




Im Rahmen des ständig laufenden Optimierungsprozesses wird im BMW Werkzeugbau München regelmäßig jeder Prozess hinterfragt und verbessert. Bei der Fertigung von Präzisionsteilen für die großen Umform- und Beschnittwerkzeuge zur Formung der Karosserieteile sind seit Anfang 2012 zwei Mikron Bearbeitungszentren von GF Machining Solutions im Dauereinsatz. Das verbesserte nicht nur die Teilequalität, sondern erhöhte auch die Maschinenlaufzeiten und verdoppelte innerhalb eines Jahres die Produktivität.
„Das ständige Optimieren aller Prozesse ist uns inzwischen schon in Fleisch und Blut übergegangen“, schildert Herbert Winkler die Einstellung seines Teams zum kontinuierlichen Verbesserungsprozess. „Dass wir allerdings mit den zwei neuen Maschinen solche Effekte erreichen würden, hat uns dann doch überrascht, aber auch bestätigt“, so der Leiter Mechanische Fertigung Werkzeuge im BMW Werkzeugbau München. Verantwortlich dafür sind zwei Fünfachs-Bearbeitungszentren Mikron HPM 1350U von GF Machining Solu- tions. Ausgestattet mit Werkzeugwechslern, Palettenmagazinen und Nullpunkt-Spannsystemen tragen sie im Rahmen der gesamten Optimierungsmaßnahmen seit 2012 maßgeblich dazu bei, dass sich die Produktivität bei der Fertigung von Kleinteilen innerhalb eines Jahres verdoppelt hat. Und die Steigerung wird auch 2014 weitergehen.
Design für BMW, Mini und Rolls Royce in Form gebracht
Als einer von drei Standorten der BMW Group für den Werkzeugbau entwickeln und fertigen die Münchner mit insgesamt 220 Mitarbeitern in enger Verzahnung mit der Entwicklungsabteilung die Werkzeuge für die Karosserie-Außen- und Strukturteile der neuen BMW Modelle. „Wir verstehen uns als Partner und Lieferant für die Technologien Umformen und Karosseriebau und bringen quasi das Design in Form“, bringt es Winkler auf den Punkt. Dazu gehört der gesamte Produktentstehungsprozess mit Planung, Prototypenbau, Engineering, mechanische Fertigung und Werkzeugaufbau.
Den rund 80 Werkzeugmachern stehen dafür fünf große sowie etliche kleine und mittlere Fräsmaschinen zur Verfügung. Auf sechs Erprobungspressen mit bis zu 23 000 kN Presskraft werden die Werkzeuge getestet, bevor sie die Münchner in den Presswerken überall auf der Welt in Betrieb nehmen. Zusammen mit den Standorten Dingolfing und Eisenach stellt das Münchner Werk rund die Hälfte aller BMW-Werkzeuge selbst her. Die andere Hälfte fertigen Partnerunternehmen.
In den drei Standorten verlassen jährlich etwa 500 Werkzeuge mit durchschnittlich vier bis fünf Arbeitsfolgen pro Werkzeugsätzen die Fertigungshallen. Die Herstellungszeit der Werkzeugsätze hat sich in den letzten Jahren drastisch verkürzt, weil alle Prozesse viel besser ineinander verzahnt wurden. Außerdem sind nicht produktive Prozesse der mechanischen Fertigung von der Hauptzeit entflochten und in parallel laufende Einheiten ausgegliedert worden. Das betrifft nicht nur Rüst- und Spannvorgänge, sondern auch die Programmierung sowie die Werkzeugvoreinstellung und ist das Ergebnis des ständigen Optimierungsprogramms, das die Herstellung jedes der unterschiedlichen Module eines Werkzeuges betrifft. Hinzu kommt die Erhöhung mannarmer und mannloser Fertigungszeiten.
Teile gelangen einbaufertig in die Werkzeugmontage
Gleichzeitig konnte jedoch auch die Qualität aller Teile kontinuierlich gesteigert werden. Das sei auch notwendig, betont Winkler, „denn im Gegensatz zu vielen anderen gibt es bei uns keinen ‚Zwischen-Zusammenbau’.“ Alle Teile müssen einbaufertig für die Werkzeugmontage in der Abteilung Aufbau und Inbetriebnahme angeliefert werden. Das von früher bekannte Fräsen im Zusammenbau gibt es heute nahezu nicht mehr. „Überhaupt hat sich das Bild des Maschinenbedieners stark geändert: Aus dem klassischen Fräser ist heute ein Fräsmanager geworden, der alle Prozesse, die damit zusammenhängen, vom Ergebnis her verantwortet.“ Hinzu kommt, dass bei BMW die Werkzeuge sehr stark montageorientiert entwickelt und gefertigt werden.
