

Die Weiterentwicklung der Werkzeugmaschinen ermöglicht immer effizientere Bearbeitungsverfahren. Die Bearbeitungsstrategie„dynamisches Fräsen“ gewinnt dabei zunehmend an Bedeutung.
▶
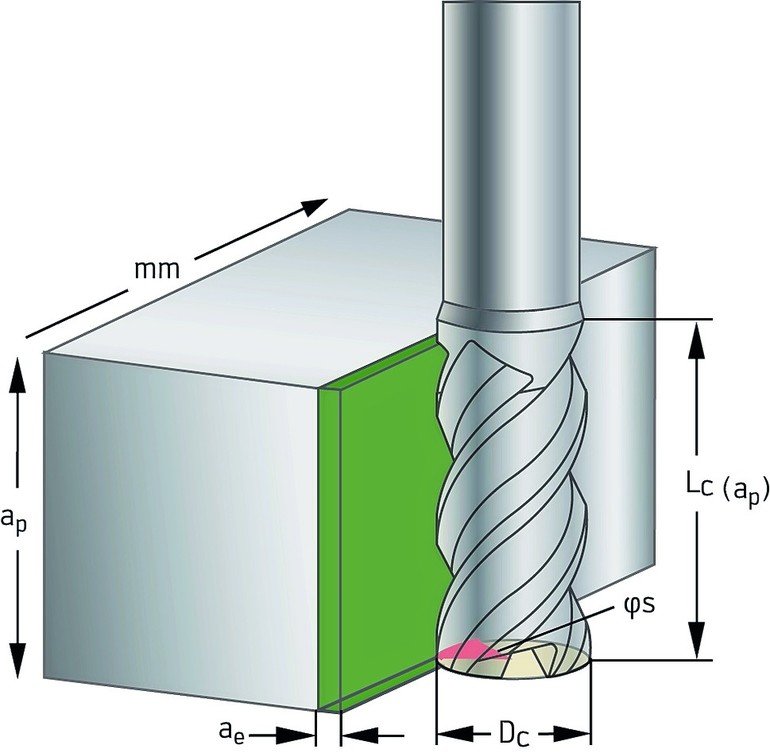
Das Grundprinzip des dynamischen Fräsens basiert auf folgenden Parametern:
- Kleine radiale Eingriffs-breite ae [mm]
- Geringer Eingriffswinkel (Schnittbogenwinkel) φs [°]
- Große axiale Schnitt-tiefe ap [mm]
- Konstante mittlere Spanungs-dicke hm [mm]
Das Ergebnis ist ein maximales Zeitspanvolumen. Die mechanische Belastung des Fräswerkzeugs ist dabei gering. Aufgrund des geringen Eingriffswinkels sinkt zusätzlich die Temperaturbelastung der Schneide. Die Schnittgeschwindigkeit kann deshalb noch erhöht werden.
Frässtrategien
Zur Anwendung kommen heute unterschiedliche Frässtrategien. Dazu einmal drei Beispiele:
HSC – High Speed Cutting – wird als Hochgeschwindigkeitsfräsen bezeichnet. Verwendet werden Werkzeuge mit hoher Schneidenzahl. Aufgrund der kleinen radialen Eingriffsbreite, der kleinen axialen Schnitttiefe und der hohen Schnittgeschwindigkeit findet die Strategie Anwendung beim Schlichtfräsen.
HPC – High Performance Cutting – wird auch als Hochleistungsfräsen bezeichnet. Verwendet werden oft Werkzeuge mit einem kleinen Einstellwinkel. Aufgrund der großen radialen Eingriffsbreite, der kleinen axialen Schnitttiefe und des hohen Zahnvorschubs findet die Strategie Anwendung beim Schruppfräsen.
HDC – High Dynamic Cutting – wird auch als hoch dynamisches Fräsen bezeichnet. Auch diese Strategie findet Anwendung beim Schruppfräsen. Der Unterschied zur HPC-Bearbeitung besteht darin, dass hier mit kleiner radialer Eingriffsbreite und mit großer axialer Schnitttiefe gefräst wird. Zusätzlich wird neben einer dynamischen Maschine eine moderne CAD/CAM-Software verwendet.
Beim dynamischen Fräsen müssen im Wesentlichen die vier Bausteine: Werkstoff/Werkstück, das CAD/CAM-System, die dynamische Maschine und das Werkzeug mit seinen Schnittdaten berücksichtigt werden.
