




Der Name SIP ist im modernen Maschinenbau ein Synonym für technisch höchstmögliche Präzision in der Fertigungstechnologie. Das zur Starrag-Heckert-Gruppe gehörende Unternehmen aus Genf hat im vergangenen Jahr neue Versionen seiner vertikalen sowie horizontalen Bearbeitungszentren und Lehrenbohrwerke (mit Fräs- und Schleifoptionen) vorgestellt – und die Genauigkeiten auf teilweise unter 1 µm gedrückt.
Seit jeher setzt SIP Maßstäbe, wenn es um ultrapräzise Bearbeitung geht. Das Unternehmen mit dem markanten Logo – den drei Buchstaben SIP in einem stilisierten G – wurde bereits 1862 als Société Genevoise d’Instruments de Physique in Genf gegründet. Schon nach einigen Jahren produzierte SIP neben physikalischen Laborgeräten auch Investitionsgüter und entwickelte sich bis 1875 zum Spezialisten für Metrologie. Ein erstes Highlight in der Unternehmensgeschichte war der Auftrag, sämtliche Kopien des in Paris aufbewahrten Urmeters zu produzieren, die den Normierungsstellen aller großen Städte als Maßstab dienten. Nach dem Bau erster vergleichender Längenmessmaschinen, stieg SIP 1920 in den Werkzeugmaschinenbereich ein und stellt das erste hochgenaue Lehrenbohrwerk vor. Stets sah sich das Unternehmen der Präzision verpflichtet, so auch als es 1970 die ersten ultrapräzisen Bohr-Fräs-Zentren präsentierte. Bis heute installierte SIP über 6000 Lehrenbohrwerke und Bearbeitungszentren, von denen noch über 2500 in Betrieb sind.
SIP setzt Maßstäbe – aus Eigenproduktion
Nach wirtschaftlich schwierigen Jahren übernahm 2006 die Starrag-Heckert-Gruppe das inzwischen als „Société d’Instruments de Précision“ firmierende Unternehmen. SIP-Geschäftsführer Jean-Daniel Isoz weist darauf hin, dass die SIP-Maschinen immer gefragt waren, allerdings in der Vergangenheit unternehmerische Fehler gemacht wurden: „Eingebettet in eine starke Gruppe, welche die gleichen Branchen bedient und Verwaltung sowie Vertrieb übernimmt, können wir uns jetzt wieder voll auf die Technik konzentrieren. Von unseren Mitarbeitern in Genf sind mindestens 85 Prozent in Entwicklung, Produktion und Montage tätig. Wobei SIP auch hochpräzise Direktmaßstäbe aus Edelstahl fertigt, die zur Kernkompetenz gehören. Wir dürften der einzige europäische Maschinenhersteller sein, der seine eigenen Direktmaßstäbe einsetzen kann. Diese haben den Vorteil, dass das Material Edelstahl einen ähnlichen Wärmeausdehnungskoeffizienten hat wie das Maschinenbett. So wirken sich mögliche Temperaturschwankungen – der größte Feind der Präzision – noch weniger auf die gefertigte Genauigkeit aus als beispielsweise bei Glasmaßstäben.“
