

„Wir haben weniger Mitarbeiter als Maschinen, weshalb die Maschinen Tag und Nacht laufen müssen, ohne dass jemand daneben steht”, berichtet Firmenchef Markus Gebhardt. „Daher setzen wir konsequent auf Automatisierung, und zwar so, dass wir trotzdem flexibel bleiben.“ Der Fräsbereich zählt für Gebhardt dabei zu den wichtigen Stellschrauben. Schließlich stellt die 24/7-Fertigung mit hundertprozentig konstanter Bearbeitungsqualität extrem hohe Ansprüche an die Prozesssicherheit. Dabei wird die Rolle der verwendeten Fräswerkzeuge sowie Bearbeitungsstrategien häufig unterschätzt.
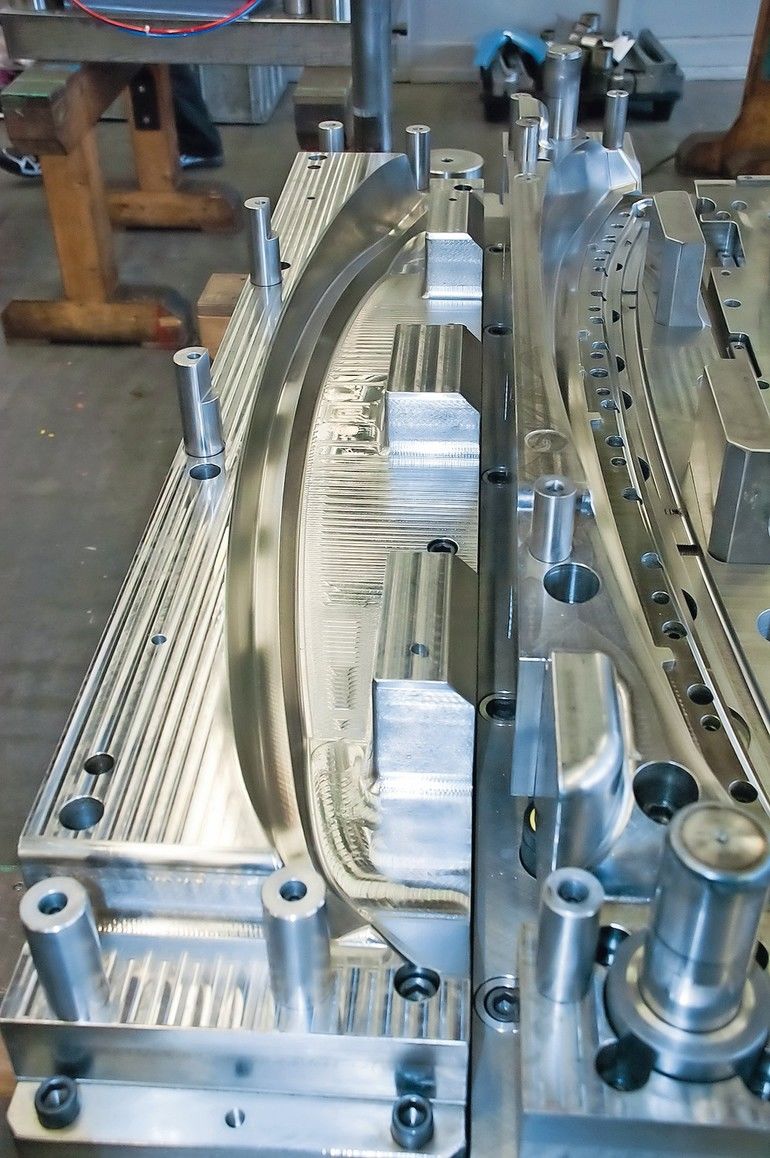
Bei Gebhardt hat man sich beim Fräsen einen hohen Stand erarbeitet. Schon seit vielen Jahren kommen in Baienfurt die qualitativ in der oberen Klasse angesiedelten Produkte von MMC Hitachi Tool zum Einsatz. Im Rahmen von Tests sollte beim Werkzeugbauer die Geometrie eines etwa 1500 mm langen, 400 mm breiten und 250 mm hohen Stempels zum Ziehen von Aluminium aus unvergütetem, relativ gut zerspanbarem Gesenkstahl 40CrMnNiMo8 (1.2738) aus dem Vollen geschruppt werden.
