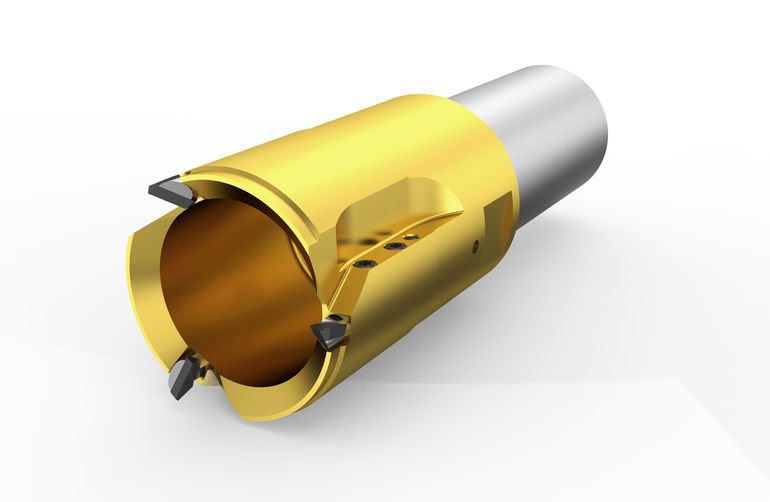
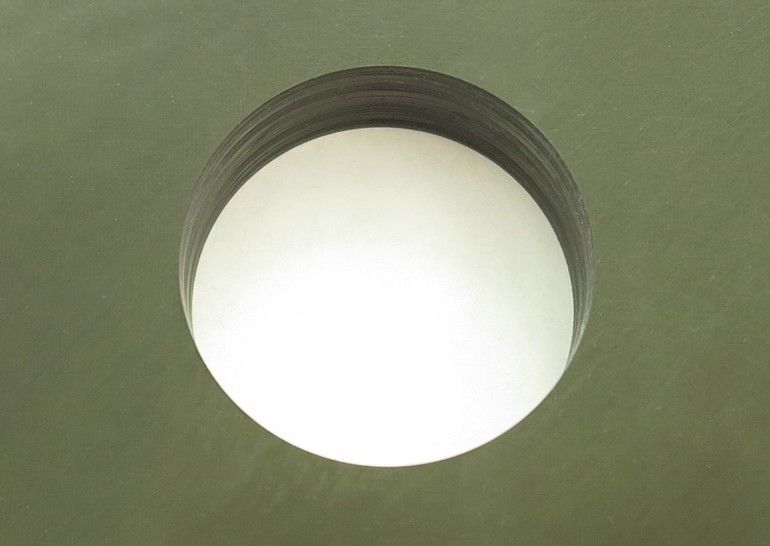
Der große Vorteil in der Anwendung des neu entwickelten Kronenbohrers ist der sichere Ausstoß des Stopfens. Dieser bleibt bei Bohrungen großer Durchmesser übrig. Bei der Anwendung eines Kronenbohrers zerspant der Anwender nur die Wandstärke des Bohrwerkzeugs, ist dadurch schneller, hat einen geringeren Werkzeugverschleiß und eine viel geringere Staubbelastung gegenüber dem Helixfräsen.
Möglich gemacht wird dies durch eine prozesssichere Kühlung und ausgeklügelte Schneidengeometrie. Trockenbearbeitung mit Druckluft als Kühlmedium ist hier das Mittel der ersten Wahl. Kühlschmiermittel (KSS) ist prinzipiell möglich, ist aber problematisch, da zu viel Druck vonnöten ist, um den Stopfen nach Beendigung des Bohrvorgangs auszuwerfen. Druck jenseits der 30 bar würden hier wiederum zur Delamination führen, was es bei der Bearbeitung von Faserverbundstoffen zu vermeiden gilt.
Das Gühring-Werkzeugkonzept arbeitet mit einer zentralen Träger-Kühlung und einer direkten Schneidenkühlung. Durch die Kühlleitung im Zentrum des Werkzeugträgers und drei Verteilerbohrungen vom zentralen Kühlmittelstopfen zu den Aufnahmebohrungen, profitiert der Anwender von einem direkten Kühlmittelaustritt an der Schneide.
