

Neben den Neuprodukten zeigt LMT Tools auch innovative Werkzeuglösungen zur Feinbearbeitung von Bohrungen mit Reibwerkzeugen oder mit intelligenten, voll kompensierbaren Lineboringbars und ebenfalls Zerspanungssysteme für moderne Leichtbauwerkstoffe, wie CFK. Die Marktentwicklung der Elektromobilität wird durch zukunftsweisende Getriebetechnologie begleitet und am Beispiel Hybridgetriebe demonstriert.
Auch das additive Fertigungsverfahren 3D-Druck eröffnet neue Lösungsmöglichkeiten, die unter anderem mit dem Konzept CTline (Customized Tangentialrollköpfe) präsentiert werden.
Prozesssicherheit gewährleisten
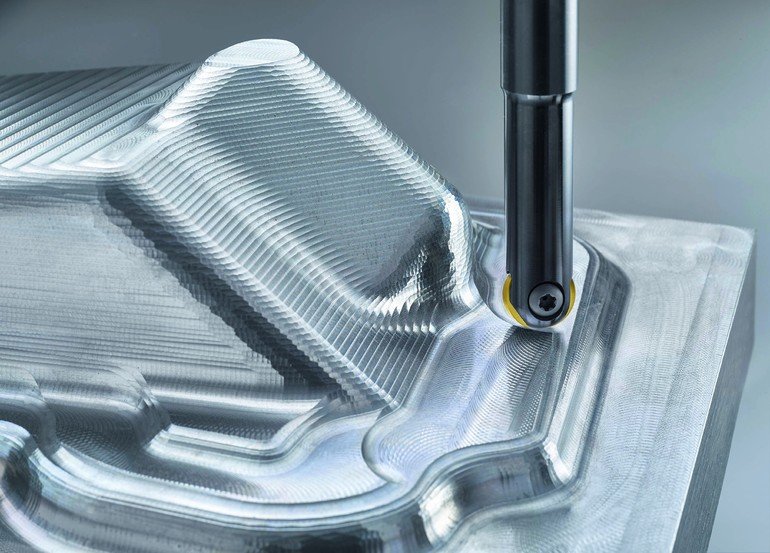
Die Produktfamilie Copy-Max hat Zuwachs bekommen. Nachdem sich die zweiseitige Copy-Max2 – Wendeplatte im Gesenk- und Formenbau – bestens bewährt hat, wurde von LMT Kieninger nun die einseitige Copy-Max1-Platte entwickelt. Auch die Trägerwerkzeuge sind ergänzt worden. Neu im Programm sind ebenfalls zylindrische Ausführungen der Stahlschäfte in zwei verschiedenen Längen sowie zylindrische Aufschraubfräser. Die zusätzlichen Werkzeuge sind mit innerer Kühlmittelzufuhr verfügbar.
Ihre besondere Leistungsstärke beweist die Copy-Max-Familie beim Schruppen und Semischlichten von größeren Formen und bei der Restmaterialbeseitigung. Abhängig von der Beschaffenheit des Bauteils kann der Kunde entweder die einseitige oder die zweiseitige Ausführung der Copy-Max-Wendeplatten nutzen und so seine spezifischen Vorteile selbst bestimmen. In jedem Fall erreicht der Anwender höchste Prozesssicherheit in Qualität und Standzeit.
Die hohe Standzeit dieser Werkzeugausführungen, die beim Copy-Max2 bei Nutzung beider Schneiden um den Faktor 4 gesteigert werden kann, basiert sowohl auf der innovativen Hochleistungsbeschichtung Nanomold Gold, als auch auf dem Herstellungsverfahren HQS (High Quality Sintering). Dabei werden durch einen erhöhten Prozessdruck und einer speziellen Formgebung noch stabilere Schneidkanten erzeugt.
Beim Schruppen von Werkzeugstahl, rostfreiem Stahl oder gar Superlegierungen kommen viele Werkzeugsysteme schnell an ihre Grenzen. Speziell hierfür hat LMT Kieninger das Frässystem Acu-Jet Double6 Premium optimiert und um den Wendeplattendurchmesser 12 mm ergänzt.
Das Ergebnis ist ein Werkzeug, das maximale Stabilität und Prozesssicherheit bietet und aufgrund doppelseitiger Verwendung der Schneidplatten durch hohe Wirtschaftlichkeit punktet. Die Wendeschneidplatten sind bis zu 12 mal einsetzbar.
