

Zur Fertigung von Leichtbauwaschtischen für die Luftfahrtindustrie nutzt die Schüschke GmbH & Co. KG aus Kirchentellinsfurt schwingungsdämpfende Tendo Hydro-Dehn- und Tribos Polygonspannfutter von Schunk. Bei der Bearbeitung des Mineralwerkstoffs Varicor erzielen die Präzisionswerkzeughalter eine so gute Maßhaltigkeit und Oberflächenqualität, dass Folgeprozesse deutlich verkürzt werden können. Zudem sind die Aufnahmen unempfindlich gegenüber den anhaftenden Stäuben.
Die Sanitäreinrichtungen moderner Verkehrsflugzeuge erfordern eine Symbiose aus Stil, Funktionalität, Kompaktheit und geringem Gewicht. Gerade einmal dreieinhalb Kilogramm bringt ein moderner Waschtisch von Schüchke Solid Solutions für den Airbus A320 auf die Waage. Geschickt kombiniert der Anbieter maßgeschneiderter Waschtische für die Luftfahrtindustrie den langlebigen, schwer entflammbaren und leicht zu reinigenden Mineralwerkstoff Varicor je nach Anforderung mit speziellen Honeycomb-Wabenstrukturen, Glasfaser- und Harzverstärkungen oder Aluminiumkonstruktionen. Auf diese Weise entstehen besonders leichte und zugleich stabile Waschtischkonstruktionen, deren Design sich individuell nach den Wünschen der einzelnen Airlines richtet. Je nach Modell sind die Waschtische entweder komplett im Ganzen gegossen oder mehrteilig aufgebaut, zum Teil aus unterschiedlichen Farben oder Materialien. Bis zu 100 hochwertige Waschtische verlassen Woche für Woche pünktlich das Haus.
Der polymergebundene, porenlose Mineralwerkstoff Varicor wird im Bereich der Sanitärausstattung von Flugzeugen, Zügen, Schiffen und Caravans, in Hotels, Krankenhäusern und Kindergärten ebenso eingesetzt wie in Labors und Forschungszentren sowie im Laden- und Küchenbau. Er besteht zu rund zwei Dritteln aus dem mineralischen Füllstoff Aluminiumhydroxid und zu rund einem Drittel aus gebundenen Polyesterharzen, kann in fast jede beliebige Form gebracht und bei Bedarf mithilfe von Füllmasse repariert werden. Varicor ist schwer entflammbar (Brandschutzklasse B1), schlag- und stoßresistent, wasserfest, schmutzabweisend sowie weitgehend säure- und temperaturbeständig. Im Rahmen definierter Wartungsintervalle der Airlines werden die Flugzeugwaschtische aufbereitet, indem Schüschke Solid Solutions Gebrauchsspuren ausbessert und die Oberfläche auffrischt. Von sämtlichen Modellen und Farben hält das Unternehmen bis zu 20 Jahre lang kurzfristig lieferbare Ersatzteile bereit.
Entscheidende Vorteile bei Oberflächengüte und Prozesssicherheit
Zur Trockenbearbeitung der Mineralwerkstoff-Gussteile nutzt der Waschtischhersteller zwei geräumige Heian NG 152 MC-Bearbeitungszentren, die vor allem im Bereich der Holzbearbeitung verbreitet sind. Dabei verfolgt man im Wesentlichen zwei Ziele: Zum einen sollen die Gusshaut entfernt und fertigungsbedingte Toleranzen aus dem Gussprozess ausgeglichen, zum anderen homogene Oberflächen erzeugt werden. „Unsere Kunden legen großen Wert auf eine erstklassige und gleichmäßige Qualität“, erläutert Eduard Minderlen, Leiter CNC bei Schüschke Solid Solutions. Das gelte sowohl für die Beschaffenheit und Farbe des Werkstoffs als auch für dessen Oberfläche. „Die Waschtische müssen leicht zu reinigen sein und es darf sich keinerlei Schmutz absetzen“, so Minderlen. Um dies zu gewährleisten, wird jedes Teil im Anschluss an die Fräsbearbeitung mehrere Stunden lang aufwändig manuell geschliffen.
