


Die Windkraft ist eine Branche, die sich schnell entwickelt hat und in der noch großes Potenzial steckt. Das 1984 gegründete Unternehmen Enercon hat sich hier als Hersteller von Windenergieanlagen etabliert. Bei der Rothenseer Rotorblattfertigung, einem Dienstleistungswerk von Enercon, werden für einige der Anlagen die Rotorblätter hergestellt. Seit nunmehr fünf Jahren arbeitet das Werk bei der Zerspanung mit dem Werkzeughersteller Mapal zusammen.
Seit seiner Gründung hat sich Enercon, wie die gesamte Windkraftbranche, rasant entwickelt. Kennzeichneten den Beginn noch Anlagen mit 55 kW Leistung, werden heute standardmäßig Anlagen mit 3 und 4,2 MW Nennleistung gefertigt. „Die Anlagen werden immer größer und leistungsfähiger“, sagt Volker Ziem, Geschäftsführer der Rothenseer Rotorblattfertigung. Der Trend gehe zudem zu Schwachwindanlagen für das Binnenland. Damit könnten mehr sogenannte „Volllaststunden“ pro Jahr erreicht werden. Insgesamt stehen weltweit 25 500 Anlagen von Enercon mit insgesamt 41 000 MW Nennleistung. Die Anlagen zeichnet neben der hohen Fertigungstiefe unter anderem aus, dass sie ohne Getriebe auskommen und so einen hohen Wirkungsgrad erzielen. Ein Ringgenerator, der direkt mit der Rotornabe verbunden ist und ohne Permanentmagnete auskommt, ist das zentrale Element. Am tropfenförmigen Design sind die Anlagen von denen anderer Hersteller zu unterscheiden.
Seit 2001 fertigt das Unternehmen Rothenseer Rotorblattfertigung in Magdeburg als Dienstleistungswerk der Enercon Gruppe Komponenten dieser Windenergieanlagen. Unter anderem Rotorblätter für die Typen E-82, E-101, E-115 und E-126. Die Typenbezeichnung enthält den Rotordurchmesser, bei der Anlage E-82 beträgt der Rotordurchmesser beispielsweise 82 Meter. Die Rotorblätter sind die kritischsten Teile der gesamten Windenergieanlage, sind sie doch am stärksten den wirkenden Kräften sowie der Witterung ausgesetzt. Sie sind der limitierende Faktor für die Lebenszeit. „Heute sind unsere Anlagen ab 4 Megawatt Leistung auf 30 Jahre ausgelegt“, sagt Volker Ziem. Zuvor waren es 20 Jahre.
Herausforderung: GFK
Die hohe Fertigungstiefe, die die Anlagen kennzeichnet, ist auch bei der Rotorblattfertigung zu sehen. In Magdeburg wird jeder einzelne Schritt der Herstellung umgesetzt: Die Glasfasern werden in Formen gelegt und mit Harz getränkt. Nach der Verbindung der einzelnen Teile wird zerspant, geschliffen und anschließend lackiert. Dabei wird viel manuell gearbeitet. Die Herausforderung: das Material, mit dem gearbeitet wird. Schon die Herstellung des GFK direkt in den Formen ist besonders: „Auch wenn identische Glasfasern und identisches Harz verwendet werden und die Bearbeitungsumgebung konstant ist, unterscheiden sich die Rotorblätter doch voneinander. GFK ist eben nicht gleich GFK“, beschreiben es Michael Berlitz und Stephan Bartz, die den gesamten Prozess der Zerspanung bei der Rothenseer Rotorblattfertigung und Großrotorblattfertigung verantworten. GFK sei zudem ein extrem abrasiver Werkstoff, „bei dem man nicht einfach im Tabellenbuch wie bei Metall nachschlagen kann.“
Die Zerspanung des glasfaserverstärkten Kunststoffs unterscheidet sich grundlegend von der Metallbearbeitung. „Da ist viel internes Wissen, Erfahrung und auch Experimentieren gefragt“, bringt es Bartz auf den Punkt. Der Fokus bei der Bearbeitung des Materials liegt auf der Sauberkeit, der Sauberkeit von Arbeitsplatz, Maschine, Bauteil und Werkzeug. „GFK-Staub ist einer der größten Feinde der Rotorblattfertigung“, sagt Volker Ziem. Denn: Der Staub verträgt sich nicht mit diversen Arbeitsschritten. Deshalb haben Absaugkonzepte an Bedeutung gewonnen.
