

Schwab CNC Metallbearbeitung mit Sitz in Rot am See im Landkreis Schwäbisch Hall fertigt hochqualitative Fräs- und Drehteile im Bereich Aluminium- und Magnesiumdruckguss, darunter auch das Werkstück „Actuator Housing“ – ein Gehäusebauteil aus Magnesium für Lenkgetriebe von Kraftfahrzeugen, das bereits seit längerer Zeit im Hause Schwab bearbeitet wird. Eine kräftige Stückzahlerhöhung auf bis zu 250 000 Teilen pro Jahr, machte eine Automatisierung der Bearbeitung der Magnesiumteile notwendig – zumal die Mitarbeiter, die bisher den Prozess händisch bedient haben, für andere Tätigkeiten dringend gebraucht werden.
„Beim Leichtbaumetall Magnesium sind die Zerspankräfte bei der Bearbeitung niedrig, was einen geringen Werkzeugverschleiß zur Folge hat“, berichtet EGS-Vertriebsleiter Heiko Röhrig. „Abgebildet auf die Automation des Zerspanungsprozesses bedeutet das sehr hohe Anforderungen an Zuverlässigkeit und Verfügbarkeit sowie an die Werkstückautonomie – sprich die Anlage muss einen großen Werkstückpuffer für Roh- und Fertigteile bieten, der jederzeit nachgefüllt werden kann, aber auch ausreichend Kapazität bietet, um ohne Bedienereingriff eine Nacht oder ein Wochenende durchzulaufen.“
Im konkreten Fall erfolgt die Bearbeitung der beiden Werkstückseiten nacheinander auf zwei Maschinen, auf dem ersten Bearbeitungszentrum vierfach, auf der zweiten Maschine einzeln. Gleichzeitig soll der Bearbeitungsraum der Maschinen für Rüstvorgänge und Anlaufteile händisch zugänglich sein. Als Zusatzprozess soll die Kennzeichnung der Werkstücke mit einem Data Matrix Code integriert werden.
Seitliche Beladeluke
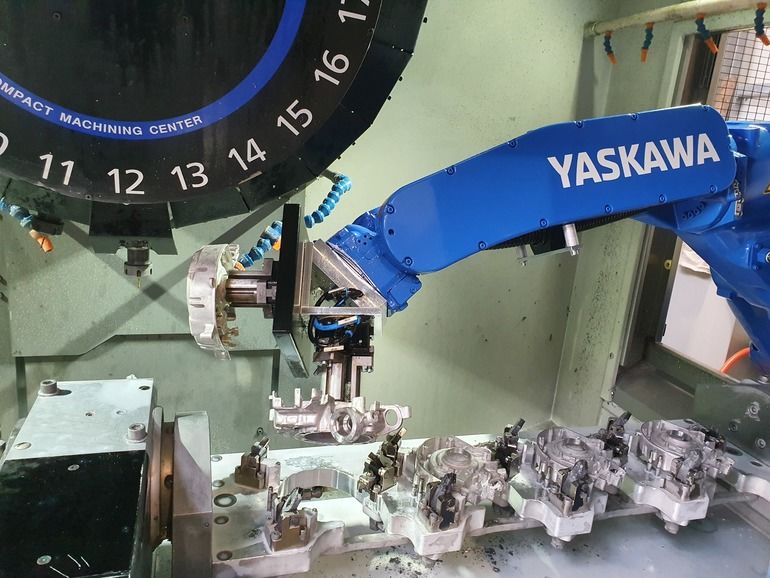
Ausgangspunkt für die Automatisierung war ein Bearbeitungszentrum Brother Speedio S1000. Die Spannvorrichtung, in die die Bauteile bisher händisch eingelegt wurden, sollte mit möglichst wenigen Modifikationen automatisch bestückt werden. Bearbeitungszeit und Werkstückwechsel liegen in Summe bei circa sechs Minuten für vier Teile, was auch die taktzeitbestimmende Vorgabe für die Automation war. An der Maschine wurde eine seitliche Beladeluke nachgerüstet, die in den Sicherheitskreis der Maschine und der Roboterzelle eingebunden wurde.