Spindellast reduzieren
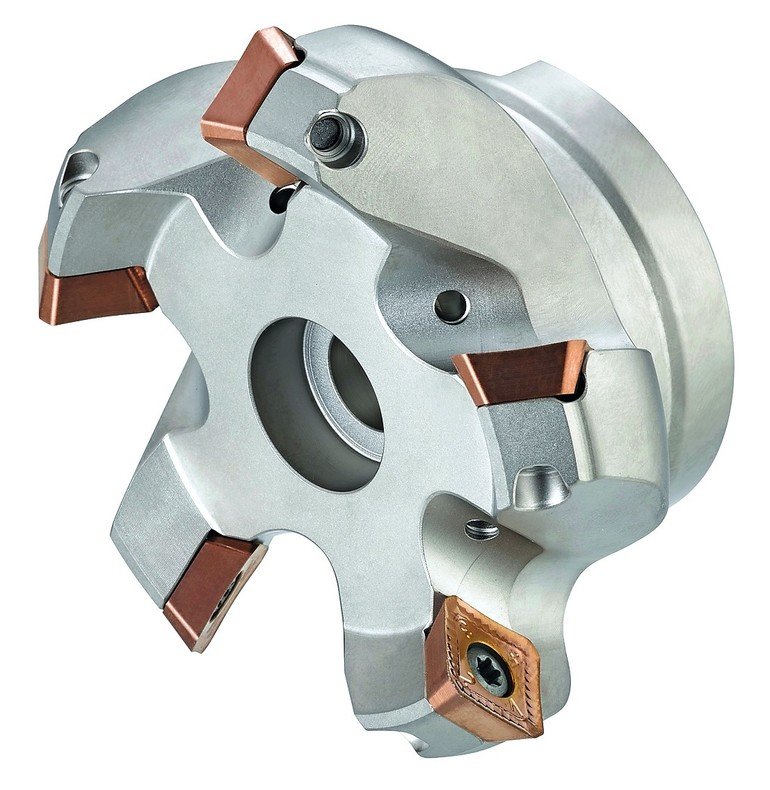
Bei der wirtschaftlichen Schruppbearbeitung zählt vor allem eins: Ein möglichst hohes Zeitspanvolumen. Für moderne Bearbeitungszentren setzt das nicht nur innovative Fräswerkzeuge voraus, sondern es bedarf auch einer Auswahl an Schneidstoffen für eine breite Werkstoffvielfalt. Diese Anforderungen stellen jedoch kein Problem für die beiden neuen Planfräser Multi-Face H45 Pro4 und Multi-Face P45 Pro8 von LMT Fette dar. Die Wendeplatten der erstgenannten Ausführung sind hochpositiv angestellt und besitzen 4 Schneiden. Die zweite Version besitzt positiv angestellte Wendeplatten mit jeweils 8 Schneiden. Mit diesen Werkzeuggeometrien wird die Spindellast deutlich reduziert. Selbst auf leistungsschwächeren Maschinen sind somit größte Zeitspanvolumen realisierbar. Das spart Fertigungszeit, Maschinenkosten und schont Ressourcen.
In einer Praxisanwendung ist die Zerspanung auf ein neues Level gehoben worden. Bei der Planfräsoperation eines Kupferblocks wurden verschiedene Anforderungen deutlich übertroffen. Aufgrund der geringen Leistungsaufnahme der hochpositiven Ausführung konnte der eingesetzte Werkzeugdurchmesser von 100 auf 160 mm erhöht und somit die radiale Zustellung ae auf 102 mm gesteigert werden – zuvor waren es 48 mm. Mithilfe optimierter Schnittwerte wurde das Zeitspanvolumen von 676 cm³/min mehr als verdoppelt. Die Standzeit pro Schneidkante steigerte sich zudem von 18 auf 24 Stunden, so dass der Verschleiß quasi chancenlos war.
Vorschub steigern
Die effiziente Bearbeitung gehärteter und hochfester Werkstoffe gehört zur besonderen Herausforderung für Zerspanungswerkzeuge. Sowohl die Forderung nach hoher Standzeit als auch die Maximierung der Abtragsraten treibt die Entwicklung sehr schnell an ihre Leistungsgrenzen. Das gilt jedoch nicht für die Hochvorschubfräser Multi-Edge 2Feed mini von LMT Fette. Neue Wendeschneidplatten erweitern das Leistungsspektrum der bereits etablierten Fräswerkzeuge deutlich.