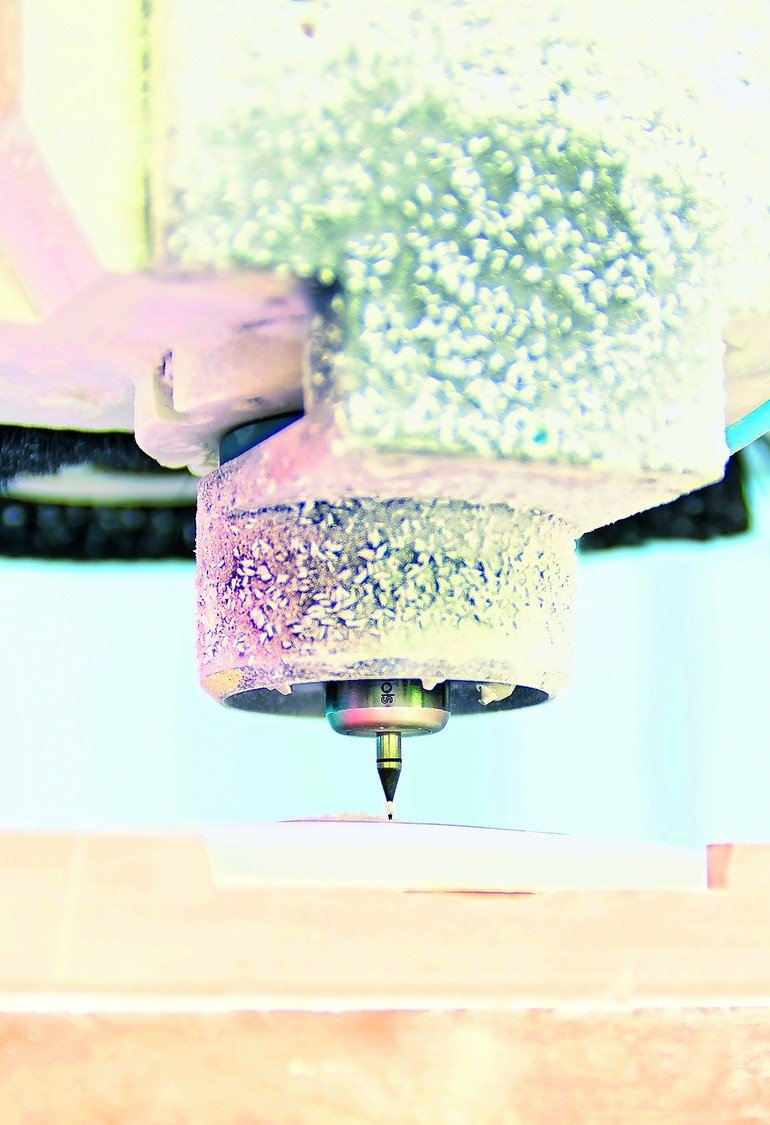
Mit Einführung der Schunk Tendo E compact Hydro-Dehnspannfutter auf den beiden Bearbeitungszentren wurden deutliche Effizienzeffekte erzielt. Die hohe Rundlaufgenauigkeit und die schwingungsdämpfenden Eigenschaften der preisattraktiven Hochleistungs-Hydro-Dehnspannfutter bewirken eine Vibrationsdämpfung an den auf Vakuumplatten gespannten Bauteilen, wovon die Oberflächenqualität am Werkstück profitiert. „Je hochwertiger die Oberfläche beim Fräsen, desto weniger Zeit benötigen wir später beim Schleifen“, unterstreicht Minderlen. Die Investition in die Hydro-Dehnspannfutter habe sich daher schnell bezahlt gemacht. Hinzu kämen eine deutlich höhere Prozessstabilität und eine komfortable Bedienung.
Während Spannzangenaufnahmen immer wieder Ungenauigkeiten aufwiesen und Werkzeuge aufgrund der Vibrationen aus der Aufnahme gezogen würden, seien diese heute in den Hydro-Dehnspannfuttern präzise und prozesssicher gespannt. „Unsere Maschinenbediener sind einfach zufrieden damit. Es verklebt nichts, es backt nichts fest und man muss das Futter nicht wie bei Spannzangen mit Gewalt auf- und zumachen.“ Hingegen seien zahlreiche Spannzangenfutter im Laufe der Zeit nicht mehr verwendbar gewesen, weil das Gewinde vom Staub zerstört oder die Spannzangen zugesetzt waren.
Standardisierter, kraftvoller Alleskönner
Das hoch standardisierte und daher preisattraktive Präzisionsspannfutter gilt von Seiten des Herstellers als kraftvoller Alleskönner. Bei Ø 20 mm überträgt die Aufnahme Drehmomente bis 900 Nm, bei Ø 32 mm bis 2000 Nm, 60 Prozent mehr als konventionelle Hydro-Dehnspannfutter. Mit einer dauerhaft präzisen Rundlaufgenauigkeit 0,003 mm bei einer Ausspannlänge von 2,5 x D und einer Wuchtgüte bei HSK-Aufnahmen von G 2.5 bei 25 000 min-1 fügt sich Tendo E compact zugleich nahtlos in das Hydro-Dehnspannprogramm von Schunk ein.
Die Kombination aus Rundlaufgenauigkeit und Schwingungsdämpfung schont die Werkzeugschneide, verlängert die Werkzeugstandwege und verhindert Rattermarken an der Werkstückoberfläche. Zudem bewirkt das gleichmäßigere Belastungsprofil, dass sich die Lebensdauer von Spindel und Spindellager verlängert. Wie alle Hydro-Dehnspannfutter kommt auch Tendo E compact ohne zusätzliche und zum Teil teure Peripheriegeräte aus. Zum schnellen Werkzeugwechsel genügt ein Sechskantschlüssel, mit dem die Werkzeuge im Handumdrehen prozesssicher auf Blocks gespannt sind. „Für uns zählen vor allem die Laufruhe und das einfache Umrüsten“, betont Eduard Minderlen. „Bei Tendo weiß man ganz genau: Wenn die Schraube zu ist, dann ist sie zu und das Werkzeug wird nicht gezogen.“ Der Trend gehe daher auf den beiden großen Maschinen eindeutig zu den kräftigen Hydro-Dehnspannfuttern von Schunk.
