

Das typische Verfahren zur Feinbearbeitung gehärteter Bauteile ist das Schleifen. Doch mit dem Aufkommen von Keramik- und CBN-Schneidstoffen ist das Hartdrehen von Stählen mit einer Härte von 55 bis 63 HRC zu einer praktikablen und kostengünstigen Alternative geworden. Tatsächlich hat sich gezeigt, dass Hartdrehen die Bearbeitungszeit und -kosten um mindestens 70 Prozent reduziert und gleichzeitig eine verbesserte Flexibilität, schnellere Durchlaufzeiten und höhere Qualität bietet. Aus diesen Gründen wird das Hartdrehen in der Automobilindustrie vielfach eingesetzt – sowohl für die Herstellung von Getriebebauteilen als auch anderer Antriebsstrangkomponenten, darüber hinaus für Ventilsitze, Kolben, Zylinderlaufbuchsen und Gleichlaufgelenke.
Werkzeugmaterialien erhöhen
die Beständigkeit
Keramische Wendeschneidplattensorten können für Bauteile mit Härtewerten von 50 bis 60 HRC und moderaten Anforderungen an die Oberflächenqualität eingesetzt werden. Bei hohen Anforderungen an die Oberflächengüte sind allerdings CBN-Sorten die erste Wahl.
CBN-Materialien erhöhen die Beständigkeit gegen Kolkverschleiß und Bruch bei hohen Schnittgeschwindigkeiten in einsatz- und induktionsgehärteten Werkstoffen. Die neuesten CBN-Wendeschneidplattensorten von Sandvik Coromant, CB7125 und CB7135, ermöglichen Herstellern in der Automobilindustrie, beim Drehen mit mittel bis stark unterbrochenem Schnitt in 58- bis 62- HRC-Materialien längere, stabilere und konstantere Werkzeugstandzeiten zu erzielen.
Die Hauptanwendung für die neuen Wendeschneidplattensorten sind Getriebebauteile: CB7125 eignet sich aufgrund einer neuen PVD-Beschichtung für Hartdrehoperationen mit mittelschwer unterbrochenem Schnitt (gefaste Unterbrechungen) und CB7135 für Bearbeitungen mit stark unterbrochenem Schnitt (meist ungefaste Unterbrechungen). Abhängig vom Grad der Unterbrechung sind unterschiedliche Kantenvorbereitungen möglich, die hinsichtlich der besten Balance zwischen langer Werkzeugstandzeit und zuverlässiger Bearbeitung optimiert sind.
Für Zahnräder und Wellen
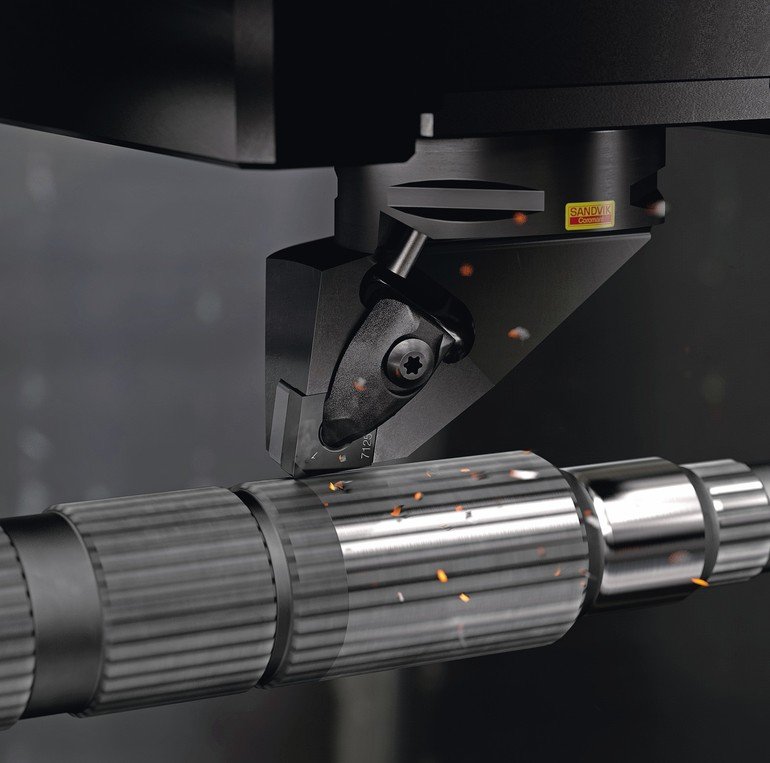
CB7125 ist unter anderem bestens für das Längsdrehen von Zahnrädern, Wellenverzahnungen und Wellen mit gefasten Ölbohrungen oder -taschen geeignet. Weitere Anwendungen sind die Planbearbeitung von Zahnrädern und die Hart- bis Weichbearbeitung von Tellerrädern (das Entfernen der einsatzgehärteten Randzone). Typische Schnittdaten liegen bei einer Schnittgeschwindigkeit von 100 bis 180 m/min, einer Vorschubgeschwindigkeit von 0,05 bis 0,25 mm/U und einer Schnitttiefe von 0,05 bis 0,5 mm.
