



Der Hürther Anbieter von Werkzeugüberwachungssystemen Nordmann entwickelte im letzten Jahr zwei neue Messmethoden, die das bisherige Programm an sensorlosen und sensorgestützten Überwachungssystemen in Richtung postprozess messend erweitern. In diesem Beitrag werden die prozessbegleitenden Messmöglichkeiten und die beiden neuen Messverfahren vorgestellt.
Wünschenswert ist grundsätzlich die prozessbegleitende Erkennung von Werkzeugverschleiß und -bruch. Hierzu stehen für alle Arten spanender Werkzeugmaschinen Sensoren zur Kraft-, Wirkleistungs- und Körperschallmessung zur Verfügung.
Antriebsdaten nutzen
Die meisten der heute erhältlichen Werkzeugmaschinen sind „offene“ Systeme, d. h. man erhält einen Zugriff auf die Wirkleistungs-, Drehmoment- oder Stromwerte der Spindel- und Vorschubantriebe, ohne zusätzliche Sensoren einbauen zu müssen (Bild 1). Die Antriebsdaten werden zumeist über den Profibus abgegriffen. Hiermit lassen sich recht gute Ergebnisse erzielen.
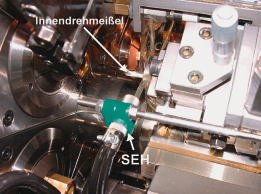
Bei kleinsten Drehstählen, Fräsern oder Bohrern mit Durchmessern beispielsweise unter 1,5 oder 2 mm versagt diese Methode allerdings. Auch in kurvengesteuerten Mehrspindel-drehautomaten sind keine Antriebsgrößen von der Steuerung abgreifbar. Dann sind zusätzliche Sensoren erforderlich, wie etwa die Körperschallmessung unmittelbar am Werkzeug über einen Kühlschmierstoffstrahl als Schallwellenleiter (Bild 2). Mit diesem Sensor können Ausbrüche selbst kleinster Drehstähle oder in Mehrspindelbohrköpfen der Bruch einzelner Bohrer erkannt werden. Unglaublich dünne Bohrer mit nur 0,1 mm Durchmesser werden hiermit kontrolliert. Aber auch beim Schleifen und Abrichten hat sich dieser Sensor zur Luftschnittverkürzung und Abrichtprozessüberwachung längst bewährt.
Stahl leitet Schallwellen
Alternativ zur Schallaufnahme über den Kühlschmierstoffstrahl können die Körperschallsignale in Rundtaktautomaten oder Transferstraßen auch über ein Federstahlelement als Schallwellenleiter vom Werkstück aufgenommen werden. Dieses ebenso patentierte Verfahren bietet sich bei der Trockenbearbeitung an.
In Mehrspindel-Drehautomaten können Werkzeugkräfte über eine Messung der Oberflächendehnung infolge der elastischen Biegung der Kulissenhebel erfasst werden (Bild 3). Der dafür erforderliche Dehnungsaufnehmer ist mit einer einzigen Schraube auf dem Kulissenhebel zu befestigen. Eine Vorbereitung der Oberfläche des Kulissenhebels ist, abgesehen von der M5-Gewindebohrung, nicht erforderlich.
In allen spanenden Werkzeugmaschinen werden Wirkleistungsmessgeräte eingesetzt, wenn entweder überhaupt keine NC bzw. keine NC mit Zugriff auf interne Antriebsdaten vorhanden ist. Die bei Kleinwerkzeugen gewählte dreiphasige Leistungsmessung erkennt in der Regel selbst Bohrer mit Durchmessern unterhalb von 2 mm.
Fühlen statt Kühlen
Alternativ werden in Bearbeitungszentren Laserlichtschranken montiert. Sie sind recht präzise bzgl. der Erkennung einer Bohrerverkürzung um 1/100 mm, haben allerdings das Problem, das Ablaufen des Kühlschmierstoffs vom Bohrer oder von anderen Maschinenteilen abwarten zu müssen. Dieses Handicap besteht nicht bei den neuen Staustrahlschranken, die einen Bohrer über einen dünnen Kühlschmierstoff- oder Pressluftstrahl auf Vorhandensein prüfen (Bild 4). Mit einem 2 mm dünnen Kühlschmierstoffstrahl können Distanzen von 1 bis 2 m in Zentren überbrückt werden (Bild 5). Die für eine Laserkontrolle in „nassen“ Maschinen übliche Prüfzeit von 2 bis 4 s kann auf 0,5–1 s verkürzt werden. Das ist u. a. der flexibleren Positioniermöglichkeit der Strahldüse und Strahlausrichtung nah am Werkstück zu verdanken, da die Strahldüse nicht wie ein Laser geschützt angebracht werden muss.
