



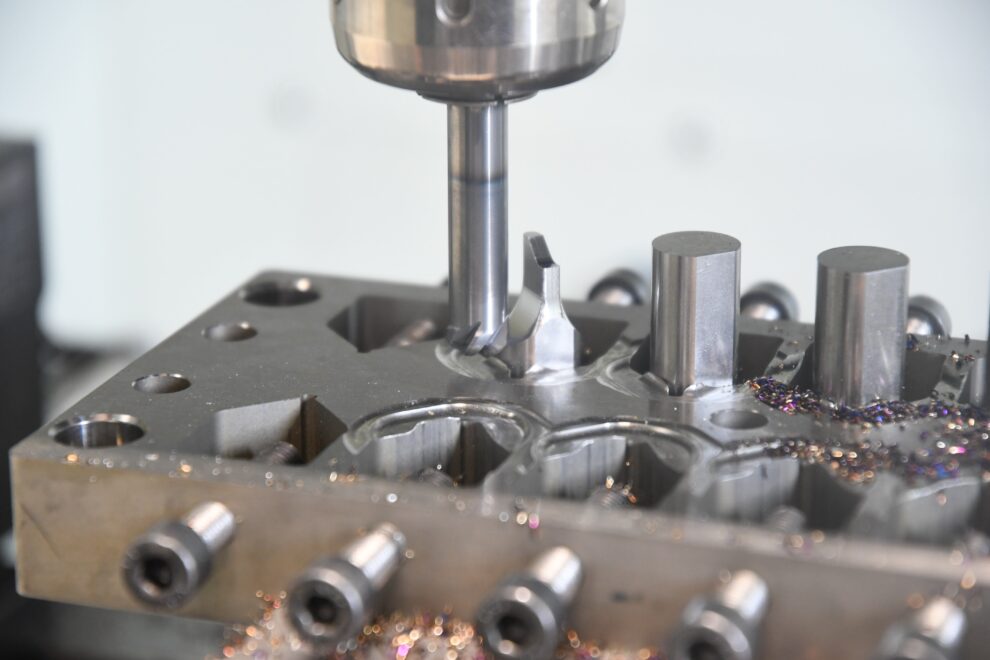





Witte Niederberg ist als Tochter des Automobilzulieferers Witte Automotive das Kompetenzzentrum der Gruppe für Stanz- und Druckgussteile. Im Werkzeugbau der Wülfrather werden die dafür nötigen Formen, Gesenke und Folgeverbundwerkzeuge mit Werkzeugen von OSG gefertigt. Ganz vorn dabei ist die VHM-Torusfräserserie „WXS-(HS)-CRE“.
Inhaltsverzeichnis
1. Spezialist für Schließ-, Verriegelungs- und Sicherheitssysteme
2. Hauseigener Werkzeug- und Formenbau
3. Intensive, gar freundschaftliche Zusammenarbeit
4. Bewährtes Werkzeug mit originärer Geometrie
5. Ein Werkzeug für das Schruppen und Schlichten
6. Nachhaltig durch Nachschleifkonzepte
7. Hartbearbeiten bis 70 HRC
Der Mercedes-Stern ist seit der Fusion der Daimler-Motoren-Gesellschaft mit Benz & Cie. im Jahr 1926 das Markenzeichen aller Mercedes-Benz-Fahrzeuge. Bei einem Wert der Marke im oberen zweistelligen Milliardenbereich zählt er zu den wertvollsten Markenzeichen der Welt. Prangte der Stern früher bei der überwiegenden Zahl der Mercedes-Typen auf der Kühlerhaube, tut er dies heute noch bei den Limousinen und Kombis der C-Klasse (in China), auf Wunsch bei der E-Klasse, der S-Klasse sowie der Maybach-Version des SUV GLS. Hergestellt wird der Stern von Witte Niederberg im nordrhein-westfälischen Wülfrath im Zinkdruckgussverfahren. Bei den anderen Modellen ist er mittlerweile im Kühlergrill integriert.
