

Firmen im Artikel
Inhaltsverzeichnis
1. Größerer Kern, höhere Biegebruchfestigkeit
2. Gleichmäßige Diamantschicht
3. Ziehen oder Drücken?
4. Weitere Anwendungsmöglichkeiten
Funktionierende und bereits auditierte Prozesse werden in der Aerospace-Industrie aufgrund des großen Aufwands nur ungern nochmals verändert. Doch der wachsende Kostendruck zwingt auch diese Branche dazu, ihre Produktion möglichst effizient zu gestalten. Flugzeughersteller haben bislang die eingesetzte Spanntechnik als Hemmnis auf dem Weg zu höherer Performance ausgemacht. Große CFK-Bauteile werden üblicherweise mittels Vakuumspanntechnik fixiert. Die begrenzten Haltekräfte der Saugnäpfe bedingen relativ niedrige Schnittgeschwindigkeiten, um ein Aufschwingen zu verhindern. Das kann zu Qualitätseinbußen und Abweichungen von Form- und Lagetoleranzen führen.
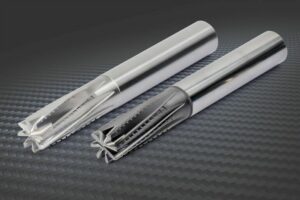
Neue Spanntechnologien versetzen die Hersteller nun in die Lage, die Schnittwerte zu erhöhen. Damit trat aber ein neues Problem auf: Unter den veränderten Prozessbedingungen zeigte sich durch die stärkere Belastung bei Fräsern, die zuvor einwandfrei gearbeitet hatten, eine erhöhte Bruchgefahr. „Auch sehr große Hersteller waren von Werkzeugbruch betroffen, nachdem sie mit den Werkzeugen bis an deren Grenzen gefahren sind“, berichtet Tim Rohmer, Produktmanager für Vollhartmetall Fräswerkzeuge bei Mapal. Der Werkzeughersteller sah Handlungsbedarf und entwickelte als Antwort auf die Marktanforderung den OptiMill-Composite-Speed-Plus.
Größerer Kern, höhere Biegebruchfestigkeit
Um die Biegebruchfestigkeit zu erhöhen, hat Mapal den Kerndurchmesser seines VHM-Eckfräsers erhöht. Das geht zwar auf Kosten des Spanraums, hat aber keinerlei negative Auswirkungen, da bei der CFK-Bearbeitung keine Späne entstehen, sondern lediglich eine Art feiner Staub. Bei Werkzeugtests mit verschieden großen Durchmessern wurden keine Unterschiede festgestellt, was die Abführung dieses Staubs und die Prozesswärme angeht. Mit dem größeren Kerndurchmesser erhöht das Unternehmen die Biegebruchfestigkeit spürbar.