Trocken arbeiten die Luftstrahlschranken, welche mit einem äußerst feinen und kurzen Pressluftstrahl Kleinstbohrer ab 0,2 mm Durchmesser außerhalb der Bohrung auf Vorhandensein ihrer Spitze kontrollieren. Dies findet Anwendung in CNC-Drehmaschinen, Bearbeitungszentren, Rundtaktautomaten und Mehrspindel-Drehautomaten.
Emulsion misst Abstand
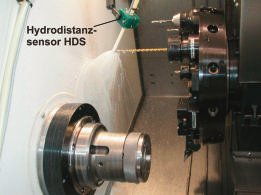
Nass wiederum arbeitet der im letzten Jahr von Nordmann entwickelte Hydrodistanzsensor, der millimetergenau die Länge eines Emulsionsstrahls bis zum Auftreffpunkt bestimmen kann. Damit lassen sich nicht nur Kleinstbohrer ab 0,1 mm Durchmesser auf Bruch, sondern auch Werkstücke auf ordnungsgemäße Position oder unrunden Lauf kontrollieren (Bild 5).
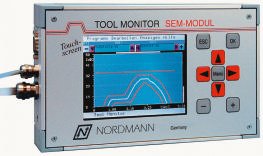
Die verschiedenen Sensoren erfordern ausgeklügelte, aber in ihrer Anwendung nicht zu komplizierte und für den Anwender nachvollziehbare Überwachungsstrategien. Bewährt hat sich hierbei die Hüllkurventechnik, die in einfachen Fällen durch geradlinige Grenzwerte ersetzt werden kann. Die Grenzwerte kontrollieren entweder die statische Höhe der Messkurve, deren Mittelwert oder dynamische Signalanteile. Die Grenzen können nach dem Einlernen graphisch optimiert oder ständig selbstlernend angepasst werden, wenn verschleißbedingte Veränderungen im Sinne einer optimalen Brucherkennung bewusst kompensiert werden sollen. Die Anzeige der Messkurven und Grenzwerte erfolgt entweder auf dem NC-Bedienfeld, oder auf einem gesonderten Display mit Touchscreen zur graphischen Hüllkurvenbearbeitung (Bild 6).
Intelligente Werkzeuge
Nur unbefriedigend gelöst war bisher die Überwachung von Werkzeugen, die Werkstücke mit starken Schwankungen der Schnitttiefe oder Härte zerspanen. Auch bereitet es manchmal bei Formdrehmeißeln oder Kombiwerkzeugen Schwierigkeiten, bestimmte Schneidenbereiche auf Verschleiß zu überwachen. Ein weiteres Überwachungsproblem besteht bei der Fertigung von Einzelteilen. Für diese Fälle wird zur Zeit im Rahmen eines vom BMBF geförderten Gemeinschaftsprojektes unter der industriellen Projektleitung von Nordmann die Entwicklung intelligenter Werkzeugschneiden gefördert, die mit Hilfe von Dünnschichtsensoren an der Frei-fläche die Verschleißmarkenbreite kontrollieren. Damit entfällt das Einlernen oder Einstellen von Grenzwerten oder Signalmustern.
MDE und BDE inklusive
Eine weitere, recht nützliche Eigenschaft ist die per Softwarefreischaltung nutzbare integrierte Maschinen- und Betriebsdatenerfassung. Damit kann von einem zentralen PC der Betriebszustand (läuft/steht/Stillstandsgrund) der angeschlossenen Werkzeugmaschinen betrachtet werden.
Vielseitiges System
Nicht alle Sensoren und Messmöglichkeiten wurden in diesem Beitrag beschrieben. So gibt es noch einige berührungslose Körperschallsensoren für das Schleifen und Abrichten, oder spindellagerintegrierte Sensoren für Mehrspindelbohrköpfe. Sie können aber unter www.nordmann.info anhand von Anwendungsbeispielen betrachtet werden. Dort finden sich auch Hinweise auf Neuentwicklungen.
Nordmann GmbH & Co. KG Tel. 02233/96880, Fax 02233/968822
Geschäftsführer der Nordmann GmbH & Co. KG
Teilen:




















{kind=link}