Spezialist für Schließ-, Verriegelungs- und Sicherheitssysteme
Witte Automotive ist als weltweit agierende Unternehmensgruppe für automobile Kunden tätig – ausgehend von der Produktvision über das schlüssige Konzept bis zur Produktion von Großserien. Das Produktspektrum aus Schließ-, Verriegelungs- und Sicherheitssystemen ist breit aufgefächert und umfasst mechatronische sowie mechanische Lösungen für Türen, Klappen, Schlösser, Schließ- und Griffgarnituren sowie Interieur wie Autositze. Das Unternehmen bietet damit Systemlösungen, bei denen Steuerung, Elektronik und Mechanik eng aufeinander abgestimmt sind. Als Systemlieferant setzt Witte zudem auf standardisierte Modulbauten und sichert so die gleichbleibend hohe Qualität.
Witte Niederberg ist in der Unternehmensgruppe seit 2008 der Spezialist für Schließ- und Verriegelungssysteme mit hochwertigen Oberflächen. Zum Produktspektrum gehören zum Beispiel Sitzverstellungen, Heckklappensysteme, Motorhaubenschließsysteme – und eben der Mercedes-Stern. Zugleich ist das Unternehmen das Kompetenzzentrum für Stanz- und Druckgussteile der Gruppe und bietet hier die volle Leistungstiefe von der Konstruktion und dem Bau von Werkzeugen bis hin zur Fertigung kompletter Baugruppen. Circa 370 Mitarbeiter verarbeiten jährlich rund 12.000 t Stahl und 2.300 t Zinkdruckguss zu Stanz- und Druckgussprodukten sowie Komponenten für Schließ- und Verriegelungssysteme. Diese werden im Anschluss von der internen Montage und/oder den Werken in Nejdek, Ostrov, Ruse oder Bitburg weiterverarbeitet.
Hauseigener Werkzeug- und Formenbau
Formen und Gesenke werden in Wülfrath für die Zinkdruckgussprodukte gebaut. Für die Produktion von Stanzteilen sind es Komponenten von Folgeverbundwerkzeugen – bei filigranen Teilen etwa aus Messing, bei größeren Werkzeugen bis 3,5 m aus Stahl. Für die anschließende Teileproduktion kommen Pressen zum Einsatz, die mit Kräften von 200 bis 500 t arbeiten und Losgrößen von einigen Tausend Teilen bis mehrere Millionen realisieren. Der Bau der Gesenke, Formen und Werkzeuge beginnt für Witte bei der Entwicklung und Konstruktion. Wie bei der nachfolgenden Fertigung wird hier zum Teil auf externe Partner zurückgegriffen. Außerdem werden in Wülfrath für die Stanzwerkzeuge zahlreiche Ersatzteile gefertigt. Hinzu kommen Werkzeugänderungen, mit denen auf Kundenwünsche eingegangen wird. Einsatz finden für dieses Spektrum fünf BAZ mit 12.000 bis 16.000 min-1, eine Makino mit einer 20.000er Spindel sowie eine HSC-Maschine für den Grafitbereich, die bis 41.000 min-1 dreht. Allesamt 3-Achs-Maschinen.
