







Die Hartmetallwerkzeugfabrik Paul Horn GmbH setzt auf die eigenen Stärken: Von der Entwicklung bis zum fertigen Produkt findet die komplette Wertschöpfung im Haus statt. Die Beherrschung verschiedener Prozessketten und Technologien ist für das Unternehmen Erfolgsgarant und sorgt für kontinuierlichen Wissens- und Erfahrungszuwachs.
Der globale Wettbewerb verlangt hochwertige Produkte wie zum Beispiel Vollhartmetall (VHM)-Werkzeuge sowie CBN (kubisches Bornitrit)- und PKD (polykristalliner Diamant)-bestückte Werkzeuge, aber auch CVDD (Dickschicht-Diamant)-bestückte Werkzeuge und MKD (monokristalliner Diamant)-bestückte Werkzeuge zum Einstechen, Ausdrehen, Nutfräsen, Zirkularfräsen und für weitere technologisch sehr anspruchsvolle Verfahren. Im Jahresdurchschnitt durchlaufen rund 50 000 Fertigungsaufträge in 80 000 Werkzeugvarianten die Produktion bei Horn. Davon sind etwa 55 Prozent Standard- und 45 Prozent Sonderwerkzeuge. Die durchschnittliche Losgröße bei den rund sechs Millionen produzierten Schneidplatten beträgt 100, bei den Werkzeugträgern 15 Stück.
Zu den Grundsätzen der Fertigungsphilosophie gehören Produktionsüberkapazitäten gegen Lieferengpässe, moderne, multifunktionsfähige Maschinen mit hohem Automatisierungsgrad, Mehrmaschinenbedienung, weitgehende Standardisierung der Technologien in allen Standorten und kontinuierliche Mitarbeiterqualifikation. Zur Umsetzung der Zielvorgaben investierte das Unternehmen in den vergangenen fünf Jahren über 50 Millionen Euro in neue Produktionsgebäude, hochmoderne 5-Achs-Schleifmaschinen und Bearbeitungszentren. Darüber hinaus greifen eine neue Fertigungsorganisation, flexible Arbeitszeiten sowie das selbststeuernde Produktions- und Terminsystem „Green Line“.
Am Beginn der Prozesskette steht die Idee für ein neues Produkt: Die Konstruktion eines Formgebungswerkzeugs für eine Schneidplatte und die Entwicklung der Spanformgeometrie finden beispielsweise nahezu zeitgleich statt. Mitarbeiter der Entwicklung legen einen neuen Entwurf vor, der Werkzeugbau prüft dessen Realisierbarkeit. In der Regel fertigen sie dann ein Kunststoffmuster der Schneidplatte und testen es auf Herstellbarkeit. Die dabei gewonnenen Erkenntnisse fließen in ein Hartmetall-Modell ein. Erste Ergebnisse zum Span- und Verschleißverhalten liefert danach der Test auf einer CNC-Dreh- oder Fräsmaschine.
Hightech-Maschinen mit integrierten Zusatzfunktionen
Für die komplexen Schleifprozesse gibt es keine geeigneten Standard-Maschinen. Das Unternehmen kauft deswegen 5-Achs-CNC-Maschinen mit einer Grundausstattung und rüstet diese auf. Der Wandel zur Hightech-Maschine umfasst im Wesentlichen die produktspezifische, auf automatisierte Schleiftechnologie abgestimmte Integration von Zusatzfunktionen wie Messen, Abrichten, Spannen, Positionieren, Wenden und Transportieren. Beispiele dafür sind standardisierte Schnittstellen für den Anbau modularer Baugruppen und Spannmittel, der Schleifscheibenwechsler und der NC-Teilapparat mit einer Rundlaufgenauigkeit von 1 µm. Die Neu- und Weiterentwicklungen der Baugruppen und ihre Einbindung in die Maschine entstehen in enger Kooperation mit der Betriebsmittelkonstruktion. Sie entwickelt gemeinsam mit der Softwareabteilung Programme zur Steuerung der komplexen Schleifprozesse einschließlich der automatischen Kontrollfunktion und dem automatischen Werkstückhandling.
Damit auch kleine Stückzahlen bei Sonderschneidplatten und Werkzeughalter möglichst effektiv bearbeitet werden können, entwickelte der Präzisionswerkzeughersteller das selbststeuernde Programm „Green Line“. Damit werden alle Aufträge in Losgrößen bis 50 Stück für Schneidplatten in höchstens drei Tagen produziert und nach weiteren Arbeitsschritten einschließlich Beschichten in einer Woche, nach Zeichnungsfreigabe, ausgeliefert. Green Line-Aufträge starten innerhalb einer Schicht auf der nächsten freien Maschine. Ein spezielles Programm stellt die benötigten Rohstoffe schnell bereit. Green Line zeigt dem Maschinenbediener über ein Planungstool die Reihenfolge seiner Aufträge an. In der Fertigung entscheidet der Bediener selbst, wie er solche „Express-Aufträge“ in den Produktionsalltag integriert. Termin- und Belegungsplanung, Einrichten und Programmieren der Maschine bis zur Teilefreigabe setzen hohe fachliche Kompetenzen voraus. Horn schult und qualifiziert die Mitarbeiter kontinuierlich und hilft ihnen so, auftretende Probleme vor Ort zu lösen.