Die anderen Komponenten werden von bewährten Herstellern zugekauft. Im Bereich der für Präzisionsbearbeitung sehr wichtigen Steuerungs- und Antriebstechnik gehört Fanuc GE bereits seit 1987 zu den SIP-Partnern. Etwa 80 Prozent aller Maschinen sind seitdem mit einer Fanuc-CNC ausgestattet worden. Die für die elektrische Ausstattung der SIP-Maschinen Verantwortlichen sind sich einig: „Mit den Fanuc-Steuerungen haben wir immer gute Erfahrungen gemacht, besonders was die Zuverlässigkeit und Bedienerfreundlichkeit anbelangt.“ Auf SIP-Maschinen wird die Standard-CNC-Oberfläche eingesetzt, deren Kontinuität über viele Jahre es den Maschinenbedienern leicht macht, sich zurechtzufinden. „Außerdem ist der Umgang mit ihr schnell zu erlernen“, ergänzen die Steuerungsfachleute. „Auch die Unterstützung, die wir hier von der Schweizer Fanuc GE-Niederlasssung mit Applikationsberatung und Ersatzteilservice erfahren, ist vorbildlich. Und wenn bei unseren Kunden ob in Asien oder Amerika steuerungsbedingte Probleme auftreten sollten, stehen uns die jeweiligen Fanuc-Niederlassungen sofort zur Seite. Da ist uns noch nie eine Klage zu Ohren gekommen.“
Die Spitze der Präzisionspyramide
Während Starrag- und Heckert-Maschinen im Standard- und Hochgenauigkeitsbereich angesiedelt sind, übernimmt SIP im Konzern die Spitze der Präzisionspyramide, die Ultrapräzision. Sie definiert sich über die Positioniergenauigkeit P (nach VDI DGQ 3441), die für den Ultrabereich kleiner als 3 µm sein muss. Zum Vergleich: In der Hochpräzision bewegt sich P zwischen 3 und 6 µm und in der Standardpräzision ist P größer als 6 µm. Alle vertikalen und horizontalen SIP-Maschinen, die in 3-, 4- oder 5-achsiger Ausführung erhältlich sind, erfüllen die Ultrapräzisionsanforderung deutlich. Für die neuesten Modelle, der in drei Größen verfügbaren vertikalen Bohr-Fräs-Zentren SIP 5000, garantieren die Präzisionsspezialisten folgende P-Werte: für die 5000/5 kleiner 2 µm, für die 5000/6 kleiner 2,2 µm und für die 5000/7 kleiner 2,5 µm. Die Wiederholgenauigkeit liegt für alle drei Maschinen sogar unter 0,5 µm.
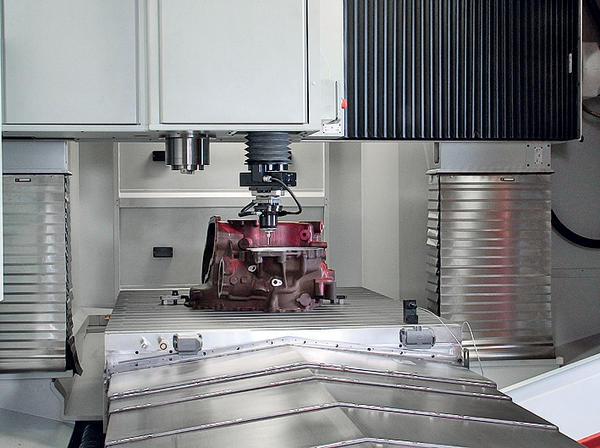
Die 5000er-Serie – für die vertikale Bearbeitung hoch präziser Teile konzipiert – wird speziell zum Feinbohren und -fräsen von Bohrungen, Kanten und Oberflächen sowie zum Präzisionsschleifen eingesetzt. Jean-Daniel Isoz erklärt: „Heute haben wir Maschinenausführungen, bei denen wir eine Bohr-Fräs- und eine Schleifspindel parallel montieren können, was für die Komplettbearbeitung in einer Aufspannung von Vorteil ist. Manche Kunden wünschen sogar eine Maschine nur mit Schleifkopf, was wir gerne mit Unterstützung eines erfahrenen Herstellers von Schleifspindeln übernehmen.“
In der Basisausführung ist die SIP 5000 als dreiachsige Maschine konzipiert. Dank ihrem modularen Konzept ist sie ebenso als 4- oder 5-achsige Version erhältlich. Die Aufspannflächen betragen bis zu 1200 x 1700 mm, und sie können ein Teilegewicht bis 4000 kg verkraften. Als Optionen stehen ein automatischer Werkzeugwechsler, ein Palettenwechsler, Werkzeuggeometriemessung sowie Werkzeugverschleißüberwachung zur Verfügung.