Intensive, gar freundschaftliche Zusammenarbeit
„OSG habe ich vor 14 Jahren kennengelernt, als ich bei Witte anfing“, erzählt Luca Stieber, der in Wülfrath als CNC-Fräser arbeitet. „Über die Jahre wurde die Zusammenarbeit immer intensiver, sogar freundschaftlich.“ In dieser Atmosphäre werden heute zum Beispiel regelmäßig Werkzeuge von OSG im Feld getestet, bevor sie auf den Markt kommen. „Ein Beispiel ist der Gewindefräser WHO-EM-PNC, für den wir für das Arbeiten ins Volle bis dato keine Daten aus der Praxis hatten“, so Jürgen Roesler, anwendungstechnischer Vertrieb bei OSG. „Das Gewinden mit einem M3 in 62 HRC, was im Werkzeug- und Formenbau ja durchaus problematisch ist, hat sofort eingeschlagen.“ Denn während bei M6 oder M8 oft nur Standzeiten von zehn Gewinden erreicht werden, schaffte der OSG-Gewindefräser auf Anhieb 80. „So profitieren wir beide vom ständigen Geben und Nehmen“, unterstreicht Stieber. Ein Paradebeispiel sei die Umstellung der WXS-Serie auf die VHM-Fräser „AE-H“, die für bestimmte Anwendungen erfolgte. „Ich halte Luca immer auf dem aktuellen Stand“, betont Roesler. „Alles Neue, das in die hiesige Fertigung passt, probieren wir aus. Das spricht natürlich auch für Luca, der immer offen für Neues ist.“ Im Fall des AE-H zeigte der reine Werkzeugtausch einen beträchtlichen Effekt: Die Standzeit wurde um bis zu 20 % verlängert.
Bewährtes Werkzeug mit originärer Geometrie
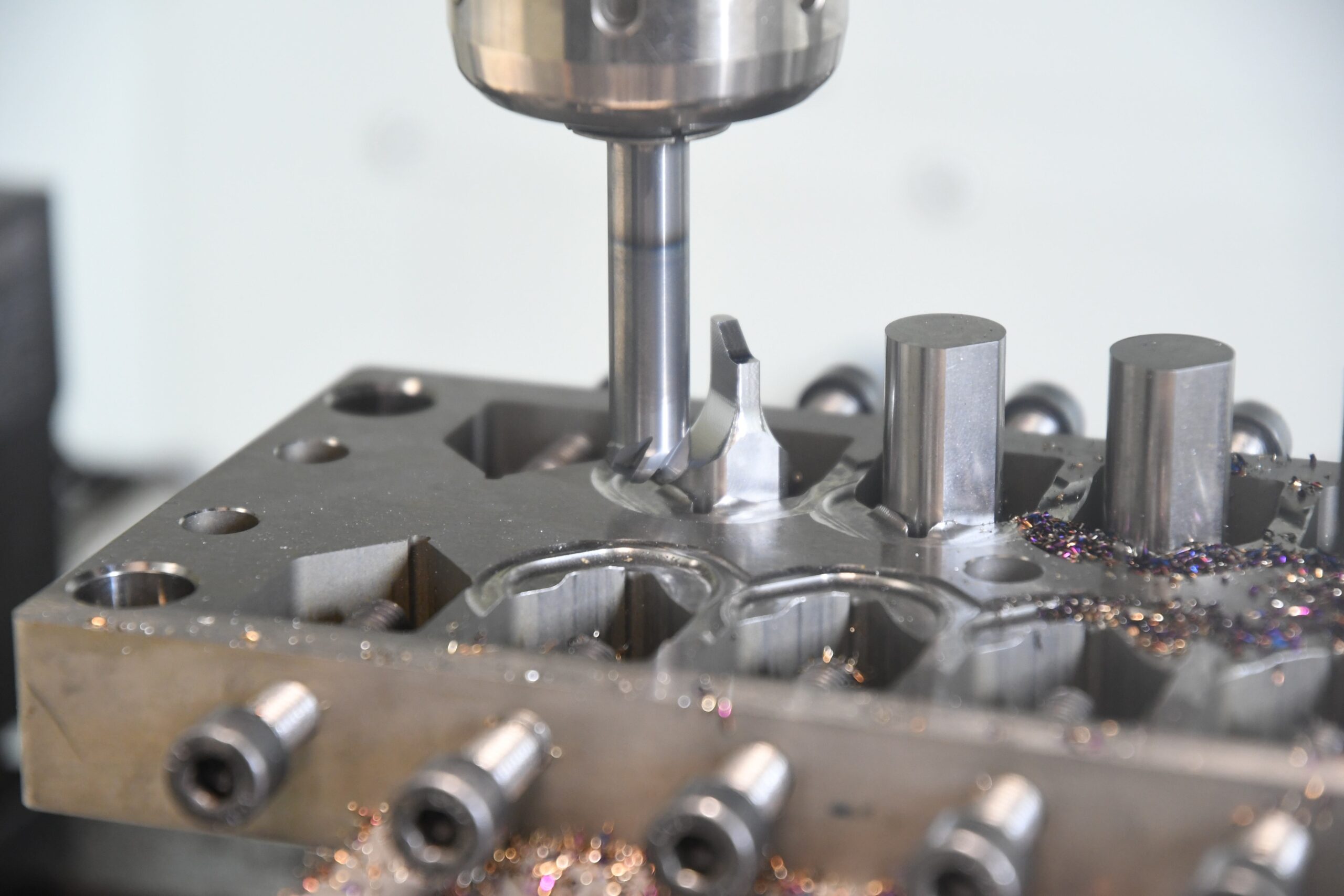
Der Torusfräser WXS ist bei Witte nicht weniger als zwölf Jahre im Einsatz. Dass gewisse Bearbeitungsschritte auf ein neues Werkzeug übertragen werden, eben auf den AE-H, ist da nicht ungewöhnlich. Fakt ist: „Der WXS ist ein super Werkzeug, auf dessen Standzeit wir uns absolut verlassen können. Wir sind hochzufrieden“, so Stieber. Andersherum betrachtet: Dass ein Werkzeug, dessen Geometrie locker 15 Jahre alt ist, noch immer eingesetzt wird, muss Gründe haben. Und das sind nicht nur