Sowohl einteilige Rotorblätter als auch Rotorblätter, die aus zwei Teilen bestehen, werden in Magdeburg hergestellt. Die Teilung hat vor allem mit der Transportierbarkeit zu tun. 50 Meter hat das längste Rotorblatt, das am Stück transportiert wird. „Und das ist auch unsere derzeitige Obergrenze“, betont Berlitz. Das aufwendige bei den geteilten Blättern: die Verbindung der beiden Teile. Konstruktionsbedingt sind aufgrund des Blattprofils unrunde Flansche erforderlich. „Bis die Anlagen eine gewisse Größe erreicht hatten, hatten wir es nur mit runden Flanschen zu tun. Die Zerspanung haben wir mit relativ kostengünstigen Sonderkonstruktionen realisiert. Seit wir unrunde Flansche verwenden, arbeiten wir ausschließlich mit CNC-Maschinen“, erklärt Stephan Bartz.
Als deshalb im Jahr 2009 für die Rotorblätter der Anlage E-101 auf ein völlig neues Maschinenkonzept umgestellt werden musste, lieferte Mapal als Erstausstatter der neuen Maschine die Werkzeuge. Seitdem haben sich die Werkzeuge in Rothensee etabliert. „Die Mapal-Mitarbeiter haben uns von Anfang an umfassend unterstützt. Dies ist auch ein Grund, warum die Zusammenarbeit noch heute besteht“, sagt Bartz. „Damals war das eine komplett neue Bearbeitung, wir haben die ein oder andere Nachtschicht gemeinsam eingelegt“, erinnert sich Mapal-Außendienstmitarbeiter Robert Kottler, der das Unternehmen betreut. Für verschiedene Bearbeitungen am Blatt setzt das Unternehmen unter anderem Wechselkopfbohrer TTD und verschiedene Fräser des Werkzeugherstellers ein.
Kernlochbohrer als Rundumsorglospaket
Das Highlight unter den Werkzeugen, da sind sich Berlitz und Bartz einig, sind die Kernlochbohrer, die für die Bearbeitung der Querbohrungen mehrerer Anlagentypen zum Einsatz kommen. Beim Einsatz eines Kernlochbohrers wird bis zu 81 Prozent weniger Material zerspant als bei einem Vollbohrer. Ein Aspekt, der der Forderung nach möglichst wenig GFK-Staub nachkommt. Das Konzept des Kernlochbohrers bietet weitere Vorteile: Durch die geringe Schnittfläche des Bohrers entstehen keine Delaminationen am Bauteil. Zudem wird die Wärmeentwicklung gering gehalten, denn GFK ist extrem temperaturempfindlich. Es darf nicht wärmer als 70 bis 80 °C bei der Bearbeitung werden. Die Experten aus Aalen bieten hierfür speziell dafür ausgelegte Werkzeuge an. Beispielsweise ist der Grundkörper des Bohrers poliert, um ein Überhitzen zu vermeiden. So kann sich Staub nicht am Werkzeug festsetzen. Die Kühlkanäle wurden für die GFK-Bearbeitung im Vergleich zur Metallbearbeitung entsprechend angepasst.