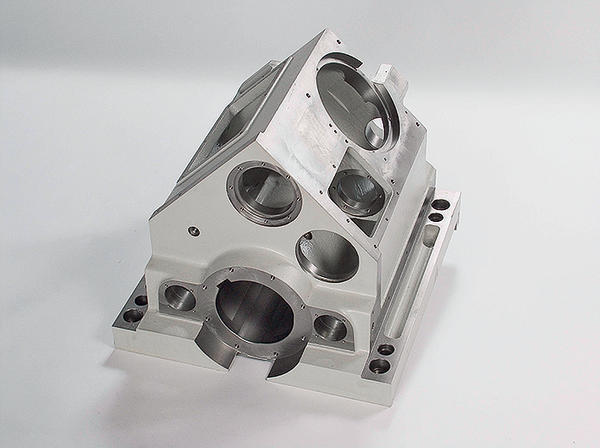
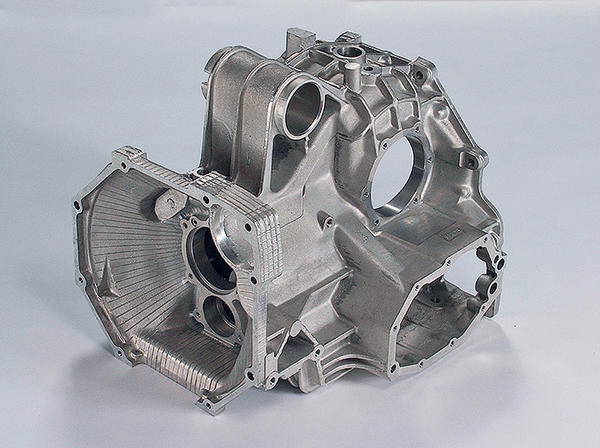
Die zweite Baureihe, die 7000er-Serie, verfügt über eine horizontale Spindeleinheit und ist wahlweise als 4- oder 5-achsige Version erhältlich. Ihre Positioniergenauigkeit ist kleiner als 3,0 µm. Je nach Ausführung betragen die Aufspannflächen bis zu 1200 x 1200 mm. Bauteile dürfen bei der SIP 7000 bis zu 4000 kg wiegen. Mit dieser Maschine lassen sich komplexe Bauteile – wie beispielsweise Hubschrauber-Getriebegehäuse – in höchster Präzision komplett fertigen. Für Tieflochbohrungen steht eine 300-mm-Pinole zur Verfügung.
Kompromisslos bei Qualität und Präzision
SIP-Ultrapräzisionsmaschinen werden überall dort eingesetzt, wo keine Kompromisse bezüglich Qualität und Präzision möglich sind: bei Luft- und Raumfahrtanwendungen, im Präzisionsmaschinenbau, im Werkzeug- und Formenbau sowie bei der Fertigung von Hochleistungsmotoren. In der modernen Flugzeugindustrie zum Beispiel ist Präzision die Voraussetzung für höchste Sicherheit. Deshalb müssen bei sicherheitskritischen Teilen Bohrungen und Flächen auf wenige Mikrometer genau bearbeitet werden. Konstrukteure setzen bei diesen Teilen immer häufiger schwer zerspanbare Legierungen und Titan ein. Jean-Daniel Isoz bemerkt: „Die Flugzeugindustrie ist derzeit unsere stärkste Abnehmerbranche. Hier kommen Leistungsfähigkeit und Präzision der SIP-Bearbeitungszentren voll zum Tragen.“
Auch im Triebwerks- und Turbinenbau ist Präzision von maßgeblicher Bedeutung. Denn sie wirkt sich unmittelbar auf den Wirkungsgrad von Turbinen aus, weshalb für funktionswichtige Bauteile minimale Fertigungstoleranzen vorgeschrieben sind. Ähnliches gilt für spezielle Maschinenbauteile, Hochleistungs- und Präzisionswerkzeuge für Pressen und Spritzgussmaschinen oder Hochleistungsmotoren für Sport- und Rennfahrzeuge.
