbeitung der Gegenseite bzw. der Stirn- und Vorderseite V-Band sorgen vor allem Hochleistungswerkzeuge mit Tangential-Wendeschneidplatten für kurze Taktzeiten. Solche Komet Wendeschneidplatten sind extrem stabil und durch ihre gesinterten und präzisionsgeschliffenen Spantopografien in Fräs- sowie Bohrwerkzeugen einsetzbar. Zudem sind sie besonders wirtschaftlich. Feste Plattensitze im Grundkörper gewährleisten eine optimale Schnittkraftaufnahme, so dass die Schwerarbeiter unter den Wendeschneidplatten bei geeigneten Maschinenkapazitäten höchste Produktivität ermöglichen. Zum Finishen dieser Bereiche wird ein ähnliches Kombinationswerkzeug verwendet, allerdings mit exakt einstellbaren Wendeschneidplatten.
Anschließend muss die Nut für die V-Band-Verbindung bearbeitet werden. Dies kann auf einer Drehmaschine oder ebenfalls im Bearbeitungszentrum erfolgen.
Mechatronische Lösung bietet Effizienz und Flexibilität
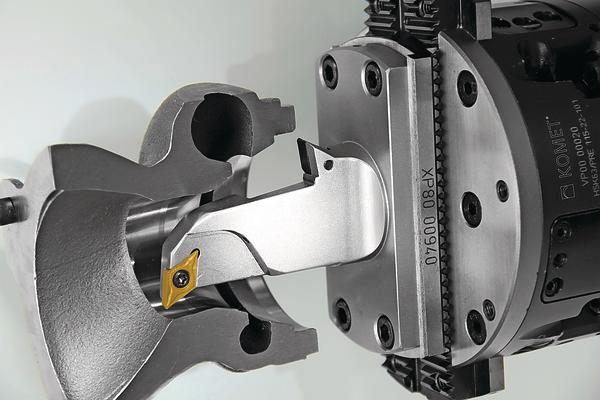
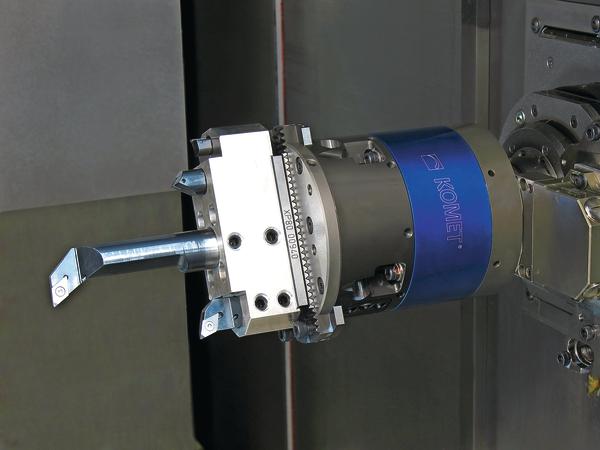
Eine vielversprechende Bearbeitungsalternative für Turboladergehäuse bieten die Komtronic U-Achssysteme. Diese bestehen im Wesentlichen aus einem kompakten Plandrehkopf mit Einfachschieber, der mittels Servomotor angetrieben wird. Die Energie zur Versorgung der Elektronik und des Antriebs wird berührungslos induktiv in das U-Achssystem übertragen. Ebenso werden die Daten induktiv mit dem U-Achssystem ausgetauscht. Spindelseitig ist ein sogenannter Stator angebaut, der segmentförmig ausgeführt wird. Auf der U-Achsseite gewährleistet die ringförmige, induktive Übertragungseinheit (Rotor) den sicheren Daten- und Energieaustausch in jeder Winkellage, was die mechatronischen U-Achssysteme automatisch aus dem Werkzeugmagazin einwechselbar macht. Eingebunden in die Maschinensteuerung erfolgt die Programmierung in der üblichen NC-Programmiersprache. Dabei stehen alle Funktionalitäten einer normalen ISO-Programmierung zur Verfügung.
