




Firmen im Artikel
Kupplungen gibt es in unzähligen Varianten. Die Auswahl erfolgt je nach Einsatzfall und vorliegenden Randbedingungen. Grundsätzlich lassen sich Kupplungen in zwei Kategorien unterteilen: schaltbare und nicht schaltbare Kupplungen. Die primäre Funktion einer Kupplung liegt bei der Übertragung von Drehmoment zwischen zwei Wellen. Weitere Funktionen sind beispielsweise der Ausgleich von Fluchtungsfehlern, die Dämpfung von Drehmomenten bei unregelmäßigen Drehzahlen sowie Sollbruchstellen als Überlastschutz.
Des Weiteren lassen sich Kupplungen in der Art der Drehmomentübertragung unterscheiden. Zum einen sind dies kraftschlüssige Verbindungen, welche zum Beispiel bei Rutschkupplungen im Auto zum Einsatz kommen. Hier werden die zwei oder mehr Kupplungsreibscheiben mit Federkraft oder hydraulisch aneinandergepresst. Zum anderen übertragen formschlüssige Kupplungen die Kräfte über Verzahnungen, Klauen oder weiteren Formen.
Kupplungs-Brems-Kombinationen für Skilifte
Die Maschinenfabrik Mönninghoff bietet ein breites Produktspektrum, das unter anderem elektromagnetische Zahnkupplungen für eine präzise Steuerung von Drehmomenten sowie Lamellenkupplungen für anspruchsvolle Anwendungen umfasst. Darüber hinaus entwickelt das Unternehmen elektromagnetische Haltebremsen für sichere und schnelle Stoppvorgänge sowie Überlastkupplungen, die bei Überschreiten eines definierten Drehmoments auslösen und Maschinenkomponenten vor Schäden schützen.
Zusätzlich fertigt die Maschinenfabrik Mönninghoff Kupplungs-Brems-Kombinationen, die beispielsweise in Skilift- und Gondelsystemen namhafter Hersteller eingesetzt werden. Die Kombinationen sorgen dafür, dass Gondeln in der Berg- und Talstation automatisch ein- und ausgekuppelt werden und im gleichen Abstand zueinander durch die Station fahren. Dadurch ist ein sicheres Ein- und Aussteigen trotz hoher Seilgeschwindigkeiten gewährleistet.
Bei diesen Produkten werden einige verzahnte Komponenten wie zum Beispiel Lamellenträger verbaut. Für die Herstellung der Lamellenträger setzt man bei der Maschinenfabrik Mönninghoff auf den Prozess Wälzschälen. Hierzu kommen die Werkzeugsysteme von Horn zum Einsatz. „Neben der Performance der Werkzeuge hat uns der technische Support von Horn überzeugt. Horn reihte sich vor ein paar Jahren als dritter Lieferant von Wälzschälwerkzeugen bei uns ein. Wir waren damals überrascht, welche technischen Fragen die Horn-Konstrukteure zur Werkzeugauslegung an uns hatten. Das wurden wir von den anderen Lieferanten vorher nicht gefragt“, erzählt Lubek.
Das technische Knowhow von Horn überzeugte das Team um Lubek. „Wir haben in unserer Konstruktion einen eigenen Bereich geschaffen, der sich nur mit der Konstruktion von Verzahnungswerkzeugen beschäftigt“, ergänzt der Horn-Außendienstmitarbeiter Michael Ehmann.