die neuen Abmessungen, die OSG für den „WXS-HS-CRE“ gerade auf den Markt bringt. „Vielmehr hat der Fräser eine Geometrie, die es so nur bei OSG gibt und die seine Anwendung so attraktiv macht“, betont Magnus Hoyer, Leiter der OSG-Academy in Göppingen. „Das vier- oder fünfschneidige VHM-Werkzeug besitzt nicht nur einen Eckenradius, sondern ist auch da, wo die Schneide in den Span übergeht, von der Mitte nach außen weich geschliffen. Es geht also nicht gerade hoch in die Nut, sondern wird ballig geschliffen. Dadurch wirkt die Schneide nicht schlagartig, sondern kontinuierlich.“
Der Effekt für den Anwender: Das Werkzeug hackt nicht, wie dies von Fräsern mit Standardgeometrie bekannt ist. Die Qualität ist sehr gleichmäßig. Gerade bei harten Werkstoffen gibt es immer einen weichen Schnitt. „Hinzu kommt mit der ,WXS‘-Beschichtung ein leistungsfähiger Schutz bei sehr hohen Bearbeitungstemperaturen“, so Hoyer. „Diese Beschichtung ist sehr hart, platzt nicht ab und besitzt hervorragende Gleiteigenschaften, sodass die Späne sicher abgeführt werden. Gamechanger bei diesem Werkzeug ist nicht zuletzt, dass geometrisch nicht in den Schnittwerten unterschieden wird: Stähle bis 65 HRC lassen sich ebenso problemlos bearbeiten wie weiche Werkstoffe mit 35 HRC.“
Ein Werkzeug für das Schruppen und Schlichten
„Wir setzen den WXS-(HS)-CRE bei Werkstoffen von 54 bis 62 HRC ein“, berichtet Stieber. „Es kommt auch vor, dass wir einen HSS-Stempel mit 65 HRC fräsen. Dabei gilt immer, dass wir die Strategie genau kennen müssen. Aber dafür haben ja wir bei Bedarf den Jürgen.“ Im Einsatz sind bei beiden Ausführungen WXS-HS-CRE und WXS-CRE, mit und ohne Hals, Durchmesser von 2 bis 12 mm. „Mit diesem Programm sind wir super abgedeckt, können wir so gut wie alles fräsen und kommen tief runter“, schätzt Stieber ein. Dabei wird je nach Bauteil geschruppt und semigeschruppt. Teilweise schlichtet Stieber mit dem Schruppwerkzeug auch vor.