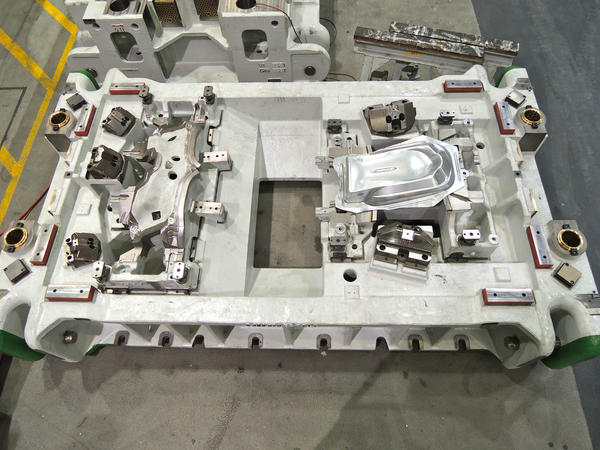
Bei der Herstellung der kleineren Bauteile für ein Werkzeug hat man festgestellt, dass manche Teile für die Kleinmaschinen zu groß und für die Mittelmaschinen zu klein sind. Also suchte man für die Fertigung von Bauteilen wie Messer, Umformbacken, Hochheber, Warmumformschalen oder Schieber sowie Niederhalter und Stempel passende Bearbeitungszentren. „Wir haben uns für die zwei Mikron HPM 1350U von GF Machining Solutions entschieden, weil sie im Benchmarking bei fast allen wichtigen Fakten Bestwerte versprochen hatten“, erklärt Jürgen Heinzer, der neben der Technischen Planung auch für die Beschaffung der Produktionsmittel verantwortlich ist. Projekt- und Key Account Manager Michel Eder von GF Machining Solutions ergänzt: „Und die Mannschaft wurde nicht enttäuscht.“
In der Ruhe liegt die Präzision
Das sieht auch Daniel Princip, Meister der mechanischen Fertigung des BMW Werkzeugbaus München, so, der täglich mit den Maschinen zu tun hat. „Wir sind heute wesentlich flexibler, präziser und viel produktiver als früher. Die Mikrons lassen sich auf fast jede Fertigungssituation optimal einstellen.“ Die Modelle 1350U der Baureihe HPM (high performance milling) sind nach dem Fahrständerprinzip aufgebaut. Ein einteiliges, gegossenes Maschinenbett, das auf drei Grundfüßen steht, sorgt für einen sehr stabilen Grundaufbau. Der Tisch ist symmetrisch aufgebaut und die Führungen der X-Achse sind auf zwei Ebenen angeordnet. Das ergibt eine hohe Torsionssteifigkeit, vor allem, wenn schwere Werkstücke nicht zentrisch auf den Rundtisch aufgespannt werden können und dieser gedreht wird.
Bei BMW sind es häufig Aufspanntürme, denen die erhöhte Steifigkeit zugute kommt. Die Linearführungen haben darüber hinaus noch geschabte Auflageflächen, was zu einer sehr hohen Geometriegenauigkeit führt. „Maschinen, die über solche Grundeigenschaften verfügen, gehen selbst höchste Präzisionsanforderungen in aller Ruhe an“, verspricht Eder. Darüber hinaus können A- und C-Achse für Schruppbearbeitungen geklemmt werden, was die Stabilität und somit die Werkzeugstandzeit deutlich erhöht.
Leistungsstarke Hightech-Motorspindeln des Schweizer GF-Tochterunternehmens Step-Tec sorgen schon im niedrigen Drehzahlbereich für hohes Drehmoment und drehen mit HSK Werkzeugschnittstelle bis 24 000 U/min. Der Schwenkkopf ist wie die Rundachse von Torque-Motoren direkt angetrieben und wassergekühlt. Dadurch ermöglicht die Maschine die simultane 5-Achs-Fräsbearbeitung. Alle Achsen sind dabei mit einem Direktmesssystem ausgestattet. Diese Qualitätskomponenten versprechen hohe Präzision und Wirtschaftlichkeit im Dauereinsatz. Und der ist bei BMW auch angesagt.