20 verschiedene Varianten der Wälzschälwerkzeuge
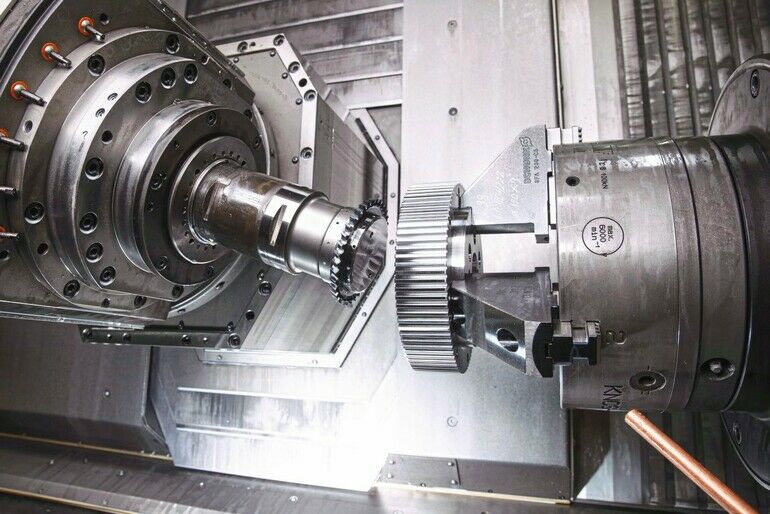
Heute sind über 20 verschiedene Varianten der Wälzschälwerkzeuge auf den Maschinen bei der Maschinenfabrik Mönninghoff im Einsatz. Die zu fertigenden Module liegen zwischen 0,5 und 2,5. Das Wälzschälen des Lamellenträgers für die Skilift-Kupplung mit einem Modul von 2 übernimmt ein Werkzeug mit einem Wechselkopf. Das Vollhartmetall-Schneidrad des Typs WSR ist hierbei über eine Präzisionsschnittstelle mit dem Werkzeughalter verbunden. Im Zerspanungsprozess fertigt das Werkzeug die Verzahnung in 7 Einzelhüben, aufgeteilt in 6 Schrupphübe sowie einen Schlichthub. Die einzelnen Zustellungen verlaufen nicht linear, liegen aber im Mittel bei rund 0,45 mm. „Durch die Wälzschälwerkzeuge von Horn liegen wir bei den gefertigten Verzahnungsqualitäten auf einem hohen Niveau. Durch diese Qualität sowie durch den technischen Support ist Horn beim Wälzschälen bei uns gesetzt“, so Lubek.
Deutlich kürzere Prozesszeiten
Das Horn-Wälzschälsystem umfasst Werkzeuge zum hochproduktiven Herstellen von Innenverzahnungen, Passverzahnungen und anderen Innenprofilen sowie von Außenverzahnungen mit Störkanten. Die wichtigsten Vorteile des Wälzschälens bei diesen Anwendungen sind die deutlich kürzeren Prozesszeiten im Vergleich zum Verzahnungsstoßen, der Einsatz auf optimierten Dreh-Fräs-Zentren, das Drehen und Verzahnen in einer Aufspannung und der Verzicht auf Freistiche am Verzahnungsende.
Darüber hinaus überzeugen die meist produktivere und kostengünstigere Herstellung gegenüber dem Wälzstoßen und Räumen sowie die im Vergleich zum Nutstoßen vier- bis fünffach kürzere Zykluszeit. Dies zeigt sich auch in der Möglichkeit zur Hartbearbeitung von Verzahnungen ins Volle. Die Wälzschälwerkzeuge sind zum Verzahnen mittlerer bis großer Lose konzipiert. Dabei ist jedes Werkzeug individuell an den Einsatz und den zu bearbeitenden Werkstoff angepasst, wobei sich die unterschiedlichen Werkzeugschnittstellen an der Zähnezahl und Modulgröße orientieren.
Auch für größere Module
Speziell bei Innenverzahnungen zeigt Horn beispielsweise bei größeren Modulen den Vorteil einer kurzen Prozesszeit. Für das Wälzschälen größerer Module sind große und steife Fräs-Drehzentren erforderlich, welche die entsprechende Synchronisation zwischen Werkstück- und Werkzeugspindel ermöglichen. Je größer das Modul, umso kritischer ist das Thema Maschine in Bezug auf die Steifigkeit. Mit einer Schnittaufteilung auf die linken und rechten Flanken lässt sich dieses Thema werkzeugseitig entkräften. Nach den Erfahrungen mit kleinen Vollhartmetall-Wälzschälwerkzeugen nutzte Horn das gewonnene Knowhow, um auch größere Module abzudecken. Die Techniker prüfen jede Anwendung vor der Umsetzung auf Machbarkeit und besprechen die Werkzeugauslegung sowie Empfehlungen für den Prozess mit dem Anwender.
Das System umfasst Werkzeuge in zylindrischer oder konischer Form für Module von 0,5 bis 2. Die Vollhartmetall-Monoblock-Variante ist mit einem Durchmesser von bis zu 20 mm und in schlanker Bauform lieferbar. Sie kommt bei kleinen Modulen und kleinen Bauteilen zum Einsatz, vorzugsweise dann, wenn wegen der Kollisionsgefahr ein schlanker Schaft benötigt wird. Die auf den Anwendungsfall abgestimmten Schneidstoffe und Beschichtungen erzeugen hohe Oberflächenqualitäten am Werkstück.