„Für das abschließende Schlichten mit der AE-H-Serie erhalte ich so konturgenau überall das gleiche Aufmaß, wobei ich mittlerweile auf 5 Hundertstel Aufmaß gehe. Wir kommen mit dem Programm mit unterschiedlichen Durchmessern und Radien also zu super Ergebnissen“, resümiert Stieber. Dass er den WXE-CRE zum Teil auch für das Schlichten einsetzt, hat Effizienzgründe: „Es geht in dem ein oder anderen Fall schneller als mit der Kugel“, sagt er. „Außerdem setzen wir den WXS-CRE nur dann ein, wenn es nicht zu hundert Prozent auf die Oberfläche ankommt. Allerdings fertigen wir mit dem Fräser bereits ausgezeichnete Oberflächen.“ Bei mindestens zwei Schneiden mehr als ein Kugelfräser braucht es dafür Maschinen mit der nötigen Dynamik und Präzision. „Aber mit der Makino F5, meiner Lieblingsmaschine, ist das gegeben“, schmunzelt er.
Nachhaltig durch Nachschleifkonzepte
Für OSG ist Witte insofern das Paradebeispiel, als man mit Kunden langjährige Partnerschaften aufbauen und gemeinsam wachsen will. „Das geht nur über einen kompetenten Außendienst“, betont Hoyer. „Grundlage ist das Werkzeug, das wir in immer gleich hoher Qualität und Präzision bereitstellen, abgesichert vom eigenen Anspruch und der dahinterstehenden Produktionskette.“ Wie OSG auf die Wünsche des Kunden eingeht, zeigt darüber hinaus das Thema Nachhaltigkeit. „Gemeinsam haben wir ein Nachschleifkonzept entwickelt, bei dem der WXS-CRE verkürzt und auf die nächstkleinere Größe gebracht wird, zum Beispiel von einem 12R3 auf einen 10R2“, berichtet Rösler.
