



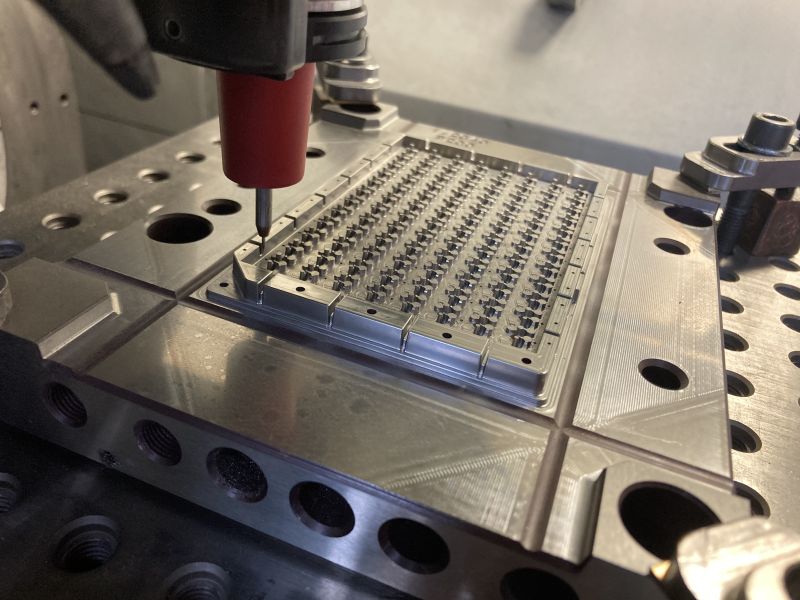

Hochkomplexe Konturbereiche, die kleinste Fräserdurchmesser erfordern, 5-µm-Genauigkeit an 384 Messfeldern sowie extrem lange Maschinenlaufzeiten. Das Werkzeug für den mikrofluidischen Probenträger Spe-Chip hatte es in sich. Der Werkzeugbau bei Erwin Quarder Systemtechnik im ostwestfälischen Espelkamp stemmte das Projekt – mit intensiver Unterstützung von Moldino.
Spe-Chip – was sich zunächst wie der Titel eines James Bond-Films anhört, ist ein anspruchsvolles Projekt, an dessen werkzeugbaulicher Umsetzung die Erwin Quarder Systemtechnik GmbH maßgeblich beteiligt war. Der Auftrag dafür kam von der Inno-Me GmbH – einem Spin-off der Erwin Quarder-Gruppe, das sich unter anderem auf Analyseprodukte für den Labor- und Pharmabereich spezialisiert hat.
Beim Spe-Chip handelt es sich um einen mikrofluidischen Einweg-Probenträger aus transparentem Kunststoff. Über die 96 Probenkanäle, zu denen jeweils vier Messkammern gehören, kann die Partikelkonzentration in Flüssigkeiten bis hin zur Molekülgröße automatisiert gemessen werden.
Da das Spe-Chip-Verfahren auf der UV-Licht-Absorptionsmessung basiert, sind die optischen Eigenschaften des Probenträgers von hoher Bedeutung. „Mit einer Toleranz von plus 5 µm zu fräsen, ist die eine Sache. Aber an 384 verschiedenen Stellen – dies war für uns schon eine echte Herausforderung“, blickt Jakob Kehler, CAM-Programmierer im Werkzeugbau von Erwin Quarder Systemtechnik und dort auch Leiter der Fräsabteilung, auf das Projekt zurück. „Hinzu kam, dass wir wegen der Komplexität und Dimension der Konturbereiche fast ausschließlich mit sehr kleinen Durchmessern unterhalb von 1 mm fräsen mussten.“
Spritzprägen verbessert die optischen Eigenschaften
Das Werkzeug wurde für das Spritzprägeverfahren ausgelegt. Dieses Niederdruckverfahren bietet gerade bei lichttechnischen Anwendungen Vorteile. Der Werkzeuginnendruck verteilt sich hier gleichmäßiger, was Spannungen im Kunststoff minimiert. Nachdem die Konstruktion stand, galt es zunächst herauszufinden, wie lange die Bearbeitung insgesamt dauern würde. Darum wurde zunächst ein kleines Testwerkstück mit nur sechs Probenkanälen plus den Messfeldern gefräst. „Einmal als Demonstration, dass wir es hinbekommen, zum anderen, um die hierfür benötigte Zeit auf die Gesamtbearbeitungszeit hochrechnen zu können“, erklärt Jakob Kehler die Vorgehensweise. „Wir hatten es auf Anhieb hinbekommen, auch dank der Unterstützung von Moldino.“
Denn vor etwa zweieinhalb Jahren, also kurz vor dem Start des Spe-Chip-Projekts, wurde bei Erwin Quarder damit begonnen, die HSC-Bearbeitung und hier insbesondere das hochgenaue Hartfräsen stark auszubauen. So sollte auch zu großen Teilen das Senkerodieren durch Fräsen ersetzt werden. Als Prozessoptimierer, wie sich die Anwendungstechniker des japanischen Präzisionswerkzeug-Herstellers Moldino (früher MMC Hitachi Tool) verstehen, hatte Mark Rotzoll diesen Umstellungsprozess intensiv begleitet. Deshalb bot er auch beim Spe-Chip-Projekt sofort seine Unterstützung an.
Hartfräsen komplexer Geometrien
„Das Hochrechnen ergab, dass wir für jede Werkzeughälfte 200 bis 300 Stunden benötigen würden – das war natürlich extrem viel“, unterstreicht Kehler. Da die eigene Maschinenkapazität nicht so lange an dieses Projekt gebunden werden sollte, ist bei Fertigungsdienstleistern nachgefragt worden. „Jeder, der das Bauteil sah, war sofort skeptisch. Denn dies hätte bedeutet, dass eine Maschine für ein bis zwei Monate dauerhaft belegt wäre.“ Also wurde entschieden, das Spe-Chip-Werkzeug im eigenen Haus zu fertigen. „Allerdings blockweise, damit die Maschine zwischendurch auch für andere Aufträge zur Verfügung stehen konnte.“
Ein Glücksfall war, dass mit Mark Rotzoll jemand zur Seite stand, der bei der Prozessgestaltung beim Hartfräsen komplexer Geometrien sehr viel Erfahrung mitbrachte. „Dieses Know-how war für uns sehr wichtig. Denn die hohen Anforderungen des Spe-Chip-Werkzeugs ließen eigentlich keine Fehlertoleranz bei der Prozessgestaltung zu.“ Als Werkstoff für das Werkzeug wurde der korrosionsarme, auf 48 + 2 HRC vorgehärtete Kunststoffformenstahl 1.2083 ESU ausgewählt, der per Elektroschlacke-Umschmelzverfahren hergestellt wird.
Moldino-Prozessoptimierer