Dieses recht große Teil wurde ausgewählt, weil es eine typische Bearbeitungssituation repräsentiert und 1.2738 bei Gebhardt zu den Standardwerkstoffen zählt. Dabei ging der Prozessoptimierer des japanischen Werkzeugherstellers nach dem ganzheitlichen Optimierungskonzept ‚Production 50‘ vor, das von MMC Hitachi Tool speziell für spanabhebende Prozessketten im Werkzeug- und Formenbau entwickelt wurde.
Bearbeitungszeit um rund 30 Prozent gesenkt
Das Testergebnis hat die Erwartungen weit übertroffen, weshalb die ermittelten Werte heute in Baienfurt als Referenz gelten. So hat sich die Standzeit mit den Werkzeugen von MMC Hitachi Tool bei Bauteilen dieser Art zwischen 30 und 40 Prozent erhöht. Plattenbrüche kommen nicht mehr vor. Die Platte wird heute durchgängig zum Schruppen auf allen Maschinen vom Baustahl bis hin zu hochlegierten Stählen eingesetzt, wobei man die hohen Standzeiten bei jeder dieser Anwendungen erreicht. Zudem hat die Geschwindigkeit deutlich zugelegt. In dem Versuch wurde die Bearbeitungszeit auf 240 Minuten gesenkt – das war rund 30 Prozent schneller.
Optimierte Hartbearbeitung
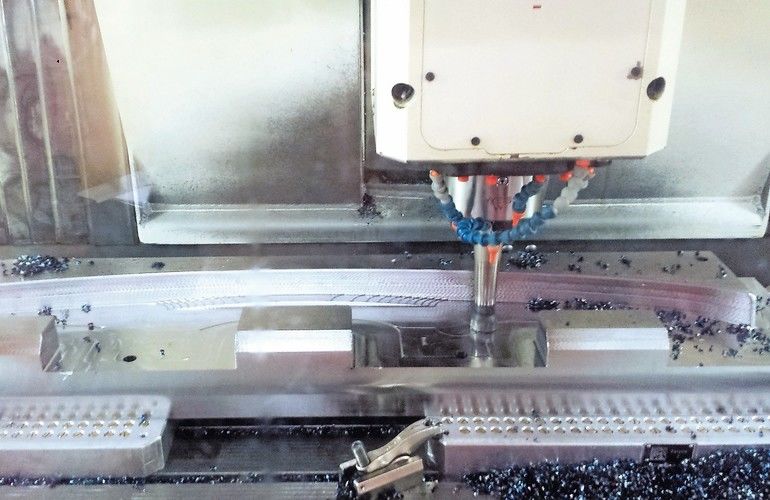
Angespornt von diesen signifikanten Verbesserungen beim Schruppen sollte ein weiteres Projekt herausfinden, ob sich mithilfe von MMC Hitachi Tool auch die Hartbearbeitung weiter optimieren lässt. Darum wurden zwei zweischneidige, unterschiedlich beschichtete Kugelfräser (EPBTS-TH, HGOB-PN) mit 10 mm Durchmesser einem Vergleichstest mit insgesamt sieben Kugelfräsern ähnlichen Typs anderer Hersteller unterzogen.