Neue Formgebungsverfahren beim Hartmetall
„Beste Ergebnisse lassen sich nur dann erzielen, wenn bei der Herstellung eines Werkzeugs auf die gesamte Prozesskette eingewirkt werden kann“, lautet ein Leitsatz der Paul Horn GmbH, der 2012 mit der Eröffnung des Hartstoffwerks nochmals verstärkt wurde. Auf 5000 Quadratmetern Fläche kommen neue Formgebungsverfahren zum Einsatz. Damit wurden die Kapazitäten beim Strangpressen, Spritzgießen, Pulverpressen, Sintern und der Pulveraufbereitung erweitert. Der Herstellungsprozess beginnt mit dem Mischen und Aufbereiten der pulverförmigen Hartmetalllegierungen (Korngrößen 0,6 bis 6 µm) mit den für die Formgebung notwendigen Presshilfsmitteln und Zusätzen. Zwei Kolbenstangenpressen formen das Gemisch in Stränge. Komplexe Wendeschneidplatten entstehen in Spritzgießmaschinen mit automatischem Werkstückhandling. Moderne Multiebenen-Axialpulverpressen stellen komplexe Schneidplatten wirtschaftlich her. Eine Dry Bag-Presse formt große Durchmesser in Stangenform, mit und ohne Bohrung. Die für die Formgebungsverfahren benötigten Werkzeuge produziert das Unternehmen ebenfalls im Haus.
Wenige tausendstel Millimeter machen den Unterschied
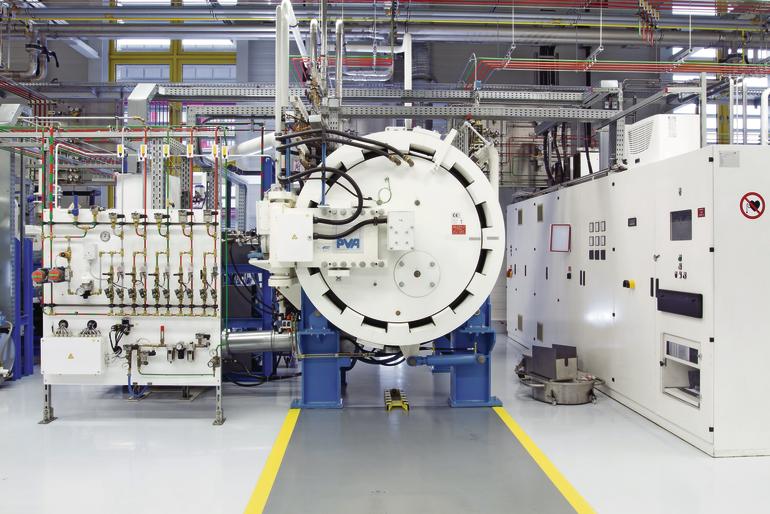
Ein weiteres wichtiges Glied in der Inhouse-Prozesskette ist das Beschichten in Eigenregie. Eine nur wenige tausendstel Millimeter dünne Schicht kann den Werkzeugverschleiß beim Zerspanen mit sämtlichen Auswirkungen auf Maschine, Energiebedarf, Betriebsmittel und Hilfsstoffe entscheidend beeinflussen. Deswegen befasst sich Horn seit über 20 Jahren intensiv mit diesem Thema und verfügt über profundes Wissen. Um das Beschichten der Produkt- und Werkstoffvielfalt anzupassen, setzen die Tübinger die PVD-Sputtertechnologie ein. Das Verfahren der Kathodenzerstäubung verhindert Tropfen (Droplets) und erzeugt eine im Mikrobereich topografisch ebene Oberfläche. Auch das Aufbringen verschiedener Schichtwerkstoffe ist möglich. Die modernen Anlagen bringen alle derzeitig gängigen Beschichtungen auf wie zum Beispiel TiAlN und TiN. Dies geschieht in der Arbeitskammer unter Vakuum. Die Schneidplatten erhalten bei rund 480 Grad je nach Werkzeug eine 1,5 bis 10 µm dicke Hartstoff-Schicht. Der Prozess dauert je nach Schichtdicke sieben bis 15 Stunden.
Für das Beschichten werden acht Anlagen eingesetzt: sechs mit einem durchschnittlichen Volumen von 1400 und zwei mit 6000 Schneidplatten. Diese Kapazität realisiert alle täglich anfallenden Beschichtungen mit unterschiedlichen Stärken. Mitarbeiter aktualisieren Fertigstellungstermine und Bestand ständig, angepasst an den innerbetrieblichen Bereitstellungs- und Abholrhythmus im Stundentakt.
Der konsequente Ausbau der Inhouse-Fertigung ist für die Tübinger ein deutlicher Wettbewerbsvorteil. Im Wertschöpfungsprozess arbeiten die verschiedenen Abteilungen vernetzt: Forschung und Entwicklung, Konstruktion, Maschinenaufrüstung, moderne Produktion mit selbststeuernder Auftragsabwicklung, Betriebsmittelkonstruktion, Hartmetallherstellung, In-Prozess-Kontrolle, Werkzeugbau, Beschichtung sowie Qualitätskontrolle. Flache Hierarchien mit kurzen Entscheidungswegen ermöglichen darüber hinaus die effiziente Zusammenarbeit zum Erreichen der Unternehmensziele. Das sind hohe Fertigungsflexibiliät, schnelle Reaktion, Kosteneffizienz und Standortsicherung.
Paul Horn GmbH www.phorn.de
Teilen:




















{kind=link}