Vorteile der inneren Absaugung
Um dem GFK-Staub Herr zu werden, ist der Bohrer zudem mit einer inneren Absaugung versehen. „Dadurch entstehen deutlich weniger Emissionen“, sagt Kottler. Für die Luftkühlung wird ohnehin ein Luftstrom am Werkzeug erzeugt. Durch die Strömungskanäle am Werkzeug sowie die Austritte am vorderen Werkzeugende wird Luft zugeführt. Über das Innere des Werkzeugs wird die Luft später wieder angesaugt. „Im Gegensatz zu einer Raumabsaugung wird so das erzeugte Luftvolumen gering gehalten“, erklärt Jens Ilg, Mapal-Produktspezialist für die Bearbeitung von Leichtbauwerkstoffen. Der Kernlochbohrer ist mit PKD-Schneiden bestückt. Diese sind aus einem speziellen Substrat hergestellt, um das abrasive GFK prozesssicher zu zerspanen. Die Plattensitze der PKD-Schneiden sind ebenfalls speziell für den Einsatz bei der GFK-Bearbeitung ausgelegt. Es wird mit einer speziellen Verschraubung gearbeitet. „Durch unsere innovative Verschraubung kann sich kein Staub in und an der Schraube absetzen“, sagt Ilg.
Neben der Absaugung des Staubs bietet die innere Absaugung einen zweiten Vorteil. „Bei den Bohrungen am Flansch der Rotorblätter entstehen große Bohrkerne. Es konnte nie genau bestimmt werden, wohin der Bohrkern fällt. Die Absaugung zieht den Kern an – und macht ein definiertes Ablegen möglich“, erklärt Bartz und fasst zusammen: „Der Kernlochbohrer ist ein absolutes Sorgloswerkzeug für uns, das super funktioniert. Erstmals sind Arbeitsplatz, Rotorblatt, Werkzeug und Maschine weitestgehend unbelastet durch den GFK-Staub.“ Zwar seien für den Einsatz des Werkzeugs eine Absauganlage an der Bearbeitungsmaschine sowie eine spezielle Aufnahme nötig, jedoch würden die Vorteile diesen Aufwand vielfach aufwiegen.
Der Kernlochbohrer kommt in verschiedenen Durchmessern für die Rotorblätter mehrerer Anlagen zum Einsatz. „Die Schnittwerte sind jeweils an den Durchmesser angepasst“, erklärt Bartz. Bei der Anlage E-101 kommt ein Kernlochbohrer mit 76 mm Durchmesser zum Einsatz. Hier wird mit einer Drehzahl von 440 min-1 und einer Schnittgeschwindigkeit von 120 m/min gearbeitet. „Die niedrigen Schnittwerte sind auch der Spannsituation des Werkstücks geschuldet“, erklärt Berlitz, „ein langes Rotorblatt reagiert auf die Zerspanung ganz anders als ein fest gespannter Block.“ Auch bei den Schnittwerten sei wie bei der gesamten Verarbeitung von GFK vor allem eines gefragt: Erfahrung. Aufgrund der kostspieligen Bauteile liege der Fokus nicht vorrangig auf den Bearbeitungszeiten. „Wenn es bei der Bearbeitung zu heiß wird und Material verbrennt, sind diese Stellen nur sehr bedingt zu reparieren“, erklärt Berlitz. „Wenn wir also Ausschuss produzieren, ist es sehr teurer Ausschuss.“ Zum Vergleich: Sind es im Automobilbereich tausende Bauteile, verlassen in Magdeburg nur rund 30 Rotorblätter in der Woche das Werk.
Technisch orientierter Außendienst überzeugt
Nach der Bearbeitungsmaschine für die E-101 hat die Rothenseer Rotorblattfertigung zwei weitere CNC-Maschinen zur Bearbeitung der Rotorblätter in Betrieb genommen und die entsprechenden Prozesse ausgearbeitet und definiert. Heute läuft die Bearbeitung an allen drei Maschinen 24 Stunden am Tag im Dreischichtbetrieb. Die notwendige Erfahrung und die Qualifikation der Mitarbeiter sind aufgebaut. Dazu hat auch Mapal beigetragen, standen die Werkzeugexperten doch stets bei Fragen zur Verfügung. „Der technisch orientierte Außendienst hebt Mapal ab – wir haben einen direkten Ansprechpartner, der uns auch sehr kurzfristig unterstützt oder Reparaturen übernimmt“, sagt Bartz. Daraus ist ein Vertrauen gewachsen, das sich beim neuesten gemeinsamen Projekt zeigt.
