

In Loßburg, einem Luftkurort im Nordschwarzwald, befindet sich der hochmoderne Stammsitz von Arburg: 3000 Mitarbeiter beschäftigt das Familienunternehmen, das im vergangenen Jahr einen Umsatz von 698 Millionen Euro erzielte und weltweit zu den führenden Maschinenherstellern für die Kunststoffverarbeitung gehört. Das Produktportfolio von Arburg umfasst hydraulische, hybride und elektrische Spritzgießmaschinen, aber auch eine Maschine für die industrielle additive Fertigung sowie Robot-Systeme, individuelle Turnkey-Anlagen und Peripherie.
Bei der Maschinen- und Anlagenauslegung betrachtet Arburg die komplette Wertschöpfungskette. Ziel ist, dass die Kunden ihre Kunststoffprodukte, vom Einzelteil bis zur Großserie, in optimaler Qualität zu minimalen Stückkosten fertigen können. Diese Produktionseffizienz steht auch bei der Produktherstellung im Vordergrund.Das Herzstück zahlreicher Spritzgießmaschinen aus sind die Hydraulikkomponenten. Und deren Funktionalität wird maßgeblich durch Hydraulik- und Kühlbohrungen bestimmt, die diese Bauteile durchziehen. Bohrungen mit einer Bohrtiefe von bis zu 35 x D sind in den Maschinenteilen aus Sphäroguss (GGG40) keine Seltenheit.
Um besagte Funktionalität und die Bauteilstabilität zu gewährleisten, bestehen insbesondere hinsichtlich des Bohrungsverlaufs enge Toleranzen. Auch bei kreuzenden Bohrungen und wenn Materialschwankungen im Bauteil auftreten, müssen die Geradheitsabweichungen der Bohrungen kleiner als ein Millimeter pro Meter Bohrtiefe sein.
Gebohrt wir auf 5-Achs-Bearbeitungszentren
Da die zahlreichen Bohrungen im Bauteil unterschiedlich orientiert sind, erfolgt die Bearbeitung nicht etwa auf speziellen Tiefbohrmaschinen, sondern auf 5-Achs-Bearbeitungszentren. Diese haben, verglichen mit Tiefbohrmaschinen, eine geringere Steifigkeit. Zudem werden sie in aller Regel mit Emulsion anstatt Tiefbohröl als Kühlschmierstoff betrieben. So auch in Loßburg, was eine geringere Schmierwirkung der Führungselemente am Tiefbohrwerkzeug und somit tendenziell höheren Verschleiß zur Folge hat. Ein großer Vorteil der modernen Bearbeitungszentren aus Sicht der Prozesseigner ist jedoch die Möglichkeit eines automatischen Werkzeugwechsels. Somit ergeben sich geringe Nebenzeiten und durch die Automatisierung ist zudem eine mannlose Fertigung in der so genannten Geisterschicht möglich – sofern die Prozesssicherheit der automatisierten Fertigung dies zulässt.
Die Fertigungsverantwortlichen bei Arburg sind somit gefordert, eine hohe Prozesssicherheit sowie Bearbeitungsqualität auf den Bearbeitungszentren zu gewährleisten. Zugleich soll hinsichtlich der Kosten eine hohe Produktivität erzielt werden. Große Herausforderungen, denen sich die Zerspanungsexperten jedoch gerne stellen. Denn sie verfügen über viel Erfahrung und wissen bei Tiefbohrprozessen einen ebenso kompetenten Werkzeughersteller an ihrer Seite: die Botek Präzisionsbohrtechnik GmbH aus Riederich.
Mit 800 Mitarbeitern weltweit hat sich das Unternehmen einen exzellenten Ruf im Bereich Tief- und Präzisionsbohren erarbeitet. Sowohl Wendelbohrer als auch Einlippenbohrer sowie Tiefbohrsysteme des Typs BTA und Ejektor hat der familiengeführte Mittelständler im Angebot und deckt hiermit Bohrdurchmesser von 0,5 bis 1500 mm ab. Eine besondere Stärke der Firma sind die Anwendungstechniker vor Ort beim Kunden, die sich den kompletten Bohrprozess anschauen und so kompetent beraten können. Das weiß auch Joachim Bronner von Arburg zu schätzen: „Mit Botek arbeiten wir seit vielen Jahren, ja Jahrzehnten zusammen. Und das sehr erfolgreich.“
Als Bronner erstmals mit Botek in Kontakt kam, war er Meister in der Spanenden Fertigung bei Arburg. Das war vor über 20 Jahren. Heute ist er mit weiteren Kollegen für die Planung, Einführung und Optimierung sämtlicher spanenden Fertigungsprozesse im Werk zuständig. Und auch in dieser Funktion ist er regelmäßig in engem Austausch mit der Botek-Anwendungstechnik, wenn immer neue Projekte anstehen. Gerne denkt er jedoch an die Einführung der Tiefbohrprozesse auf den Bearbeitungszentren und die nachfolgenden Optimierungsschritte zurück. Denn hier wurden Prozesse realisiert, die zu Beginn kaum jemand für möglich hielt.
