
Firmen im Artikel
Die beiden Materialien, aus denen heute 90 % aller medizinischen Schrauben gefertigt werden, sind Titan und rostfreier Stahl. Diese unterscheiden sich in ihrem Zerspanungsverhalten deutlich voneinander. Während beim Fräsen von Titan sowohl Spiralinterpolation als auch seitliches Fräsen möglich sind, empfiehlt Mikron Tool bei rostfreien Stählen das Wandungsfräsen. Auch wenn dieser Prozess generell etwas mehr Zeit beansprucht.
Die Wahl der richtigen Strategie
Eine gut durchdachte Strategie gehört genauso zum Erfolg wie die passenden Werkzeuge und ist von Anfang an in die Entwicklung einzubeziehen. Verschiedene Vorgehen wurden in Betracht gezogen, als besonders effizient hat sich dasjenige erwiesen, welches auch mit einem Minimum an unterschiedlichen Werkzeugen auskommt: Stufenbohren, Fräsen des Innensechsrunds, abschließendes Entgraten.
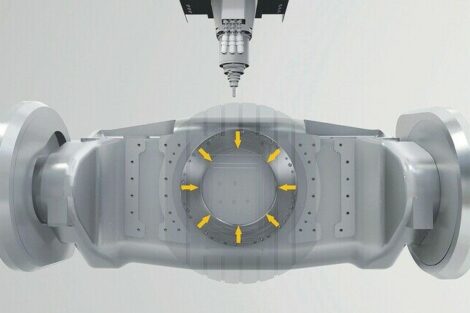
Der Fräsprozess, im gewählten Vorgehen die zeitintensivste Operation, kann entweder mittels Spiralinterpolation oder Wandungsfräsen durchgeführt werden. Jedes Vorgehen hat seine Vor- und Nachteile: Bei der Spiralinterpolation entsteht am Fräser nur eine kleine seitliche Belastung (Fx), da gleichzeitig auch eine vertikale Kraft wirkt (Fz). Dafür ist mit einer höheren Belastung der Schneidecken zu rechnen, welche deshalb geometrisch verstärkt wurden. Generell ist dieser Vorgang flüssiger und auch schneller. Beim seitlichen Fräsen (oder Wandungsfräsen) erreicht man die Gesamttiefe über mehrere Stufen, da pro Durchgang nur mit zwei Achsen gearbeitet wird. Die seitliche Zustellung bleibt über den ganzen Vorgang unverändert, allerdings ist in diesem Falle die radiale Belastung des Fräsers größer.
Aus vier mach zwei
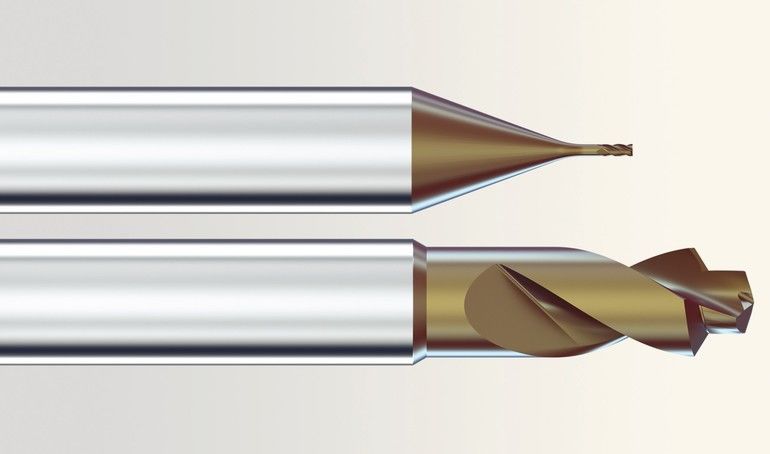
Die vier Operationen – Bohren, Anfasen, Fräsen und Entgraten – sind in drei Schritten mit zwei Werkzeugen zu bewältigen. Der Kombibohrer bringt in einem ersten Schritt sowohl die zentrale Bohrung wie auch eine Fase von 120° an, wobei die Oberfläche sofort eine hohe Qualität erreicht (Ra = 0,2 µm, Rz = 0,8 µm). Nach dem Fräsen der definitiven Form sorgt der Bohrer in einem letzten Schritt für eine nahezu gratfreie Oberfläche. Der Fräser mit drei bzw. vier Zähnen ist in zwei Standardlängen verfügbar, um so die je nach Schraubentyp unterschiedlichen Tiefen der Torx-Form bearbeiten zu können. Seine hohe Steifigkeit ermöglicht eine Bearbeitung mit hohen Vorschüben sowie massiven Zustellungen und garantiert doch die notwendige Profilmaßhaltigkeit. Für die hohe Oberflächengüte sorgt einerseits die spezielle Geometrie, andererseits die Tatsache, dass mit einer hohen Zustellung bzw. Steigung gearbeitet werden kann und deshalb nur wenige Durchgänge notwendig sind.
Die ersten Erfahrungen mit den neuen Werkzeugen Crazydrill und Crazymill Hexalobe auf einem Langdrehautomaten von DMG Mori Sprint 32/8 haben gezeigt, dass die Zykluszeit im Vergleich zu anderen empfohlenen Werkzeugen um 50 bis 60 % reduziert werden kann und gleichzeitig sogar eine hohe Oberflächengüte (Ra = 0,2 µm) bei hohem Vorschub (0,03 mm/U pro Zahn) erreicht wird.
Mikron Tool SA
www.mikrontool.com
Mehr zum Thema Fräser







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}