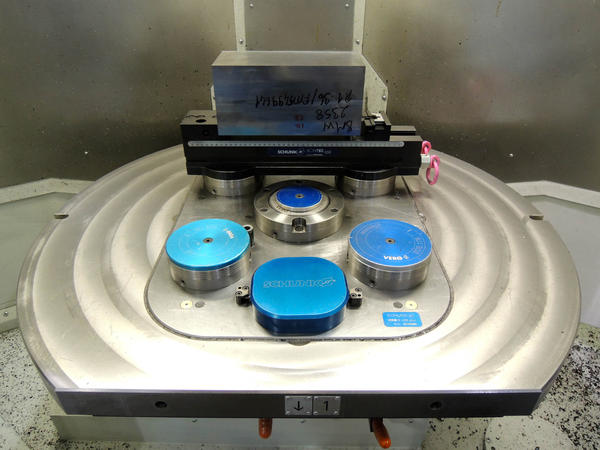
Beide Maschinen sind mit Werkzeugwechslern, bestückt mit je 92 Werkzeugen, ausgestattet. Palettenwechselsysteme mit je drei Paletten ermöglichen hauptzeitparalleles Rüsten. „So werden Nebenzeiten zu Produktionszeiten“, bekräftigt Eder. Und noch einmal Princip: „Unsere Maschinen laufen heute rund 22 Stunden täglich und damit fast sechsmal so lang wie noch vor fünf Jahren.“ Und dabei ist die Qualität der gefertigten Teile besser als vorher. Durch die große Steifigkeit der Maschinen ist beispielsweise die Oberflächenbeschaffenheit der Grundfläche an den Werkstücken nahe an den geforderten 80 Prozent Tragfähigkeit und erfordert nur noch eine halbe Stunde nachgelagerte Läpparbeit, wo früher drei bis vier Stunden manuelle Nachbearbeitung nötig waren.
Angepasst hat GF Machining Solutions die Maschinen an die bei BMW seit 2002 übliche Trockenbearbeitung. So wird die Druckluft auf 12 bar Druck aufbereitet und die Bearbeitungszone sowohl von innen über die Schneide als auch von außen luftgekühlt. Ebenso wurde der Späneabtransport an die Trockenbearbeitung angepasst. Hierzu wurde die Förderkette mit einem aktiven Schmiersystem ausgerüstet, weil der Kühlschmierstoff der Maschine nicht zur Verfügung steht.
Mit all diesen Funktionen leisten die beiden GF-Maschinen einen wichtigen Beitrag zur Produktivitätssteigerung bei BMW Werkzeug- und Anlagenbau München. Dementsprechend hat sich auch der Ausstoß erhöht. Wurden vor 2012 noch 770 Kleinteile jährlich gefertigt, waren es 2013 mit 1550 Bauteilen mehr als doppelt so viele. Und für 2014 ist ein Output von 1900 Teilen geplant. Winkler und Heinzer ziehen ein positives Fazit: „Beim bisher erreichten Ergebnis unserer gesamten Optimierungsmaßnahmen haben uns die beiden Mikron HPM 1350U von GF Machining Solutions mit ihrer Leistungsfähigkeit, ihrer Präzision und ihrer Standfestigkeit positiv überrascht und unsere Kaufentscheidung eindrucksvoll bestätigt.“
GF Machining Solutions Agie Charmilles GmbH www.gfms.com/de
BMW Group www.bmwgroup.com
Dem Design die Form geben
Der BMW Werkzeug- und Formenbau ist auf drei Standorte verteilt: München, Dingolfing und Eisenach. Mit insgesamt rund 720 Mitarbeitern auf zusammen genommen rund 32 000 m2 Fertigungsfläche entstehen etwa die Hälfte aller BMW Werkzeuge für die Herstellung der Karosserie-Außenteile in allen BMW Presswerken. Auf zusammen 20 Erprobungspressen mit bis zu 23 000 kN Presskraft werden die mithilfe von 13 Großfräsmaschinen und unzähligen Klein- und Mittelfräsmaschinen hergestellten Werkzeuge vor der Inbetriebnahme getestet.
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}