




„Mit dem High Dynamic Turning und den dazugehörigen Freeturn-Werkzeugen ist es uns gelungen, das Drehen zu revolutionieren“, freut sich Dr. Uwe Schleinkofer, Leiter Entwicklung Cutting Solutions by Ceratizit. In der Tooling Academy in Reutte haben er und seine Kollegen schon viele Tests gefahren und die Experten sind sich allesamt einig: Das High Dynamic Turning wird das Drehen nachhaltig verändern. „Es ist wie damals, als das 5-Achs-Fräsen eingeführt wurde“, beschreibt Johannes Trost, der zuständige Testingenieur, die Aufbruchstimmung.
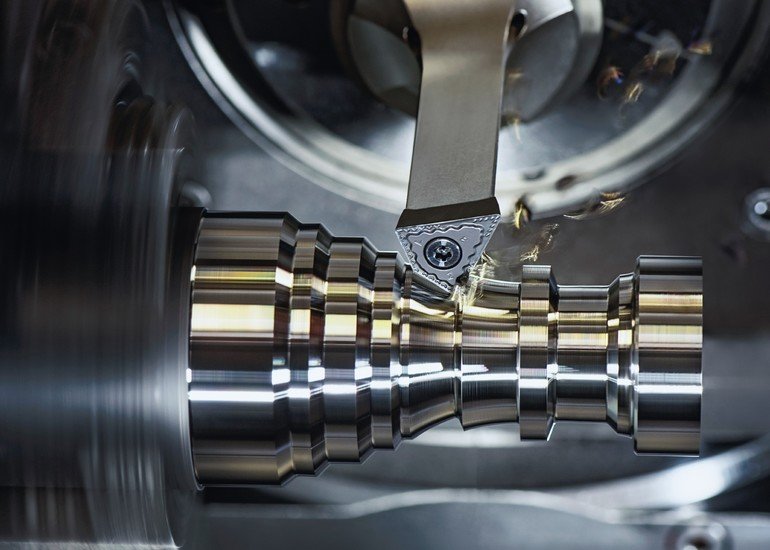
Mit dem HDT-Drehprozess haben die Werkzeugspezialisten von Ceratizit das Drehen komplett neu gedacht. Anstatt wie bisher auf ISO-Wendenschneidplatten mit speziellen Klemmhaltern zu setzen, wurden in Reutte Werkzeuge entwickelt, mit denen der Anstellwinkel der Schneide zu jedem Zeitpunkt der Bearbeitung frei gewählt werden kann. Damit die neuen Werkzeuge jeden Punkt des Bauteils erreichen können, werden diese in die Frässpindel der hierzu notwendigen Dreh-Fräs-Zentren gespannt.
„Dadurch, dass wir unsere Werkzeuge in die Frässpindel spannen und zudem den Anstellwinkel flexibel an die Bearbeitungssituation anpassen können, gewinnen wir eine Vielzahl an vorher unmöglich scheinenden Freiheitsgraden“, sagt Schleinkofer.
Bearbeitung ohne Leerwege
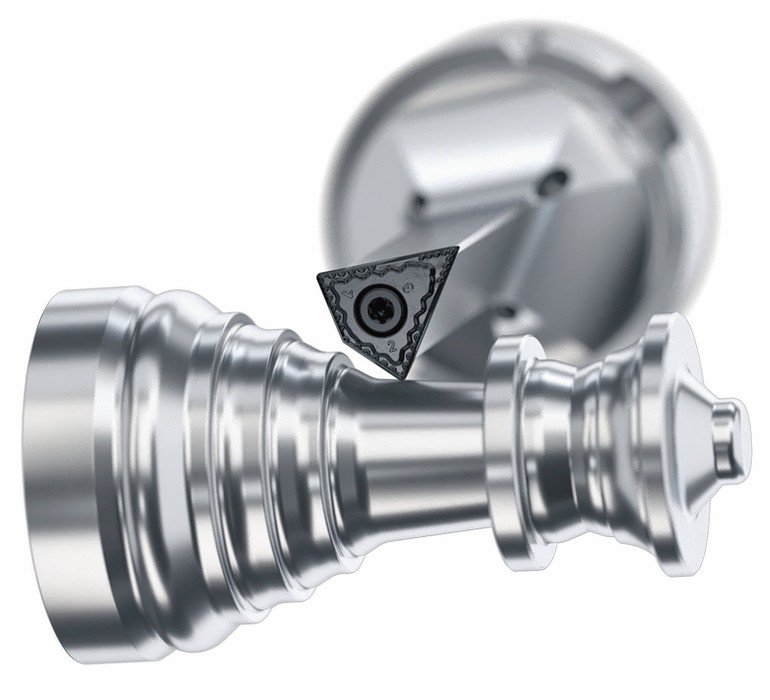
Mit den bislang vorgestellten Werkzeugen kann jede Kontur eines Drehbauteils erzeugt werden, ohne dass das Werkzeug abgesetzt werden muss. Das Werkzeug fährt hierzu in der Y-Achse an das Bauteil heran und kann aus der klassischen Sicht sowohl ziehend als auch drückend eingesetzt werden. Was die Bearbeitung mit den Freeturn-Werkzeugen allerdings so besonders macht, ist der frei einstellbare Anstellwinkel. Denn dadurch ist es möglich, aus der Längsbearbeitung kommend auch 90°-Schultern zu bearbeiten, ohne das Werkzeug absetzen zu müssen. Hierzu wird der Anstellwinkel der Schneide beim Anfahren der Schulter einfach eingedreht. „Unser Ziel ist es, sämtliche Leerwege des Werkzeugs zu eliminieren – G0 soll verschwinden“, konkretisiert Trost die Möglichkeiten.