Und Stieber ergänzt: „Parallel dazu habe ich eine Methode erarbeitet, um zum Beispiel einen 12er WXS-HS-CRE einmal zu kürzen und daraus einen WXS-CRE zu fertigen. Dabei wird das Werkzeug mit dem langen Schaft und dem kurzen Hals unten gekappt und auf einen 12er geschliffen.“ Für OSG ist das eine Lösung, die man in Zeiten, in denen Nachhaltigkeit in aller Munde ist, nur zu gern an andere Kunden weitergibt.
Hartbearbeiten bis 70 HRC
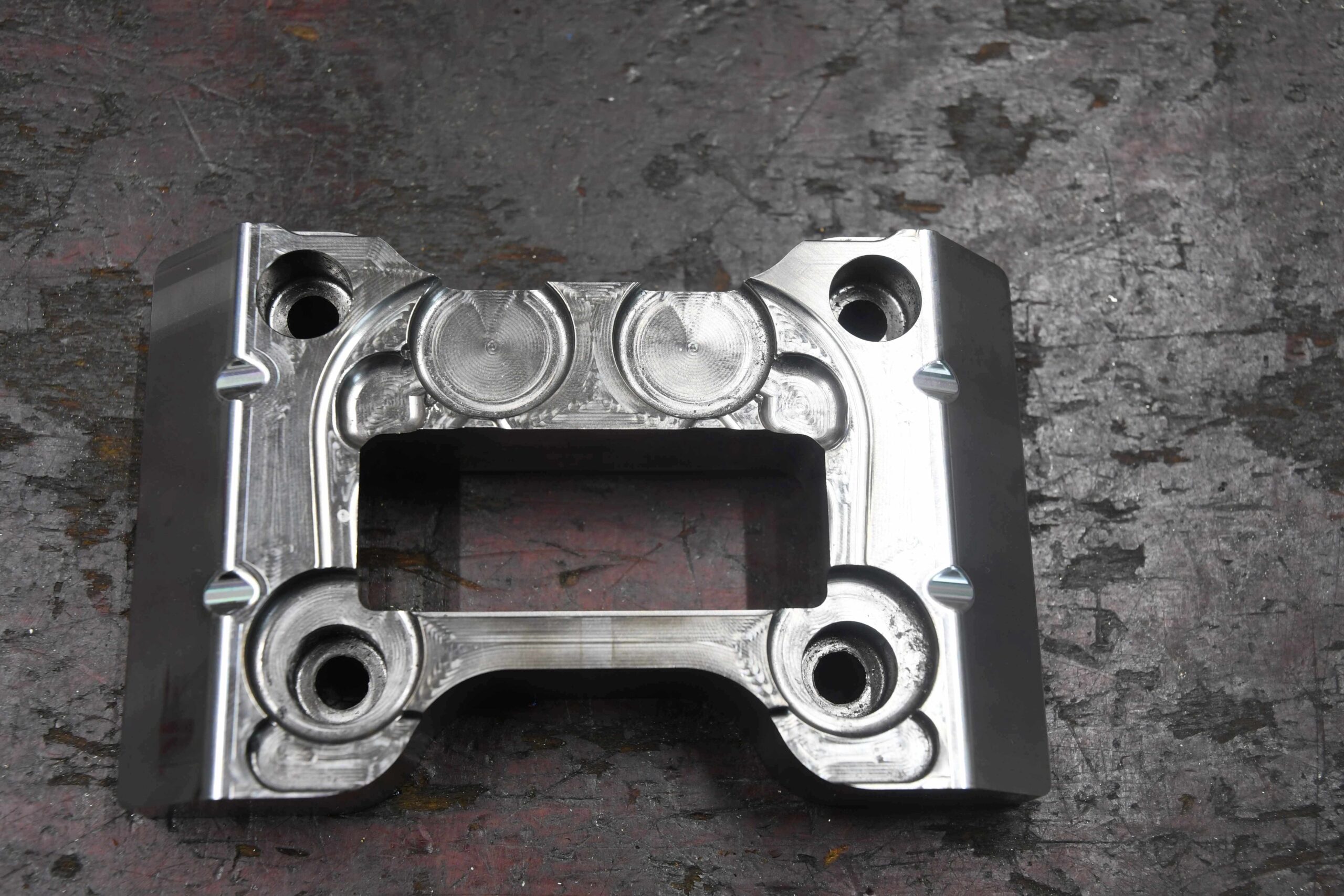
Wie mit dem Torusfräser WXS-CRE hat Witte auch mit dem Schaftfräser „AE-MS-H“ sehr gute Ergebnisse in kritischen Teilen erzielt. Konturgenau gefräst wurde zum Beispiel eine Zahnradkontur mit 5 mm Tiefenzustellung und immer kleineren Werkzeugen, beginnend mit einem 6er bis runter auf einen 3er. „Am Ende waren wir ultragenau mit einer super Oberfläche“, so Stieber. Der AE-MS-H ist ein extrem stabiles Werkzeug, das mit sechs Schneiden und kleinen Spankammern für die Hartbearbeitung bis 70 HRC ausgelegt ist. Mit dem Schruppwerkzeug werden zum Beispiel trochoidal Taschen gefräst, es lässt sich aber auch hervorragend für das Schlichten einsetzen. Selbst wenn ein Hundertstel zerspant werden muss, reißt das stabile Werkzeug die Oberflächen nicht auf. Top Oberflächen sind die Folge.
Stieber, der mit dem AE-MS-H bereits gefräst hat, will das Werkzeug nun vermehrt einsetzen. „Bei vielen Sachen, die wir bearbeiten müssen, komme ich damit sehr gut zurecht. Und das bei langer Standzeit selbst im sehr hohen HRC-Bereich.“ Für Hoyer schließt sich so erneut der Kreis, gerade im Werkzeug- und Formenbau: „Wir liefern nicht nur Werkzeuge, sondern auch Programmierstrategien. Gern auch solche, mit denen man ein Problem mal ganz anders anpackt.“ (vk)







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}