Beim Außenaxial- und Plandrehen eines Zahnrades aus einsatzgehärtetem Stahl (62 HRC) konnte ein Kunde durch den Einsatz von CB7125-Wendeschneidplatten die Standzeit im Vergleich zum Produkt eines Wettbewerbers bei identischen Schnittdaten um 140 Prozent steigern. Zerspant wurde auf einem Mazak QTN 300 CNC-Drehzentrum, die Schnittgeschwindigkeit betrug 120 m/min, die Vorschubgeschwindigkeit 0,12 mm/U und die Schnitttiefe 0,1 mm. Beide Wendeschneidplatten erreichten zwar die gleiche Zerspanungsrate, doch mit der CB7125-Platte konnten zwölf Komponenten, mit dem Konkurrenzwerkzeug lediglich fünf Bauteile gefertigt werden. Ein weiterer Kunde setzte bei einer Außendrehbearbeitung eines Innenrings für ein Gleichlaufgelenk aus einsatzgehärtetem Stahl (60 HRC) mit unterbrochenem Schnitt CB7125-Wendeschneidplatten ein. Im Ergebnis konnte die Werkzeugstandzeit gegenüber der bislang eingesetzten Wettbewerbslösung um 15 Prozent gesteigert werden. Bei einer Schnittgeschwindigkeit von 160 m/min und einer Vorschubgeschwindigkeit von 0,19 mm/U erreichte die CB7125-Platte 1272 Fertigbauteile, die Wettbewerbsplatte nur 1106.
Längsdrehen von Zahnrädern und Wellen
CB7135 ist für das effiziente Längsdrehen von Zahnrädern und Wellen mit nicht gefasten Keilnuten oder Taschen sowie für die Bearbeitung von Gleichlaufgelenk-Komponenten wie Innen-/Außenring und Käfig geeignet. Erreicht werden gewöhnlich eine Schnittgeschwindigkeit von 80 bis 160 m/min, eine Vorschubgeschwindigkeit von 0,05 bis 0,4 mm/U und eine Schnitttiefe von 0,05 bis 0,5 mm.
Vor dem Hintergrund, dass ausreichende Erwärmung an der Schneidkante die Schnittkräfte reduziert, führt eine zu niedrige Schnittgeschwindigkeit zu weniger Wärme und gegebenenfalls zum Bruch der Wendeschneidplatte – das Hartdrehen ohne Kühlung ist somit ideal. CBN- und Keramik-Wendeschneidplatten halten hohen Schnitttemperaturen stand, wodurch die Kosten und Schwierigkeiten, die mit dem Einsatz von Kühlmitteln verbunden sind, entfallen.
Ein gutes Beispiel für die Leistungsfähigkeit von CB7135 ist die 12-prozentige Standzeiterhöhung, die bei der Bearbeitung eines Innenrings für ein Gleichlaufgelenk erzielt werden konnte. Die Innendrehbearbeitung eines induktionsgehärteten Cf53-Stahls (60 HRC) fand auf einer vertikalen Pick-up-Drehmaschine des Typs EMAG VSC400 statt. Bei einer Schnittgeschwindigkeit von 180 m/min, einer Vorschubgeschwindigkeit von 0,13 mm/U und einer Schnitttiefe von 0,15 mm konnten mit CB7135 rund 390, mit der Wettbewerbslösung nur 350 Komponenten hergestellt werden.
Ergebnisse dieser Größenordnung hängen auch von weiteren Faktoren des Setups ab: Beispielsweise sind eine hohe Maschinenstabilität sowie die Spannung und Ausrichtung des Werkstücks entscheidend. Für Komponenten, die nur im Futter gespannt werden, ist ein Länge-zu-Durchmesser-Verhältnis von 2:1 normalerweise akzeptabel. Für den Fall, dass zusätzlich im Reitstock gestützt wird, kann dies auch erhöht werden. Ein thermisch symmetrisches Spindelstock- und Reitstockdesign sorgt für zusätzliche Formstabilität.
Hartdrehen im Trend
Insgesamt spricht vieles dafür, dass Hartdrehen dem Schleifen vorzuziehen ist. Beispielsweise ist es einfacher, Änderungen an einer Drehmaschine als bei der Schleifbearbeitung vorzunehmen, wenn es Modifikationen der Bauteilkonfiguration gibt. Darüber hinaus sind Drehmaschinen schneller und können häufig zu wesentlich geringeren Kosten betrieben werden. Die Späne, die beim Hartdrehen entstehen, sind umweltfreundlicher als der durch die Schleifbearbeitung erzeugte Schlamm. Ein weiterer guter Grund: Beim Hartdrehen wird meistens kein Kühlmittel benötigt, was die Entsorgungs- und Recyclingkosten weiter minimiert. Und zu guter Letzt sind die Investitionskosten für eine Drehmaschine normalerweise deutlich geringer als für eine Schleifmaschine.
Sandvik Tooling Deutschland GmbH
www.sandvik.coromant.com
Hier finden Sie mehr über:




















{kind=link}