Als Versuchsobjekt diente ein leicht zu messender, 100 mm hoher Block mit einer Länge und Breite von 80 mm aus verschleißfestem und auf etwa 60 HRC vorgehärtetem, chromlegiertem Kaltarbeitsstahl X155CrVMo12-1 (1.2379), der bei Gebhardt der Standardwerkstoff bei der Hartbearbeitung ist. Der Versuchsaufbau bestand zudem aus einem eingeschwenkten Kugelfräser, mit dem in einem Winkel von 30° fünf Stunden auf einem einzigen Punkt durchgefräst wurde. Wenn der Kugelfräser nach diesen fünf Stunden keinen Verschleiß aufweist, so der Rückschluss, kann man in der Praxis mit zehn Stunden Standzeit aufgrund der hier wechselnden Bedingungen an der Kugelflanke rechnen.
Bei den Tests blieben alle Bearbeitungsparameter stets gleich, Ausgangspunkt waren die Schnittwertvorgaben und die Erfahrungen mit MMC Hitachi Tool. Gemessen wurde die Oberfläche, die Abweichung zum Nullmaß, also zum programmierten Maß – sowie die Konizität, also der Abbau vom Fräswerkzeug im Prozess. Das Ziel war ein wirklicher Eins-zu-eins-Vergleich zwischen einem teureren und einem billigeren Werkzeug.
Beinahe Polierqualität als Ergebnis
Bei dem EPTS war ein Verschleiß von 0,02 mm messbar, die Abweichung vom Nullmaß betrug ebenfalls 2/100 mm. Das war deutlich besser als bei den Konkurrenzwerkzeugen, wo Verschleiß und Maßabweichung teilweise bis zu 0,07 mm betrugen, bei einem Mittenrauwert Ra von teilweise bis zu 0,7 μm. Der EPBTS lieferte hinsichtlich Standzeit und Oberflächenqualität insgesamt das beste Ergebnis. Schließlich wurde als optimales Ergebnis mit dem EPBTS ein Ra von 0,21 μm erzielt – fast Polierqualität.
Das Bearbeitungsergebnis bei den Werkzeugen der verschiedenen Hersteller hat sich stark unterschieden: Unter exakt gleichen Bedingungen sind teilweise vierfach schlechtere Oberflächen notiert worden. Getestet wurden die Kugelfräser außerdem in 20-Grad-Anstellung sowie in senkrechter Ausrichtung, um die Stirngeometrie zu testen. Auch hier konnte der EPBTS in Sachen Oberflächenqualität und Maßhaltigkeit klar überzeugen.
Fertigungskosten beim Schruppen um 24 % gesunken
Beeindruckend sind aber auch die deutlich gesunkenen Fertigungskosten: Die höheren Kosten der Platten des Testwerkstücks, die zum Schruppen des Biegestempels benötigt wurden, spart Gebhardt durch die höhere Standzeit und über die ein Drittel schnellere Bearbeitung mehr als ein. Unter Einbeziehung der Maschinenkosten sind die Fertigungskosten beim Schruppen des Biegestempels um gut 24 Prozent gesunken. Auch deswegen setzt der Werkzeugbauer heute im Stahlbereich fast ausschließlich MMC Hitachi Tool ein.
Zumal man in Baienfurt schneller fräst, von höheren Standzeiten profitiert und mit weniger Kosten fertigt. „Zudem haben wir in Sachen Maßhaltigkeit und Oberflächenqualität nachgelegt – je besser die gefräste Oberfläche, desto weniger ist die manuelle Nacharbeit, die im Idealfall heute auch ganz entfällt. Das ist ein extrem wichtiges Argument, denn wo nicht nachgearbeitet werden muss, bleibt die Geometrie unbeeinflusst“, fasst Markus Gebhardt zusammen. „So habe ich am fertigen Werkzeug eine höhere Genauigkeit. Mit am wichtigsten ist aber, dass wir beim Thema Prozesssicherheit einen entscheidenden Schritt vorangekommen sind, denn seit wir auf MMC Hitachi Tool umstiegen, haben wir beim Schruppen noch keinen einzigen Halter kaputt gefahren.“
Gebhardt Werkzeug- und Maschinenbau GmbH
www.gebhardt-gmbh.de
MMC Hitachi Tool Engineering Europe GmbH
www.moldino.eu
Mehr zum Thema Fräser








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}