Spannungs- und schwingungsfrei
Die Fähigkeit einer Maschine zu solcher Ultrapräzisionsbearbeitung steckt in vielen Details. Die Basis ist eine stabile, schwingungsarme Konstruktion. Der aus einem Stück gegossene Maschinenrahmen aus hochwertigem Guss (GGS 80) garantiert höchste Stabilität und Langzeitgenauigkeit. Er verfügt über eine 3-Punkt-Auflage und erfordert kein spezielles Fundament. Selbst wenn sich der Untergrund ein wenig verändert, bleibt die volumetrische Präzision der Maschine erhalten.
Die rollengelagerten Längsführungen sind dank der einseitig V-förmigen Anordnung absolut spielfrei und können sich nur parallel zu den anderen relevanten Baugruppen und Messsystemen ausdehnen. Die Präzision bleibt daher gewahrt. Die präzisionsgeschliffenen Rollenlager sorgen für nahezu reibungsfreie Bewegung.
Einzigartiges ultrapräzises Messsystem
Ein wichtiges Merkmal der SIP-Bearbeitungszentren sind die ausschließlich im eigenen Haus hergestellten, hochwertigen Stahlmaßstäbe. Diese haben den Vorteil einer sehr genauen Teilung und ähnlichen Wärmedehnung wie das Maschinenbett. So bleibt die Präzision der Maschine sogar bei Temperaturschwankungen bis zu 0,5 °C pro Stunde und 2 °C pro Tag gewährleistet.
Das große SIP-Angebot an präzisionsgeschliffenen Spindeln mit höchster Genauigkeit ermöglicht es, für jede Anwendung eine optimale Lösung zu finden. Für Tieflochbohrungen hat SIP eine spezielle Spindel mit Präzisionspinole entwickelt. Auch Highspeed- Anwendungen mit 30 000 min-1 sowie zum Schleifen sind Spindeln verfügbar. Sie alle verfügen über eine ultrapräzise Lagerung mit variabler hydraulischer Lagervorspannung und einen konzentrisch angeordneten hochgenauen Hochleistungsasynchronmotor.
Zur Steuerung der Maschinen kommen in den meisten Fällen Fanuc CNCs der Serien 16i und 31i zum Einsatz. Jean-Daniel Isoz führt an, dass man das Doppelachsenprinzip des Gantrys oder auch die kombinierte Achse mit Pinole komfortabel mit der Fanuc-CNC lösen kann. Für das Retrofit älterer SIP-Maschinen würden sich Fanuc-Steuerungen besonders eignen. Er führt fort: „Selbstverständlich nutzen wir auch die modernen Kompensationsmöglichkeiten der Steuerung, auch wenn wir alles daran setzen, eine optimale Genauigkeit der Maschine auf mechanischem Weg zu erreichen. Neue Funktionen wie die integrierte Sicherheit über Dual Check Safety haben wir bereits integriert, ebenso wie den 3D Interference Check. Diese Funktion zur Kollisionsvermeidung kann gerade bei unseren teuren Spindelsystemen viel Geld sparen.“
Für die außerordentliche Genauigkeit der SIP-Technologie ist neben konstruktiven Merkmalen und speziellen ultrapräzisen Maschinenkomponenten vor allem die Fertigkeit des Fachpersonals verantwortlich. Sämtliche kritischen Oberflächen werden von Hand geschabt (ca. 600 Stunden / Maschine) und somit in die höchste Präzisionsklasse gebracht. Dieses zwar aufwendige, aber in der Präzision bis heute unerreichte Verfahren ermöglicht eine absolut perfekte Geometrie über die lange Lebensdauer. Denn eine SIP-Maschine ist eine Investition, die ihren Wert über Jahrzehnte behält.
Höchste Präzision und Produktivität
StarragHeckert und SIP sind führende Unternehmen im Bereich der Produktionstechnologie. Sie bieten ein breites Angebot technologisch hoch entwickelter Präzisionsfräsmaschinen, umfassende Engineering- und Softwarelösungen zur Prozessoptimierung sowie ein perfekt abgestimmtes Sortiment an Spezialwerkzeugen und Dienstleistungen. Die Kunden stammen aus unterschiedlichsten Hightech-Branchen wie dem Maschinenbau, der Luftfahrt, der Energieerzeugung, der Fahrzeugindustrie sowie dem Formen- und Werkzeugbau.
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}