Bei der Auswahl des Roboters spielte die Reichweite eine entscheidende Rolle. Um alle Positionen auf der Vorrichtung zu erreichen, muss der Roboter relativ weit in die Maschine eintauchen. „Verbunden mit der erforderlichen Präzision beim Handhaben und Einlegen der Teile und der notwendigen hohen Verfahrgeschwindigkeit fiel die Wahl auf einen Yaskawa GP25 mit einer YRC1000-Steuerung“, so Röhrig. „Dass Roboter von Yaskawa auch unter den schwierigen Umgebungsbedingungen in Werkzeugmaschinen über viele Jahre zuverlässig funktionieren, haben die zahlreichen Installationen von EGS bewiesen.“
Die zweite wichtige Vorgabe war die Autonomie der Automationsanlage. Die Anlage sollte möglichst 12 Fertigungsstunden autonom fertigen können. Dafür muss eine Speicherkapazität für 480 Rohteile und 480 Fertigteile vorhanden sein. Für diese voluminöse Teilebevorratung und Bereitstellung wurde das Palettiersystem Sumo Ecoplex 2 von EGS eingesetzt. In der speziellen Ausführung mit Zu- und Abführbändern beträgt die Kapazität sechs Werkstückträgerstapel für Roh- und Fertigteile. Eine weitere wichtige Kernkomponente ist die Greiftechnik. „Daher kommen Greifmodule des langjährigen Lieferanten Zimmer Group zum Einsatz“, so Röhrig.
Zwischenablage mit Wendestation
Die zweite Seite der Werkstücke wird in einer zweiten Maschine bearbeitet, einer Brother Speedio S700. Auch hier erfolgt die automatische Beladung seitlich durch eine spezielle Beladeluke. Die Bearbeitung der zweiten Seite ist weitaus weniger umfangreich und dauert daher deutlich kürzer und erfolgt hier einzeln. Da die erste Maschine für den Anlagentakt bestimmen ist, müssen aus dieser immer direkt nach Bearbeitungsende die vier bearbeiteten Werkstücke entnommen und vier neue Rohteile eingelegt werden.
Zur Zwischenablage für die Halbfertigteile dient eine kombinierte Ablage- und Wendestation mit vier Werkstückaufnahmen. In beiden Maschinen werden die Bauteile nach der Bearbeitung und vor dem Entnehmen mittels einer Blasdüse, die am Roboterwerkzeug angebracht ist, weitestgehend vom Kühlschmiermittel befreit.
Nach der Bearbeitung wird auf jedem Bauteil mit einem Kennzeichnungslaser noch ein Datamatrix-Code aufgebracht. Während der Beschriftung wird das Werkstück vom Roboter sicher und genau in Position gehalten, die entstehenden Dämpfe werden abgesaugt. Nach erfolgter Kennzeichnung legt der Roboter das Fertigteil zurück in einen Werkstückträger, der im Palettiersystem Sumo Ecoplex 2 auf einen Fertigteilstapel abpalettiert wird und dort vom Bedienpersonal entnommen werden kann. Röhrig: „Die Anlage läuft grundsätzlich bis zu 12 Stunden autark, es können aber auch jederzeit zwischendurch vorhandene Fertigteile entnommen oder neue Rohteile eingebracht werden.“
Alle Abläufe werden von der Robotersteuerung YRC1000 gesteuert, und die gesamte Anlage wird über das leichte und ergonomische Bedienhandgerät des Roboters über eine spezielle Oberfläche bedient. In einer zweitägigen Schulung wurde das Bedienpersonal in die Handhabung der Anlage eingewiesen. Röhrig: „Obwohl es bei Schwab keinerlei Erfahrung mit Robotik gab, ist man mit diesen Voraussetzungen ohne Probleme in der Lage die Anlage zu bedienen.“
EGS Automatisierungstechnik GmbH
www.egsautomatisierung.de
EGS Automatisierungstechnik GmbH
Raiffeisenstr. 2
D-78166 Donaueschingen
Telefon: +49 771 898606 0
E-Mail: info@egsgmbh.de
Internet: www.egsautomatisierung.de




















{kind=link}