Die Folge des flexiblen Anstellwinkels ist neben einer problemlosen Bearbeitung auch eine verbesserte Spankontrolle. Der Span wird im optimalen Winkel gebrochen und kann so regelrecht aus der Schnittzone gelenkt werden. „Mit HDT können wir mit nur einem Freeturn-Werkzeug ein Bauteil fertig bearbeiten, wo früher zum Beispiel fünf oder zehn Werkzeuge nötig waren“, erklärt Trost. Die dadurch entfallenden Werkzeugwechselzeiten und Lagerkosten für die Werkzeugbevorratung sind allerdings nur zwei der gravierenden Vorteile des neuen Systems.
Schnittkraft geht komplett in die Spindel
„Wir haben beim HDT den Vorteil, dass die Schnittkraft komplett in die Spindel gelenkt wird“, sagt Schleinkofer. „Der Druck geht senkrecht durch das Werkzeug in die Spindel. Dadurch hat man deutliche Vorteile gegenüber den konventionellen auskragenden Drehwerkzeugen.“ So wird die Maschine zum einen weniger belastet und zum anderen kann mit höheren Prozessparametern gearbeitet werden. Besonders der Vorschub kann im Vergleich zu der bisherigen Bearbeitungssituation deutlich erhöht werden. „Wir erwarten ungefähr 30 Prozent höhere Vorschübe“, prognostiziert Schleinkofer.
Ebenso wird die Standzeit der Werkzeuge verbessert. „Mit dem HDT sind wir in der Lage, einen flacheren Anstellwinkel zu realisieren, damit verlängert sich die im Eingriff befindliche Schneide“, sagt Trost. „Wir erwarten dadurch ein Standzeitplus von 10 bis 15 Prozent.“ Ebenso wird die Stabilität der Werkzeuge die Standzeit weiter positiv beeinflussen. Aber es geht noch mehr: „Um die Standzeit noch weiter zu erhöhen, wäre es auch denkbar, zum Beispiel beim Schlichten das Werkzeug nach 100 Bauteilen etwas zu schwenken, um einen unverbrauchten Teil der Schneide zu nutzen“, so Trost. „Oder man dreht das Werkzeug und damit die Schneide während des Schnitts.“
Schneidplattengeometrie ist völlig offen
Die bislang entwickelten Freeturn-Werkzeuge haben Schneidplatten mit drei frei konfigurierbaren Schneiden. Hierbei ist völlig egal, ob man zum Beispiel zwei Schruppgeometrien und eine Schlichtgeometrie oder drei identische Schneiden verwendet. Zudem kann das Werkzeug auch mit statischem Anstellwinkel verwendet werden.