Bezüglich Schneidengeometrie hat Gühring um prozesssicher zu zerspanen jede Menge Entwicklungsarbeit in die perfekte Position der Schneiden und deren Geometrie gelegt. Es gibt unterschiedliche Möglichkeiten, wie die Schneidausrichtung gestaltet werden kann: stumpf, nach außen gerichtet, nach innen gerichtet. Diese Lösungsansätze brachten jeweils unterschiedliche Vor- und Nachteile mit sich.
Verschiedene Schneiden bringen verschiedene Probleme
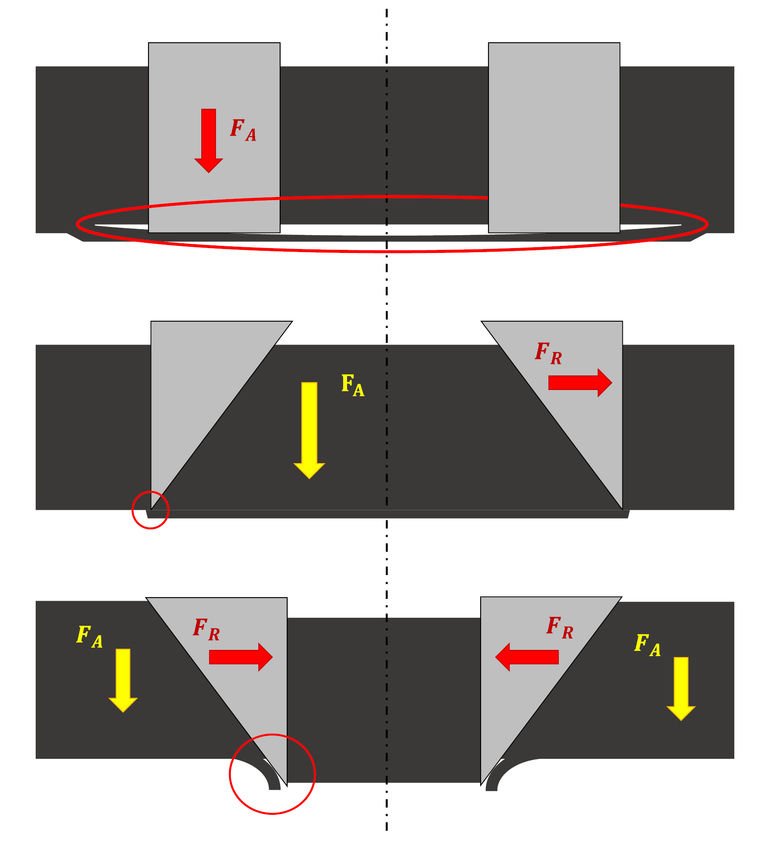
Ein Werkzeugkonzept mit rechteckigen Schneiden erwies sich aufgrund der Einleitung der Vorschubskraft in die Decklage schnell als ungeeignet.
Die Weiterentwicklung sah vor, die Schneiden einzeln anzuschrägen. Der Vorteil dabei ist, dass die Vorschubkraft Fa nur auf den Stopfen und nicht auf das Werkstück gelenkt wird. Die Vorschubkraft ist jedoch so enorm, dass der Stopfen bei den letzten Lagen abhebt und eine Delamination verursacht. Gleichzeitig werden die Schneiden durch das Schneiden-Design nach außen abgelenkt, so dass bei einer zu nachgiebigen Gestaltung der Schneidträger zu einer Durchmesseraufweitung über den Bohrungsverlauf kommen kann: Delamination durch drückenden Stopfen
Bei der dritten Variante zeigen die Schneiden nach außen. Hier hat der Anwender null Vorschubkraft Fa auf dem Stopfen, dafür wird die gesamte Vorschubkraft in das Werkstück eingeleitet und die Schneiden werden nach innen gedrückt, wodurch es einer Abschälung bzw. Delamination kommt: Delamination durch schälende Spitze
Asymmetrie für eine Aufteilung der Vorschubkraft Fa
Als logische Konsequenz fiel die Wahl auf ein asymmetrisches Schneiden-Design. Das heißt, nicht symmetrisch mit 90 Grad-Spitze, wie von konventionellen Bohrern gewohnt. Wichtig war es, die Aufteilung der Vorschubkraft zwischen dem Werkstück und dem Stopfen einzustellen, denn die einzelnen Materialien im Verbund zeigen unterschiedliche Delaminationsneigungen, was die Zerspanung zusätzlich erschwert.