Präzision und Laufruhe
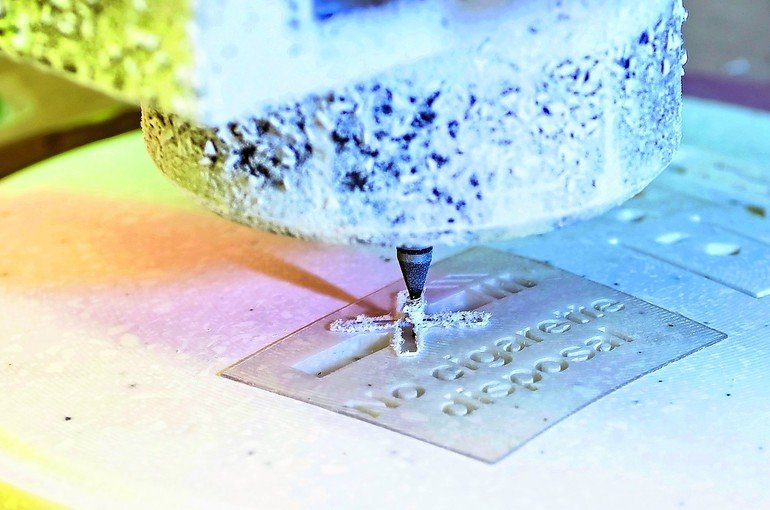
Für filigrane Präzisionsarbeiten wiederum, wie sie bei der Beschriftung der hochwertigen Abfalldeckel für Waschtische, den sogenannten Waste-Flaps, erforderlich sind, nutzen die Kirchentellinsfurter eine präzise Datron ML Cube-Fräsmaschine mit Schunk Tribos Polygonspannfuttern. Dabei sind die Anforderungen der einzelnen Airlines hinsichtlich Material, Farbe, Piktogramm und Schriftzeichen ausgesprochen unterschiedlich. Entsprechend groß ist die Zahl der Varianten, die in der Bibliothek der Maschinensteuerung hinterlegt sind.
In der Regel werden die Waste-Flaps mit Fräsern Ø 0,3 mm oder Ø 0,4 mm bei 40 000 min-1 bearbeitet. In Sonderfällen kommen Fräser mit Ø 0,25 mm sowie spezielle Gravierstichel mit Ø 0,1 mm zum Einsatz. „Bei so kleinen Durchmessern, so hohen Drehzahlen und Toleranzen von bis zu 0,05 Millimeter, braucht man extrem präzise und laufruhige Werkzeuge, denn für uns zählt in dieser Anwendung jeder Mikrometer“, betont Minderlen. Schließlich müsse eine bestimme Rautiefe erreicht werden, damit die spätere Varicor-Farbfüllung optimal haftet. Eine Maschinenlaufzeit von mehr als 100 Stunden sei bei Aufträgen mit 200 Teilen nichts Ungewöhnliches. Dabei gewährleiste Tribos eine hohe Prozesssicherheit und sehr gute Ergebnisse.
Mit einer Rundlauf- und Wiederholgenauigkeit 0,003 mm bei einer Ausspannlänge von 2,5 x D und einer Wuchtgüte G 2.5 bei 25 000 min-1 erfüllen die HSC-tauglichen Werkzeughalter der Tribos-Familie selbst höchste Anforderungen. Sie sind für alle Werkzeugschäfte in h6-Qualität geeignet und je nach Typ mit bis zu 205 000 min-1 getestet. Da die Aufnahmen ohne bewegliche Teile arbeiten, sind sie mechanisch unempfindlich und gewährleisten eine nahezu wartungs- und verschleißfreie Spannung. Auch nach mehreren Tausend Spannvorgängen tritt keinerlei Materialermüdung auf – ein entscheidender Vorteil gegenüber anderen Spanntechnologien, deren Rundlaufgenauigkeit im Laufe der Zeit zum Teil deutlich abnimmt.
Für den anspruchsvollen Einsatz bei Schüschke sind die Schlitze an der Vorderseite der Aufnahme vulkanisiert, so dass kein Staub ins Innere des Spannsystems eindringen kann. Der Werkzeugwechsel ist mit Hilfe einer hydraulischen Spannvorrichtung innerhalb weniger Sekunden erledigt. Das Spannsystem kommt in der Uhren- und Schmuckindustrie ebenso zum Einsatz wie im Formenbau, in der Medizintechnik oder in der Luftfahrtindustrie, wo es sich seit Jahren beispielsweise auch beim Bohren von Nietlöchern und bei der Bearbeitung von Verbundwerkstoffen bewährt hat. ■
Schunk GmbH & Co. KGwww.schunk.com
Teilen:




















{kind=link}