Lösungen exakt für den Anwendungsfall
So stellte bereits die erforderliche Bohrtiefe angesichts der maximal möglichen Werkzeuglänge im Werkzeugwechsler die erste große Herausforderung dar. Bei einer Bohrtiefe von 920 mm durfte die Werkzeuglänge maximal 1000 mm betragen. Unter Berücksichtigung der HSK 100-Schnittstelle und dem erforderlichen Platz für den Späneauswurf, war dies mit auf dem Markt befindlichen Lösungen nicht möglich. „Doch Botek hat ein Werkzeugdesign mit einer cleveren Werkzeug-Maschinen-Schnittstelle entwickelt, das die Verlustlängen deutlich reduziert hat und die Längenvorgaben somit auf den Millimeter erfüllt“, weiß Bronner zu berichten. Somit konnte der automatische Werkzeugwechsel realisiert werden, was eine produktive und mannlose Fertigung ermöglicht.
Prozess ist sehr stabil
Eine intelligente Maschinenüberwachung erkennt Werkzeugverschleiß und würde auch bei Prozessstörungen durch Spänestau oder Werkzeugbruch reagieren und die Bearbeitung abbrechen. Doch zur Freude Aller kommt letzteres höchst selten vor. „Die Tiefbohrprozesse laufen sehr stabil, die Späne sind kompakt und werden sicher abgeführt. Und auch die Bohrungsqualität stellt uns mehr als zufrieden“, berichtet Reiner Huß. Er ist für die Fertigungslinie der Hydraulikkomponenten verantwortlich und ergänzt nicht ohne Stolz: „Wir bleiben hier deutlich unterhalb 0,5 mm Bohrungsverlauf – auf einem Meter Bohrtiefe.“
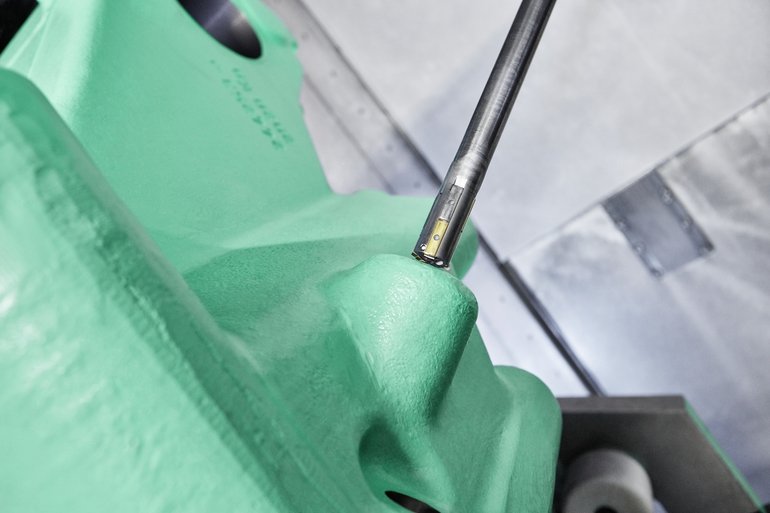
Was Thomas Osswald, zuständiger Anwendungstechniker aus dem Hause Botek, besonders freut, ist die Bearbeitungsgeschwindigkeit, die zuletzt realisiert werden konnte. Hierzu wurde das Werkzeugkonzept vom konventionellen Einlippenbohrer mit aufgelötetem Hartmetallkopf auf ein System mit austauschbaren Verschleißteilen, sprich Wendeschneidplatte und Wendeführungsleisten, umgestellt. Da diese Werkzeuge namens Typ 01 vor Auslieferung hochgenau eingestellt werden, konnte die Bearbeitungsqualität gehalten werden. Und dank der verwendeten Schneidplatten mit angepasster Spanleitgeometrie und Vollbeschichtung, wurden die Bearbeitungsparameter deutlich erhöht.
„Wir hatten bei den ersten Tests mit dem Werkzeugkonzept mit Wechselteilen Bedenken, ob der Bohrungsdurchmesser so exakt gehalten werden kann, wie wir das vom konventionellen Einlippenbohrer gewohnt waren“, räumt Bronner ein. Zwar seien die Bohrungstoleranzen für die Bauteile nicht sehr eng, doch mitunter werden die tiefen Bohrungen in mehrstufigen Prozessen eingebracht. Das heißt, es wird mit einem kürzeren Werkzeug auf ca. 50 % der schlussendlichen Bohrtiefe gebohrt, der Bohrer automatisch gewechselt und dann mit einem langen Folgewerkzeug auf volle Bohrtiefe zu Ende gebohrt. So kann durchgehend mit hohen Prozessparametern gearbeitet werden, da das kurze Werkzeug deutlich stabiler ist und das lange Werkzeug bereits beim Anbohren in der zuvor erzeugten Bohrung abgestützt wird.
Schneidenwechsel ist problemlos möglich
Damit ein Einfahren des Folgewerkzeugs in die zuvor erzeugte Bohrung jedoch möglich ist, ist das Einhalten enger Durchmessertoleranzen zwingend erforderlich. „Auch das bereitet keinerlei Probleme. Nach dem Schneidenwechsel bleibt der Bohrungsdurchmesser konstant“, berichtet Bronner. Und Reiner Huß, der täglich mit den Tiefbohrprozessen zu tun hat, ergänzt: „Wir sind rundum zufrieden mit den Werkzeugen von Botek und den entwickelten Prozessen.“ Ein Satz, den Thomas Osswald grinsen lässt. „Das freut mich. Wenn der Kunde zufrieden ist, bin ich es auch“, sagt er und wendet sich an die Herren Bronner und Huß, um ein neues Projekt mit BTA-Werkzeugen zu besprechen. Auch hier stehen hohe Anforderungen im Raum.
Arburg GmbH + Co KG
www.arburg.com
Botek Präzisionsbohrtechnik GmbH
www.botek.de

Zukunftsideen in Serie
Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in
einer exklusiven Serie
in der mav.





















{kind=link}