Moldino geht bei Optimierungsprojekten stets nach der vom japanischen Werkzeughersteller speziell für den Fräsbereich entwickelten Production-50-Methode (P50) vor. Dabei geht es darum, die bestehenden Fräsprozesse zu analysieren, um mit diesen Informationen eine neue Perspektive auf den gesamten Fertigungsprozess zu erhalten. So werden Verbesserungspotentiale identifiziert, die zusammen mit dem Kunden umgesetzt werden können. Wirtschaftlichkeitsberechnungen zeigen den Mehrwert dieser Umstellung auf.
Gemäß P50 legte der Moldino-Prozessoptimierer zu Beginn die grundsätzliche Strategie fest, also an welcher Stelle mit dem Fräsen begonnen wird und welche Schritte folgen. Die Auswahl der geeigneten Moldino-Fräswerkzeuge erfolgte sukzessive nach Bearbeitungsfortschritt. Dabei kamen hauptsächlich der EHHR-Fräser mit Polygongeometrie, die Torusfräser EPDRF und EPDRE sowie die Kugelfräser EPDBE, EPDBPE und EPDBEH in den Durchmesserbereichen 0,2 bis 1 mm zum Einsatz.
„Hier ging es darum, die komplexen Bearbeitungsfolgen, die jeweiligen Werkzeuge und die meist sehr langen Laufzeiten exakt aufeinander abzustimmen“, erklärt Rotzoll. Dabei ist von Vorteil, dass nicht zu viele verschiedene Werkzeuge aufeinander folgen. Aus diesem Grund hatte er sich entschieden, hier von vorneherein mit kleinen Werkzeugen anzufangen. Beim Schruppen kamen insgesamt drei verschiedene Durchmesser zum Einsatz. Der kleinste Durchmesser war 0,6 mm zum Fertigschruppen, ein zweischneidiger Torusfräser EPDRE mit 4 mm Nutzlänge. Um homogene Aufmaße für das Fertigschlichten zu erzeugen, wurde anschließend zunächst vorgeschlichtet.
Mit 0,1-Grad-Anstellung zur Glanzoberfläche
Für alle 384 Messflächen war ein Mittenrauwert von Ra 0,2 bis 0,5 µm vorgegeben, also glänzende Oberflächen. An diesen Stellen wurden von Rotzoll minimale Schutzflächen aufgelegt. „So liegt ein kleines zusätzliches Aufmaß vor, um dann anschließend die Hochglanzoberflächen zu erzeugen.“ Hier hatten er und Kehler zuvor anhand des Testwerkstücks verschiedene Vorgehensweisen ausprobiert. „Das beste Resultat brachte dann der EHHR-Fräser mit Durchmesser 1 mm.“ Mit diesem Polygonfräser ließen sich in flachen Bereichen sehr gute Oberflächen erzielen. „Der Clou dabei war, dass wir das Werkzeug mit 0,1 Grad minimal angestellt haben. Damit sind wir dann auf Endmaß gegangen.“ Diese Glanzflächen wurden ganz zum Schluss mit Minimalmengenschmierung gefräst.
„Das hat die allerbesten Ergebnisse gebracht“, berichtet Kehler. Ansonsten ist bei dem Projekt ausschließlich mit Luft gearbeitet worden. Dabei kam bei allen Fertigungsschritten der Mediumverteiler von MHT (Merz & Haag) zum Einsatz. „Der sorgt auch dafür, dass die Späne beziehungsweise der Staub zuverlässig abgeführt werden.“ Doch warum war bei allen 384 Messfeldern die erlaubte Toleranz zueinander und in den Höhenunterschieden mit 0 bis 5 µm so extrem niedrig ausgelegt? „Durch den durchsichtigen Kunststoff strahlt ja UV-Licht hindurch. Die Lichtabweichung darf aber nur bei 0,2 Prozent liegen“, begründet Kehler die strengen Vorgaben.
Schweißrippen mit 0,2-mm-Kugelfräser
Die 0,2 mm Rippen werden am Artikel per Ultraschall mit einer Folie verschweißt. „Bei diesen sehr kleinen und extrem dünnen Schweißrippen haben wir zum Fräsen der Tiefen EPDBEH-Kugelfräser mit 0,2-mm-Durchmesser eingesetzt“, erläutert Kehler. Diese mit der neuentwickelten TH3-Nano-Beschichtung versehenen Werkzeuge verfügen über zwei Schneiden mit jeweils zweistufigem Freiwinkel. Das erhöht die Standzeit um ein Vielfaches und verbessert die Konturtreue unter Verschleiß. So wurden für die 31 Bearbeitungsstunden 15 EPDBEH-Fräser benötigt.
Erfolgreiches Projekt – trotz vieler ‧Hausforderungen
Abschließend weist Kehler noch auf das Thema Schwesterwerkzeuge hin, das alleine schon wegen der 384 Messfelder eine wichtige Rolle gespielt hat: „Die Röders-Maschine hat eine spezielle Messvorrichtung, sodass alle Werkzeuge exakt die gleiche Länge haben. Nur so konnten wir die 5-µm-Toleranzen einhalten.“ 710 Stunden wurden insgesamt benötigt, um dieses komplexe Werkzeug zu fräsen. „Trotz der vielen Herausforderungen war das Spe-Chip-Projekt ein toller Erfolg, das wir ohne die Moldino-Werkzeuge und vor allem die Unterstützung von Mark Rotzoll nicht gestemmt hätten“, zieht Jakob Kehler ein positives Fazit. Früher wäre so ein Werkzeug mit Grafit senkerodiert und die rauen Funktionsflächen anschließend per Hand zum Preis von rund 14.000 Euro durch einen Dienstleister poliert worden. „So hätten wir allerdings nie die hohen Genauigkeiten erzielt, die wir heute durch das Fräsen erreichen.“
Moldino Tool Engineering Europe GmbH
www.moldino.eu







 Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.
Handball ist als Mannschaftssport bekannt bei dem es auf jeden einzelnen Spieler ankommt. Beim Zerspanen hochkomplexer Bauteile ist das ähnlich. Von der Idee bis zum fertigen Bauteil bedarf es eines guten Zusammenspiels zwischen technischem Vertrieb, Prozessauslegung, Programmierung und Umsetzung an der Maschine.

 Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist.
Im Münsterland gibt es über 4.500 Kilometer ausgeschilderte Radwege, die durch malerische Landschaften und charmante Dörfer führen. Fahrradfahren, ob gemütlich oder mit dem Rennrad, ist hier eine beliebte Freizeitbeschäftigung und ein wichtiger Bestandteil des täglichen Lebens – eine Leidenschaft, die wir bei FOOKE mit Begeisterung leben. Mit unserer Leidenschaft für Präzision und Effizienz in der Metallbearbeitung, inspiriert von der Sportlichkeit und Ausdauer des Fahrradfahrens im Münsterland, freuen wir uns darauf, neue Maßstäbe zu setzen und zu zeigen, was mit modernster Technik alles möglich ist. Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen.
Unter dem Motto „From Metals to Medals” nehmen die Auszubildenden von Horn auch in diesem Jahr am Wettbewerb teil. Das Team war für die Planung, Budgetierung, Konstruktion und das eigentliche Fertigen des Projekts verantwortlich. Wie im Sport gilt es, Präzision, Durchhaltevermögen und Leidenschaft zu zeigen. Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers.
Die Skulptur verkörpert die Verschmelzung von industrieller Präzision und regionaler Kultur. Sie symbolisiert die Form des Düsseldorfer Radschlägers – einer Figur, die tief in der lokalen Tradition verwurzelt ist. Die Europazentrale in Willich ist unweit entfernt von Düsseldorf. Die Skulptur besteht aus transparentem Plexiglas. Die kreuzähnliche Form ist mit gebrauchten Sumitomo-Tools besetzt. Diese repräsentieren die Verbindung zwischen der Präzision der Metallverarbeitung und der menschlichen Bewegung beim Radschlagen. Im unteren linken Viertel der Figur bildet ein Kreis aus Schneidplatten den Kopf des Radschlägers. Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,
Die Wahl beim diesjährigen Kunst trifft Technik-Wettbewerb fiel auf eine Hantelstange,











{kind=link}