Ein besonderes Hartmetallsubstrat mit hohem Karbidanteil in Kombination mit einer TiAlN-basierten Hochleistungsbeschichtung lässt Werkstoffhärte, Werkstofffestigkeit und auch vergleichbaren Wettbewerbsprodukten keine Chance. Die bewährte Hochvorschubgeometrie der 9 mm kleinen Wendeplatten für Zustelltiefen bis maximal 1 bei 3 mm Plattendicke ermöglicht eine wahre Späneflut bei der Schruppbearbeitung. Einen entscheidenden Beitrag dafür leistet auch der leicht positive Anstellwinkel der Wendeschneidplatten.
In der Praxis führte dieses zu einer deutlichen Reduzierung der Bearbeitungszeit. Bei der Hochvorschubbearbeitung eines hochvergüteten Stahls 1.2343 konnte die Bearbeitungszeit im Vergleich zu einem Wettbewerbswerkzeug halbiert werden. Auch die hohe Standzeit von 165 Minuten trägt zur Kostenreduktion bei. Der Multi-Edge 2Feed mini arbeitet sehr prozesssicher und höchst wirtschaftlich, selbst bei großen Auskraglängen.
Standzeit erhöhen
Effiziente Innengewindefertigung ist das Ergebnis intensiver Werkzeugforschung und fordert die Kreativität der Engineeringexperten immer wieder aufs Neue. Bereits vor Jahren wurde die erste Generation der HPF Gewindeformer von LMT Fette präsentiert und hat sich inzwischen mit ihrem Alleinstellungsmerkmal der modularen Bauweise einen Namen bei der spanlosen Innengewindefertigung gemacht. HPF bedeutet High Performance Forming und verbindet die Vorteile der Verschleißfestigkeit eines Hartmetall-Gewindekopfes mit der Zähigkeit eines Stahlschaftes. Dadurch wird ein neuer Leistungsstandard hinsichtlich Qualität und Wirtschaftlichkeit garantiert.
Nunmehr folgt mit dem weiter entwickelten Gewindeformer HPF Max die Öffnung einer noch höheren Leistungsdimension. Neben der modularen Bauweise tragen jetzt weitere signifikante Ausführungsmerkmale entscheidend dazu bei, insbesondere das neue Feinstkornhartmetall, die neue TiCN-Beschichtung und die optimierte Formergeometrie. Das Einsatzgebiet des HPF Max liegt in der Serienfertigung der automotiven Industrie und des Maschinenbaus.
Werkstückkosten senken
Für die unterschiedlichen Leistungs- und Qualitätsanforderungen von Verzahnungen für Fahrzeuggetriebe bis hin zu Antrieben in Windenergieanlagen haben die Engineeringexperten von LMT Fette ein umfassendes Produktportfolio geschaffen. 100 Jahre Erfahrung in Kombination mit neuesten Forschungs- und Entwicklungsergebnissen generieren ständig innovative Lösungen, um die Cost per Part noch weiter zu senken.
So entstand auch der neue Wendeplattenwälzfräser Unify. Er verstärkt das Anwendungsfeld der bewährten Wälzfräserfamilie Carbideline-I (I= Indexable) im Modulbereich von 6-12 und ist zukünftig die erste Wahl, wenn bei der Bearbeitung von Zahnrädern Leistungsstärke und hohe Qualität gefragt sind. Durch die neue Bauweise des UNIFY entstand ein einteiliger, kompakter und robuster Grundkörper, der durch ein Minimum an Schnittstellen sehr präzise arbeitet. Diese kompakte Bauweise ermöglicht den Wendeplatteneinsatz beim Wälzfräsen bereits ab einem Durchmesser von 150 mm – mit all seinen Vorteilen: Einsatz auf kleineren Maschinen, weniger Limitierung wegen Kollision und Vorteile bei der Prozesszeit.
In der Praxisanwendung hat der neue Wendeplattenwälzfräser seine Bewährungsprobe bestens bestanden. Bearbeitet wurden schrägverzahnte Zahnräder Modul 9 aus dem Material 18 CrNiMo 7-6 mit 88 Zähnen und einer Radbreite von 220 mm.
Der speziell für den Anwendungsfall ausgelegte UNIFY erreichte mit einer 4-schneidigen Protuberanzplatte im ersten Anlauf eine Radqualität 9. Die Laufruhe und die sehr gleichmäßige Oberfläche am Bauteil überzeugten den Kunden ebenso wie die kurze Bearbeitungszeit. Damit vereinigt der
UNIFY Präzision und Wirtschaftlichkeit und erweist sich als neuer starker Partner für die Serienfertigung im mittleren Modulbereich.
LMT Tool Systems GmbH
www.lmt-tools.de
EMO Halle 4 Stand E70
Hier finden Sie mehr über:




















{kind=link}