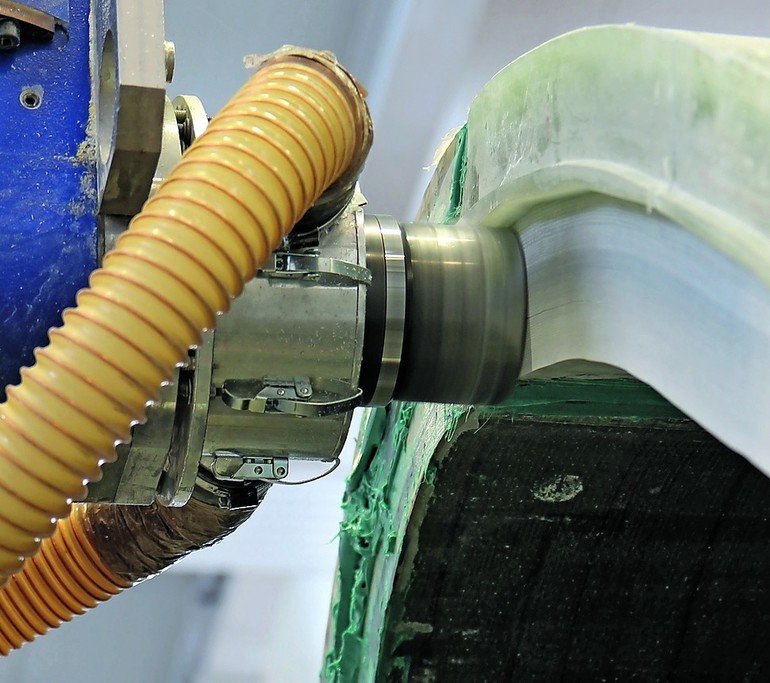
„Robert Kottler stellte uns vor kurzem einen neuen Fräser für das Planfräsen der Rotorblattwurzel vor, der wie der Kernlochbohrer mit innerer Absaugung funktioniert“, erinnert sich Bartz. „Im Moment setzen wir dafür noch einen Fräser mit Absaughaube ein.“ Allerdings kann durch den geringen Abstand von Haube und Fräser lediglich eine geringe Schnitttiefe erreicht werden. „Der Mitarbeiter an der Maschine muss deshalb sehr vorsichtig anfahren, damit die Haube nicht beschädigt wird. Bis wir den gesamten Harzüberstand abgetragen haben und beim reinen GFK für den Nullpunkt des Rotorblatts sind, sind mehrere Bahnen erforderlich“, erklärt Bartz. Ganz anders mit dem neuen Fräser.
„Mit dem Fräser können wir direkt 70 Millimeter abtragen und auf Maß fräsen. Die 70 Millimeter bestehen nicht aus reinem GFK, sondern viel Harzüberstand bestimmt den Rand der Wurzel“, sagt Bartz. „Der Fräser mit Innenabsaugung für diese Bearbeitung ist etwas ganz Neues. Weil wir wissen, dass die Mapal-Werkzeuge funktionieren, waren wir bereit, den Fräser zu testen“, sagt Bartz. Das hat funktioniert und „ist wesentlich bequemer für den Kollegen an der Maschine“. Einzig die Absauganlage stößt mit dem leistungsstarken Fräser derzeit noch an ihre Grenzen: „Aber das werden wir noch lösen, dann steht dem Einsatz dieses Fräsers nichts mehr im Wege“, blickt Bartz in die Zukunft. ■
Mapal Dr. Kress KG www.mapal.com
Teilen:




















{kind=link}