Bei den Anforderungen an das Nutprofil zeigen sich ebenfalls Unterschiede zur Bearbeitung von Metall, wo Vorschub, Zustelltiefe und Schnittbreite die Spandicke beeinflussen. Da der Spanwinkel bei CFK aufgrund eines niedrigen Zahnvorschubs nur gering im Eingriff ist, hat Mapal den Schneidkeil auf maximale Stabilität ausgelegt.
Zur Verringerung von Hebelkräften und damit für eine erhöhte Bruchresistenz weist der neue OptiMill-Composite-Speed-Plus zudem eine optimierte Hüllkontur auf. In der Praxis kommt man damit gut zurecht, wie Rohmer erläutert: „Typische Bauteile für die Luftfahrt bestehen aus Stacks, also Verbundplatten, bei denen üblicherweise fünf bis 15 mm zerspant werden. Da reichen kürzere Werkzeuge vollkommen aus.“ Waren die Vorgängerwerkzeuge noch länger als in der DIN6527 festgelegt, so entspricht die neue Werkzeugreihe weitestgehend der Norm. Mapal bietet die Werkzeuge in den Durchmessern von 4 bis 20 mm an.
Gleichmäßige Diamantschicht
Für hohe Standwege bei der Bearbeitung der abrasiven Kohlefasern sorgt der OptiMill-Composite-Speed-Plus zudem mit einer innovativen Diamantbeschichtung. Außergewöhnlich ist dabei die gleichmäßige Schichtdickenverteilung und die hohe Wiederholbarkeit, mit der Mapal den Diamant im CVD-Verfahren aufbringt. Herkömmliche Beschichtungstechnologien erzeugen häufig unregelmäßige Schichten, die an der Spitze dicker sind als hinten an der Schneide. Dieser Verlauf sorgt für unterschiedliche Kantenverrundungen und damit schwankenden Schnittdruck und Verschleiß.
Die über die Schneidenlänge homogene Schichtdicke trägt zur Prozesssicherheit bei. Das ermöglicht eine gleichbleibende Performance unabhängig davon, welche Stelle der Schneide im Eingriff ist. Damit sind die Werkzeuge auch höhenunabhängig zur Umfangbearbeitung eines Stacks einsetzbar: Anwender nutzen den Fräser teilweise bis zum Verschleißende, setzen ihn dann nach und arbeiten mit einem frischen Teil der Schneide weiter. Der Eckfräser eignet sich für ein breites Anwendungsfeld. Neben der Umfangsbearbeitung werden mit ihm auch Nuten, Kanten und Taschen erzeugt.
Eine perfekte Schnittqualität ist in der Luftfahrtbranche sehr wichtig. Sobald die Fasern nicht mehr sauber getrennt werden und das Bauteil damit nicht mehr die gewünschte Qualität erreicht, werden die Werkzeuge gewechselt, auch wenn sie erst wenig verschlissen erscheinen. Seine hohe Schnittqualität erreicht der OptiMill-Composite-Speed-Plus durch seine speziell angeordneten „Fibrecatcher“ an den Schneiden, die eine Doppelkompression bewirken und damit die Faserüberstände an den Werkstücken extrem sauber trennen. Die Doppelkompression entsteht zusätzlich durch die Spiralisierung des Werkzeugs.
Ziehen oder Drücken?
Zu den Besonderheiten der CFK-Zerspanung gehört, dass die heute verfügbaren Werkzeuge unterschiedliche Bearbeitungsqualitäten an den Werkstücken erzeugen. Der Anwender muss nach vorhandenem Werkstoffverbund entscheiden, welche Qualitätsanforderungen an das Bauteil gestellt sind und demnach die ideale Werkzeugwahl treffen. Oftmals sind es Verbindungsstellen, für die besonders saubere Kanten verlangt werden. Mapal bietet seine Fräser in zwei verschiedenen Varianten an. Das rechtsspiralisierte Modell erzeugt eine ziehende Wirkung und dadurch axiale Zugkräfte, während die linksspiralisierte Variante schiebend wirkt und somit Druckkräfte in axialer Richtung bildet. Die Fibrecatcher arbeiten der durch die jeweilige Spiralisierung entstehenden Kräftewirkung entgegen.
Das Vorgängermodell verfügte noch über eine dritte, neutrale Variante. Mit der Weiterentwicklung entfällt diese, da die neuen Werkzeuge die Axialkräfte um bis zu 40 % reduzieren. Damit übernehmen die beiden Ausführungen des Neuprodukts auch alle Aufgaben, für die bisher die neutrale Version zum Einsatz kam. In punkto Standzeit, Laufruhe, Produktivität und Schnittqualität sind die neuen Werkzeuge um bis zu 30 % besser als ihre Vorgänger.
Weitere Anwendungsmöglichkeiten
Der Einsatz von CFK wächst auch in anderen Branchen. Neben dem Automobilbau und Rennsport rückt hier der Consumer-Bereich in den Fokus. Hersteller von Sportgeräten wie Fahrrädern, Skiern, Snowboards oder Angeln bedienen sich immer häufiger des modernen Materials.
Mit seinen scharfen Schneiden bietet sich der OptiMill-Composite-Speed-Plus darüber hinaus auch für die Zerspanung von Thermoplasten und Duroplasten an. Da diese Kunststoffe nicht abrasiv sind, wird hier auf eine Beschichtung verzichtet und mit scharfen Schneidkanten gearbeitet. Die unbeschichteten Fräswerkzeuge lösen die bisherigen Routerwerkzeuge ab, denen sie vor allem in der Schnittqualität weit überlegen sind. Auch für die Bearbeitung von Glasfaserwerkstoffen empfiehlt Mapal die unbeschichteten Werkzeuge. (eve)








 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}