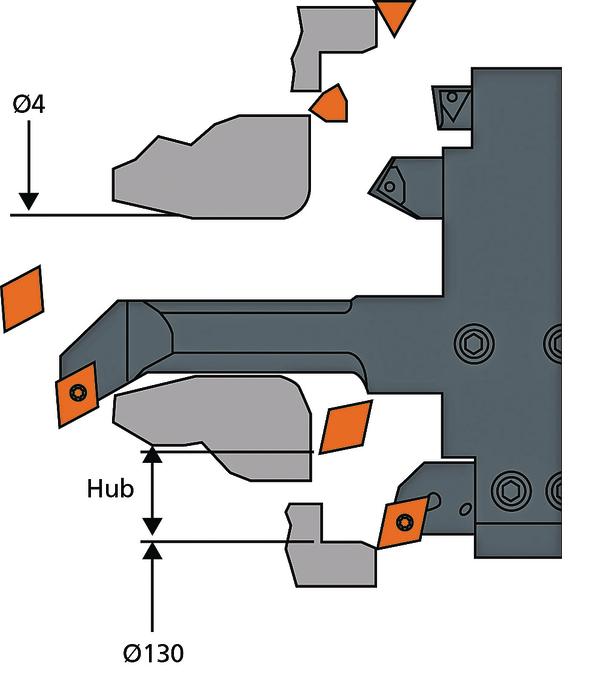
Für den Einsatz der Komtronic U-Achssysteme sprechen zahlreiche Vorteile: Diese mechatronischen Werkzeugsysteme sorgen für höhere Flexibilität bei komplexen Konturen und Variantenvielfalt und ermöglichen die Komplettbearbeitung in einer Maschine bei höchster Bauteilqualität. Die Komet Group bietet die Komtronic U-Achssysteme bislang vorwiegend zur Fertigbearbeitung an. Vorbereitende Bearbeitungen erfolgen wiederum mit Stufen- bzw. Kombinationswerkzeugen sowie mit Zirkular- oder dem Interpolationsstechdrehen. Die Komtronic U-Achssysteme sind automatisch einwechselbar und können je nach Anforderung mit individuell ausgelegten oder mit Standard-Aufsatzwerkzeugen bestückt werden. Das bietet Pluspunkte für den Anwender, denn das System ermöglicht eine entsprechend den Bauteilkonturen frei programmierbare Schneidenverstellung radial zur Rotationsachse. Für flexible Konturbearbeitungen und Stechoperationen wird die U-Achse mit der Z-Achse (Spindelvorschubachse) der Maschine interpolierend verfahren, was die Realisierung komplexer Drehbearbeitungen in einem Konturzug ermöglicht.
Entscheidend sind Produktivität und Qualität
Welches System das Beste ist, hängt vom jeweiligen Anwendungsfall ab. Bearbeitungslösungen nach konventionellen Konzepten sind nach wie vor bei großen Stückzahlen und Bauteilkonturen ideal. Mit angepassten Werkzeugkombinationen lassen sich hierbei optimale Lösungen realisieren. Werden Konturen jedoch komplexer und steigen die Genauigkeitsanforderungen, bieten Bearbeitungskonzepte mit mechatronischen Werkzeugsystemen deutlich effizientere Lösungen. Bei zunehmender Varianz oder geringeren Losgrößen sind U-Achsen flexibler als applikationsspezifisch ausgelegte, feste Werkzeuge. Sie ermöglichen Komplettbearbeitungen in einer Aufspannung, außerdem sparen sich Anwender die Anschaffung und Vorhaltung von bauteilbezogenen Sonderwerkzeugen und entsprechende Werkzeugwechsel. Anpassungen aufgrund von Geometrieänderungen oder neuer Varianten sind einfach per NC-Programmierung möglich, ebenso wie Konturanpassungen oder Korrekturen. Fertigungs- sowie Durchlaufzeiten werden reduziert, die Produktivität erhöht und die Qualitäten verbessert.
Teilen:




















{kind=link}