Um auf das HDT umsteigen zu können, braucht man ein Dreh-Fräs-Zentrum mit einer Frässpindel, die in Y-Richtung verfahrbar ist und als Rundachse angesteuert werden kann. Viele der Zentren sind schon für das B-Achs-Drehen ausgelegt und von daher auch für das High Dynamic Turning einsetzbar. Wichtig ist, dass die Achse sehr genau positioniert werden kann. „Die Maschinentechnologie ist hier schon sehr weit. In unserer Tooling Academy nutzen wir eine Emco Hyperturn aus dem Jahr 2010. Die macht das auch schon problemlos mit. Bislang hat es nur noch niemand genutzt“, sagt Trost. Als erster Maschinenhersteller hat Weisser seine Artery-Baureihe speziell für das neue Verfahren ausgelegt. Auf der AMB 2018 konnte man auf ihr das HDT unter Span erleben.
„In Zukunft wird es aber auch sicher möglich sein, unsere Freeturn-Werkzeuge im Sternrevolver mit einem angetriebenen Werkzeug als ansteuerbare Rundachse einzusetzen“, schaut Trost in die Zukunft. „Als erstes wollen wir mit unseren Werkzeugen allerdings in die Frässpindel rein.“
Steuerungs- und Softwarehersteller sind jetzt am Zug
Damit das neue Drehverfahren auch in der Breite eingesetzt werden wird, müssen jetzt die Steuerungshersteller und CAM-Softwareanbieter HDT in ihr Angebot mit aufnehmen. „Wir brauchen intuitive Programmiermöglichkeiten für HDT. Momentan ist das Verfahren programmiertechnisch noch aufwendig, aber für einen geschulten Mitarbeiter durchaus machbar“, beschreibt Trost die Situation.
Mit entsprechenden Algorithmen sollte es in Zukunft allerdings möglich sein, der Steuerung oder dem CAM-Programm die Bauteilkontur und die Eigenschaften des Freeturn-Werkzeugs vorzugeben und die Software erarbeitet eine komplette HDT-Strategie, bei der die Schnittgeschwindigkeit, der Vorschub und der Anstellwinkel optimal eingestellt werden können.
„Ich bin mir sicher, für die nächste Generation an Programmierern wird das HDT-Verfahren schon Standard sein“, sagt Schleinkofer.
Prozess ist offen für jeden
„Diese Überlegungen zeigen das ungeheure Potenzial des HDT“, freut sich Uwe Schleinkofer. „Wir sind davon überzeugt, dass wir erst am Anfang der Entwicklung stehen. Wir freuen uns darauf, mit den Anwendern, Maschinen- und Steuerungsherstellern das HDT zum Fliegen zu bringen. Der Prozess ist offen für alle. Jeder ist aufgefordert, daran mitzuarbeiten.
Weitere Auszeichnung für FreeTurn Tools
Nachdem die von Ceratizit entwickelten Freeturn Werkzeuge für die neue Drehtechnologie „High Dynamic Turning“ auf der AMB 2018 in Stuttgart mit einem Industriepreis für innovative Produkte ausgezeichnet wurden, überzeugten sie jetzt auch die Jury beim Intec Award. Das Werkzeugsystem, das Drehen mit vollem Freiheitsgrad ermöglicht, wurde in Leipzig mit dem 2. Platz geehrt und war das bestplatzierte Produkt im Bereich Zerspanungswerkzeuge.

Ceratizit Group
www.ceratizit.com
HDT auf einen Blick
Anstellwinkel zur Werkstückkontur sogar im Prozess frei wählbar:
- Extreme Verbesserung der Spankontrolle
- Signifikante Standzeiterhöhung durch Schneidenausnutzung
- Vorschuberhöhung bei flachen Anstellungen beim Schruppen
- Verbesserung der Oberflächengüten
Fallende und steigende Konturen bearbeiten.
Drückender und ziehender Schnitt:
- Vorwärts- und Rückwärtsdrehen ohne Leerwege
Alle Außenkonturen können mit einem Werkzeug bewältigt werden:
- Längs-, Plan- und Konturdrehen
- Erzeugung von 90°-Schultern zu beiden Seiten
Maximale Sicherheit durch Kollisionsfreiheit:
- Keine Störkonturen am Werkzeug
- Bearbeitung sehr nahe an Futter/Schultern
Schneidenwechsel direkt am Werkstück:
- Reduktion nicht produktiver Verfahrwege
- Kaum Unterbrechung der Bearbeitung
Spürbare Werkzeugeinsparung:
- Abdeckung der Bearbeitung mit nur einem Werkzeug
- Schwesterwerkzeuge werden vermieden
Auf den geforderten Prozess auslegbar:
- Werkzeug individuell gestaltbar







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}