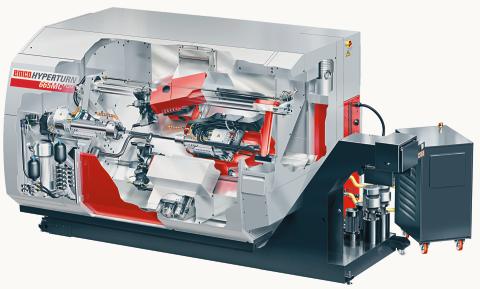




Dass eine hochproduktive Industriemaschine wie die Emco Hyperturn nach leistungsfähiger Automatisierungsperipherie verlangt, war deren Entwicklern schon beim Entwurf bewusst. Deshalb hat man bei Konzeption und Konstruktion der Maschine an den heutigen Portallader gleich mitgedacht, was zu einer besonders homogenen Lösung führte.
Das neue Portal von Emco ist zunächst eine universelle Be- und Entladeeinrichtung für alle Modelle der Hyperturn-Baureihe. Es kann aber von der Emco-Automatisierungstechnik individuell ausgerüstet werden. Hierzu stehen vielfältige Greifersysteme zur Verfügung. Wie bei seinem gesamten Maschinenprogramm folgt Emco auch in der Automatisierungstechnik dem Prinzip: Standardisierung der Komponenten – Individualisierung der Lösung.
Kurze Zykluszeiten
Programmiert wird das Portal über die Maschinensteuerung Sinumerik 840D, was nicht nur
ergonomisch, sondern auch ökonomisch sehr sinnvoll ist, denn die Kosten für eine zweite Steuerungseinheit, wie bei Zukauflösungen sonst üblich, entfallen.
Zwei NC-Achsen sorgen für einen flexiblen Be- und Entladevorgang – eine für die Axial- und eine für die Horizontalbewegung.
Das Besondere am Hyperturn-Portal ist die integrierte B-Achse als Schwenkeinheit. Sie erlaubt das schräge Einführen von Rohteilen in Vorrichtungen sowie das simultane Schwenken mit der Verfahrbewegung. Das bedeutet nicht nur eine nahezu unbegrenzte Flexibilität beim Be- und Entladen, auch die Zykluszeiten werden so drastisch reduziert.
Die Bewegungsabläufe der ganzen Einheit werden als kompletter Datensatz zu den jeweiligen Werkstücken abgelegt und können jederzeit wieder abgerufen werden. Gegenüber der alten Emco-Portallösung konnte die Geschwindigkeit des Hyperturn-Portals um bis zu 50% gesteigert werden. Auch hat das Portal mit 20 Grundpaletten ein deutlich erweitertes Rohteilmagazin und bietet somit einen größeren Teilevorlauf.
Aus einer Hand und aus einem Guss
Wer sich für eine Portallösung von Emco entscheidet, der entscheidet sich für eine schlüsselfertige Komplettlösung. Emco liefert die Maschine, das Handlingsystem und das gesamte Know-how. Ein eigenständiges, vom Serienprodukt abgekoppeltes Team von acht Ingenieuren ist bei Emco Automation ausschließlich mit der Konstruktion von Handhabungslösungen beschäftigt. Verlässt eine Maschine das Werk in Hallein, so ist das Zusammenspiel von Handlingsystemen, Portal und Maschine bereits perfekt. Die Vorteile einer solchen Systemlösung für den Kunden liegen auf der Hand. An oberster Stelle stehen Geschwindigkeit und Funktionssicherheit der Anlage. Auch ist die Maschine kompakter als nachträglich kombinierte Systeme, da das Portal weitgehend in die Maschine integriert ist. Das heißt, die Anlage benötigt eine erheblich kleinere Aufstellfläche als so manche Lösung des Wettbewerbs. Auch die Kosten für das Handlingsystem sind wesentlich günstiger. Was die Vorteile beim gesamten Projektmanagement betrifft, so liegen die Österreicher mit ihrer Lösung ganz weit vorn. Ein einziger Ansprechpartner bei allen Fragen und Problemen schont die Nerven des Kunden und spart unnötige Abstimmungen. Was übrigens auch für die Zeit nach der Inbetriebnahme gilt: Wer schon einmal den fast zwangsläufigen Streit unterschiedlicher Lieferanten um die Verantwortlichkeiten bei Funktionsstörungen mitgemacht hat, der weiß, wovon wir sprechen.
Qualität im 78-Sekunden-Takt
