
Beim Unternehmen Roland Erdrich wird seit Jahren auf der Maschine entgratet – mit den Entgratwerkzeugen Engraflexx der Gravostar Technologies. Das war noch vor einigen Jahren anders. Bauteile aus Guss, überwiegend aber Aluminium, wurde zeitintensiv manuell entgratet. Im Zuge fortschreitender Automation und dem Trend zur Komplettbearbeitung begann man aber, sich mit der Thematik intensiver zu beschäftigen. Anlass war ein Bauteil, bei dem die Stückzahlen kontinuierlich stiegen und zudem Teilefamilien entstanden.
In Oppenau war man deshalb auf der Suche nach einer Lösung. Und so investierte man erstmals für ein Dreh-Fräszentrum in das Entgratwerkzeug Engraflexx. Für Produktionsleiter Steve Erdrich, der die Automatisierung weiter forciert, eine nachvollziehbare Wende: „Es war sicher so, dass das manuelle Entgraten bei uns Gewohnheit war und man vor der Investition in solche Werkzeuge zurückgeschreckt ist. Wir sehen solch einen Invest mittlerweile langfristiger. So wird bei uns berücksichtigt, wie viele Teile entgratet werden müssen, was die Anforderungen bezüglich Prozesssicherheit und Wiederholgenauigkeit sind oder wie hoch die alternativen Personalkosten wären.“
Mittlerweile entgratet man in Oppenau mit insgesamt sechs Engraflexx, überwiegend auf den Bearbeitungszentren. Bei Losgrößen von 30 000 Stück im Jahr, muss man, so Erdrich, nicht viel rechnen. Betrachtet man diese Investition langfristig, sind es zahlreiche Argumente, die für ein Entgraten auf der Maschine sprechen. Das ist zunächst der Bediener der Maschine, der jetzt statt dem parallelen manuellen Entgraten die Zeit hat, Prozesse zu optimieren oder auch periphere Aufgaben zu bewältigen. Ein weiteres Thema sind die Maschinenlaufzeiten. Während Skeptiker die längeren Laufzeiten als negativ sehen, bewertet man das bei Erdrich nicht nur als Nachteil. Durch die etwas längeren Programmlaufzeiten produzieren die Maschinen somit in mannarmen oder mannlosen Schichten länger und lückenloser. Abgesehen davon, resultieren aus dem automatischen Entgraten kürzere Durchlaufzeiten pro Werkstück. Das wiederum hat eine Steigerung an Kapazitäten und Planungssicherheit zur Folge. Neben den wirtschaftlichen Gründen sind es allerdings auch der Personalmangel, der Platzbedarf für entsprechende Entgratplätze oder auch Gesundheitsaspekte für den Einsatz an der Maschine.
Schon ab Losgröße 50 wird es interessant
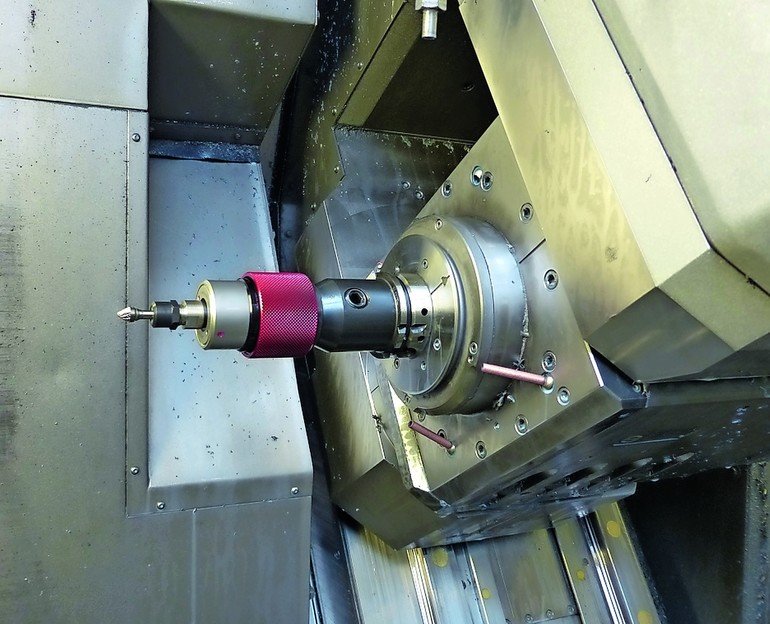
Konkret werden bei Erdrich unter anderem auch gezogene Profile mit komplexen aber nicht immer identischen Geometrien an der Maschine entgratet. Bauteile, die auf Türme gespannt à 16 Werkstücke mit Losgrößen von 3000 bis 4000 Stück im Monat anfallen. Die Profile haben nur eine Eckenrundung und werden an der Außenfläche nicht bearbeitet. Es müssen aber die Übergänge gefräster Vorderflächen zu den Mantelflächen entgratet werden. Aufgrund der auslenkbaren Spindel für den automatischen Ausgleich von Maß- und Positionsabweichungen der zu entgratenden Kanten geschieht das derart prozesssicher, wie es von Hand kaum möglich wäre. Dieser hohe Qualitätsanspruch gilt auch, wenn exakte Fasen den Vorgaben entsprechen sollen. Engraflexx legt sich durch die flexibel auslenkbare Spindel der Kontur an und sichert so eine exakte Wiederholgenauigkeit.
Martin Spangenberger, Geschäftsführer der Spangenberger GmbH & Co. KG, und zuständig für den Vertrieb von Engraflexx, sieht den Einsatz des Werkzeugs allerdings nicht immer als so einfach: „Hier beim Unternehmen Erdrich sind die Bauteile sehr präzise und teilweise auch filigran. Da müssen wir je nach Material die Schneiden und Schneidwinkel der Fräser auslegen, Schnitt- und Vorschubgeschwindigkeiten sowie die Anpresskraft optimal abstimmen. Ist ein Werkstück dann aber einmal eingefahren, muss nur noch ein Feintuning vorgenommen werden. Das heißt, bei solch anspruchsvollen Kunden, macht zu Beginn eine Unterstützung durchaus Sinn.“
Sinn macht sicher auch eine Abwägung, ab wann sich das Entgratwerkzeug rechnet. Bei einer Vielzahl von Bauteilen kann man das in Oppenau nicht bis ins Detail prüfen. Bei einer Losgröße über 50 Stück allerdings wird analysiert, werden Vorschläge von Mitarbeitern aufgenommen und dann entschieden, ob man komplexe Werkstücke komplett auf der Maschine (evtl. inklusive Beschriftung) fertigt. Das ist freilich nicht immer möglich. Deshalb verfügt man noch nach wie vor über eine große manuelle Entgrat-Station. Dazu Steve Erdrich: „Einer unserer Grundsätze ist, was wir können, tun wir, denn damit ein komplexes Bauteil komplett, also auch Grat frei von der Maschine kommt, muss man Energie investieren. In manchen Fällen, wie beispielsweise bei einigen unserer Hydraulikbauteile mit zahlreichen Überschneidungen, sind uns aber durch die Geometrien Grenzen gesetzt.“
Für Erdrich gilt das Fräsen, Drehen und Bohren auf der Maschine als Pflicht, das Entgraten als Kür. Nimmt man ihn damit beim Wort, ist da in dieser Kür wohl eine volle Punktzahl zu erreichen.
Roland Erdrich GmbH
www.erdrichgmbh.de
SEH Technik GmbH
www.gravostar.com





















{kind=link}