Hier wird die Problematik zur Chance: Die Materialien, obwohl es alle Faserverbunde sind, können unterschiedliche Neigungen zum Delaminationsverhalten haben. Mit dem Konzept des Kronenbohrers, kann Gühring auf die jeweiligen Bedürfnisse des Materials reagieren. Das heißt, wenn erforderlich, kann das Schneiden-Design jederzeit angepasst werden, je nachdem wie der Werkstoff sich verhält. Bereits erprobt wurden zahlreiche Materialtypen mit duroplastischen Matrixsystemen, wie GFK, CFK sowie CFK mit Cu-Mesh als Decklage. Letzteres wird häufig für Außenhautbauteile in der Luftfahrt eingesetzt. Die Art der textilen Verstärkung beinhaltete UD, Gewebe (Leinwand, Köper & Atlas), Gelege als endlosfaserverstärkte Varianten sowie lang- und kurzfaserverstärkte Faserverbundwerkstoffe.
Hohe Fertigungstiefe und flexibler Träger
Die Schneidträger des Kronenbohrers werden einzeln gefertigt, was eine größere Designfreiheit als bei fest verlöteten Werkzeugen mit sich bringt. Hier profitiert Gühring ganz klar von seiner Fertigungstiefe. Der Trägerrohling kam bereits bei anderen Werkzeugkonzepten erfolgreich zur Anwendung – „proof of concept“ sozusagen. Gühring-intern wurden Versuche, Messungen und Prüfmittel von anderen Feldern miteinbezogen, um von diesen Synergien in einem neuen Werkzeugsystem zu profitieren.
In der Entwicklung hat sich eine Schneidengeometrie durch ihre guten bis sehr guten Ergebnisse in den verschiedenen Faserverbundwerkstoffen als Allrounder durchgesetzt. In Spezialfällen zeigten Sonderformen der Schneidengeometrie in einzelnen Anwendungsfällen leichte Vorteile. Hier verfügt Gühring über Know-how, um bei Bedarf, auf individuelle Kundenanforderungen einzugehen. Möglich sind verschiedene Schneidstoffe von blankem Vollhartmetall, über beschichtetes Vollhartmetall bis hin zu PKD-Schneiden.
Der Bohrungsdurchmesser ist konstruiert auf 40,5 mm, aber nach unten bis auf Durchmesser 25 mm skalierbar. Nach oben wurde bisher keine technische Grenze identifiziert. 80 bis 100 mm sind kein Problem.
Sehr hohe Qualität und Wechselgenauigkeit – auch dank Beschichtungs-Know-how
Alle Ausführungen zeigen sehr gute Bohrungsaustritte. Eine Beschichtung ist in vielerlei Hinsicht unerlässlich. Erstens um die Oberflächenhärte zu erhöhen, da der Staub von Faserverbundstoffen oftmals abrasiv wirkt. Zweitens weil Kohlenstaub elektrisch leitfähig ist und in Verbindung mit einem leitfähigem Medium die Korrosion beschleunigen würde.
Der Kronenbohrer besteht aus einem Grundkörper, der Aufnahmebohrungen für die Schneidträger beinhaltet. Diese Bohrungen verlangen eine Durchmessertoleranz und eine Positionstoleranz. Die Schneiden wiederum haben ebenfalls eine Fertigungstoleranz. Die Wechselgenauigkeit beträgt 65 µm. Zudem besteht die Möglichkeit, die Werkzeuge nach jedem Schneidenwechsel rundzuschleifen, was die Wechselgenauigkeit weiter nach unten drückt. Die Wiederholgenauigkeit in einem Setup beträgt +/- 10 µm.
Eingesetzt wird der Kronenbohrer in Maschinenbau und Luftfahrt. Weitere Anwendungen sind im Bereich Bootsbau und der Windkraft (Rotornaben, Rotorblätter, Verschraubungen) denkbar.
Gühring KG
www.guehring.com
Hier finden Sie mehr über:




















{kind=link}