Bei BMW wird man der Hyperturn 665 Portal demnächst eine besonders vertrauenswürdige Aufgabe übertragen. Von November an soll auf der Hyperturn die Großserienfertigung von Antriebswellen erfolgen. Bei der Emco-Lösung für BMW werden vorgeformte Teile auf einem Zuführband abgelegt. Dieses Zuführband bringt die Teile automatisch zur Abgreifposition, wo sie mit dem Portalgreifkopf entnommen und in die Maschine geladen werden. Die Bearbeitung findet an der Haupt- und Gegenspindel gleichzeitig statt. Der gesamte Bearbeitungsprozess wird mit einem Artis-Überwachungsgerät aufgezeichnet und überwacht. Bei fortschreitendem Verschleiß oder Werkzeugbruch schaltet die Maschine auf Störung. Die bearbeiteten Teile werden mit dem Portal aus der Gegenspindel abgegriffen und auf die Fertigteilpalette abgelegt. Ist die Palette voll, wird vollautomatisch eine leere Palette in Stellung gefahren und die volle Palette gestapelt. Will der Maschinist ein Fertigteil messen, kann er zu diesem Zweck durch einen Tastendruck das nächste Fertigteil ausschleusen. Die Gesamtzykluszeit beträgt gerade einmal 78 Sekunden.
Serienfertigung von Gelenkgabeln
Die Rüstfreundlichkeit war entscheidend. Bei der Karl Mayer Textilmaschinenfabrik wird die Hyperturn 665MC mit Portal für die Serienfertigung von Gelenkgabeln für Textilmaschinen eingesetzt. Gussteile werden in Vorrichtungen am Magazintisch eingelegt und vollautomatisch in die Maschine be- und entladen. Besonders wichtig ist hier die Rohteilorientierung, da die Teile mit einem 2-Backenfutter gespannt werden. Die Rohteilpaletten wurden von Emco-Automation so ausgelegt, dass sie für sämtliche Rohteilformen passen. Damit konnten die Umrüstzeiten auf das Notwendigste reduziert werden. Die komplexe Bearbeitung der Teile erfolgt an der Haupt- und Gegenspindel. Dabei werden die Teile mittels einer am unteren Revolver montierten Lünette für die Bearbeitung abgestützt. Die Fertigteile werden mit dem Portallader auf ein großflächiges Stauband abgelegt. Da man bei Karl Mayer mit der neuen Anlage die unterschiedlichsten Formen von Schalthebeln bearbeitet, soll die neue Maschine für wechselnde Aufgaben immer wieder umgerüstet werden können. Die Anforderungen in der Ausschreibung betrafen also nicht die kurzen Zykluszeiten allein. Auch durch Flexibilität und Rüstfreundlichkeit ihrer Lösung konnten die Anbieter punkten.
Prozesssicherheit gefordert
Auch bei der SND-Norm- und Drehteile GmbH und Co. KG konnte sich die Hyperturn Portalmaschine gegen gewichtige Konkurrenz durchsetzen. Bei SND wird zusätzlich zum Beladeportal ein Stangenlader verwendet. Höchste Flexibilität ist so mit hoher Autonomie gepaart. Die Folge: einzigartige Wirtschaftlichkeit der gesamten Anlage.
Wichtige Argumente für den Kauf der Hyperturn-Portalmaschine waren auch bei SND zum einen die hohe Qualität dieser Lösung, zum anderen deren kluge Anpassung durch die Automation.
Da die Maschine weitgehend im mannlosen Einsatz laufen soll, war den Verantwortlichen bei SND an einem sehr zuverlässigen Prozess gelegen. Weiterer Pluspunkt: die große Flexibilität des Emco-Handlingsystems – ein absolutes Muss gerade in der Lohnfertigung unterschiedlichster Teile bei mittleren Losgrößen.
Den Ausschlag aber gab schließlich das gute Preis-Leistungs-Verhältnis bei der Hyperturn. Bei einem anderen bekannten Anbieter hätte er auch eine schöne Lösung bekommen, erklärte Manfred Wagnitz, Betriebsleiter bei SND. Nur der Preis, der hat halt einfach nicht gepasst.
Emco Maier Ges.m.b.H. Tel. +43 6245/891291, Fax +43 6245/86965 www.emco.at
Unsere Webinar-Empfehlung

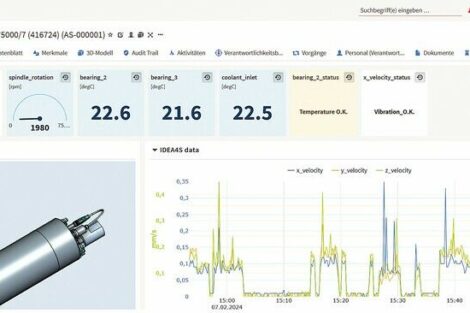
Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:



















{kind=link}