Bei Werkzeugdurchmessern über 20 mm werden Wälzschälwerkzeuge mit Wechselkopfsystem eingesetzt. Die präzise Schnittstelle erlaubt das einfache Wechseln des Schneidkopfes in der Maschine ohne Ausbau des Halters. Der Halter aus Hartmetall sichert eine hohe Steifigkeit, Verschleißfestigkeit und Präzision. Bei den größeren Modulen setzt Horn auf den Einsatz eines Werkzeugträgers, bestückt mit Wendeschneidplatten. Speziell beim Werkzeugtyp WSR bietet Horn die Möglichkeit, die innere Kühlmittelzufuhr vor oder hinter die Schneide zu legen. Damit können je nach Anwendungsfall Sackloch-, Durchgangs- oder Stufenbohrungen mit der passenden Kühlung bearbeitet werden.
Für das Wälzschälen der Hohlräder setzt die Maschinenfabrik Mönninghoff auf eine Maschine von DMG Mori. „Mit der CTX beta 1250 TC haben wir eine flexible Maschine mit bedienerfreundlichen Technologiezyklen, beispielsweise dem gearSKIVING 2.0, auf der die Wälzschälprozesse sicher laufen“, erklärt Lubek. Vor der Einführung des Wälzschälprozesses setzte man bei der Maschinenfabrik Mönninghoff auf das Verzahnungsstoßen und -fräsen. Die Umstellung auf das Wälzschälen erbrachte viele Vorteile: Zeiteinsparung, erreichbare Präzision sowie die Güteklassen der Verzahnungen und die Möglichkeit, Bauteile komplett auf einer Maschine herzustellen. Die Komplettbearbeitung erhöht die Genauigkeit, da bei jeder neuen Aufspannung mit einem Genauigkeitsverlust gerechnet werden muss. Dies spielt insbesondere bei der Fertigung der Bauteile für die Kupplungs-Brems-Kombinationen eine große Rolle.
Die CTX beta 1250 TC von DMG Mori ist eine innovative Lösung für die Komplettbearbeitung. Mit der Möglichkeit zum 5-Achs-Bearbeiten bis in den Hochleistungsbereich schließt sie die Lücke zu den klassischen Universal-Drehmaschinen und bietet eine hohe Flexibilität für Futterbauteile im Maschinenbau oder der Fluid- und Hydraulik-Industrie. Die ultrakompakte compactMASTER-Spindel mit HSK-A63-Schnittstelle eröffnet Anwendern ein breites Anwendungsspektrum von der Komplettbearbeitung bis zur 5-Achs-Simultanbearbeitung. Ein Hightech-Baukasten ermöglicht es, die Maschine individuell auf das Teilespektrum anzupassen, einschließlich verschiedener Werkzeugmagazine mit einer Kapazität von bis zu 80 Plätzen.
Erfolgreiche Zusammenarbeit
Bei der Maschinenfabrik Mönninghoff arbeitet man schon seit über 25 Jahren mit den Werkzeugsystemen von Horn. „Anfänglich kamen beim Drehen nur die Hörnchen zum Einsatz, wie wir sie immer nennen“, scherzt Lubek, als er über die Horn-Superminis redet, und fährt fort: „Mittlerweile setzen wir auf das breite Werkzeugportfolio von Horn. Das Knowhow in der Werkzeugtechnologie sowie die sehr hohe Lieferperformance haben uns überzeugt.“
Paul Horn GmbH
www.horn-group.com
AMB Halle 1 Stand I10
Maschinenfabrik Mönninghoff
Von Luftfahrt bis Marine, von filigraner Hightech-Robotik über Verpackungsmaschinen bis hin zu Pumpen und Extrudern: Wenn Kräfte übertragen werden sollen, ist zuverlässige Antriebstechnik nötig. So vielfältig die Einsatzgebiete und Anwendungsfälle sind, so unterschiedlich sind auch die technischen Anforderungen, die das jeweilige Produkt erfüllen muss. Die Maschinenfabrik Mönninghoff ist ein zuverlässiger und innovativer Kupplungshersteller und Technologiepartner, um genau diesen kundenspezifischen Anforderungen gerecht zu werden. Die schaltbaren Kupplungen, die Wellenverbindungen, Überlastsysteme, Lineartechnologie sowie die integrierten Antriebssysteme kommen in einer großen Variantenvielfalt weltweit in Maschinen und Anlagen aus allen Branchen zum Einsatz.







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}