Werkstoff/Werkstück
Im Mittelpunkt der Auswahl einer optimalen Frässtrategie und des passenden Fräsers für die jeweilige Anwendung steht die Bestimmung der für diesen Bearbeitungsfall relevanten Parameter. Die Schneidenlänge (Lc) und der Werkzeugdurchmesser (Dc) werden durch die Werkstückgeometrie vorgegeben. Für herzustellende Nuten kann als Richtwert für den Werkzeugdurchmesser von einem Wert von max. 60 % der herzustellenden Nutbreite ausgegangen werden. Der zu bearbeitende Werkstoff beeinflusst den zu wählenden Eingriffswinkel (φs) und die max. zulässige radiale Eingriffsbreite (ae). Der Werkstoff gibt auch die Schnittgeschwindigkeit vor, die mit den Fräswerkzeugen umgesetzt werden können. Das zu bearbeitende Werkstück mit den herzustellenden Maßen beeinflusst die zu wählende Strategie.
CAD/CAM-System
Die meisten marktüblichen CAD/CAM-Systeme bieten die benötigten Bausteine zur Unterstützung des „dynamischen Fräsens“. Die Software berechnet punktgenau an jeder Stelle des zu bearbeitenden Werkstücks die Vorschubgeschwindigkeit (vf) und die radiale Eingriffsbreite (ae). Ziel ist, den vorher festgelegten Eingriffswinkel (φs) und eine gleichbleibende mittlere Spanungsdicke (hm) an jeder Stelle der Fräserbahn einzuhalten.
Dynamische Maschinen
Um optimale Ergebnisse mit dem HDC-Verfahren zu erreichen, werden hohe Anforderungen an die Werkzeugmaschinen gestellt. Besonders die Dynamik ist wesentlich. So sollten ein ausreichend hohes Beschleunigungsverhalten, eine hohe Eilgang- und eine hohe Vorschubgeschwindigkeit gewährleistet sein.
Weitere Voraussetzungen sind ein breiter Drehzahlbereich sowie kurze Rechen- und Schaltzeiten.
Werkzeuge/Schnittdaten
Der ProtomaxST ist ein VHM-Hochleistungsfräser mit fünf Schneiden speziell für die Zerspanung von Stahlwerkstoffen. Er ist mit Eckenradien von 0,5 bis 4 mm sowie in einem Durchmesserbereich von 6 – 25 mm verfügbar. Die Merkmale des Werkzeugs sind:
- 35° Spiralwinkel
- 5 Schneiden
- Schaft nach DIN 6535 HB
- TAZ-Beschichtung
Neben der Anwendung in der ISO-Werkstoffgruppe P findet der ProtomaxST auch in der ISO-Werkstoffgruppe M Verwendung. Er ist überall dort ideal, wo dynamisch oder trochoidal gefräst wird. Zum Schruppen und Schlichten. Zusätzliche Anwendungen für das Werkzeug sind:
- Vollnuten
- Helix-Eintauchen
- Taschenfräsen
- Schrägeintauchen und Konturfräsen
High Performance Cutting (HPC) und High Dynamic Cutting (HDC) sind beides Verfahren der Schruppbearbeitung. Welche Strategie angewandt wird, hängt von den technischen Gegebenheiten und der spezifischen Aufgabenstellung ab.
Charakteristisch für HPC ist die Bearbeitung mit geringer axialer Schnitttiefe ap und großer radialer Eingriffsbreite ae.
Basis für HDC ist die Bearbeitung mit kleiner radialer Eingriffsbreite ae und großer axialer Schnitttiefe ap auf einer dynamischen Maschine, die durch moderne CAD/CAM-Software unterstützt wird.
Wobei das dynamische Fräsen durchaus auch als Problemlöser bei der Bearbeitung von schwer zerspanbaren Materialien verwendet werden kann.
Weitere Vorteile sind: Die Reduzierung der Werkzeugkosten, gleichbleibende Werkzeugverfahrwege und konstante Bearbeitungstemperaturen, die den Werkzeugverschleiß verringern.
Walter AG
Der Autor
Matthias Vahl, Produktmanager WDE-MS Round Tools, Walter Deutschland GmbH.
Beispiel Dynamisches Fräsen


Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}